典型焊接结构生产(梁)全解
- 格式:ppt
- 大小:2.52 MB
- 文档页数:3
第六章焊接结构生产工艺规程的编制一、焊接结构工艺性审查是制定工艺文件、设计工艺装备和实施焊接生产的前提。
工厂在首次新产品生产时,为了提高设计产品结构的工艺性,往往需要进行焊接结构工艺性审查.另外,在工艺性审查基础上,要制定焊接工艺规程。
焊接工艺规程是指导焊接结构生产和准备技术装备,进行生产管理及实施生产进度的依据。
本章结合部分工程实例,主要介绍焊接结构工艺性审查和工艺规程编制的有关知识.二、第一节焊接结构的工艺性审查三、焊接结构工艺性审查的目的焊接结构的工艺性,是指设计的焊接结构在具体的生产条件下能否经济地制造出来,并采用最有效的工艺方法的可行性。
焊接结构的工艺性是关系着一个产品制造快慢、质量好坏和成本高低的大问题,因此,一个结构的工艺性好坏,也是这个结构设计好坏的重要标志之一。
为了提高设计产品结构的工艺性,工厂应对所有新设计的产品和改进设计的产品以及外来产品图样,在首次生产前进行结构工艺性审查.焊接结构的工艺性审查是个复杂问题,在审查中应实事求是,多分析比较,以便确定最佳方案。
如图6-1a所示的带双孔叉的连杆结构形式,装配和焊接不方便;图b所示结构是采用正面和侧面角焊缝连接的,虽然装配和焊接方便,但因为是搭接接头,疲劳强度低,也不能满足使用性能的要求;图c所示结构是采用锻焊组合结构,使焊缝成为对接形式,既保证了焊缝强度,又便于装配焊接,可见是合理的接头形式。
焊接结构是否经济合理,还不能脱离产品的数量和生产条件。
如图6-2所示的弯头,有三种形式,每种形式的工艺性都适应一定的生产条件。
图a是由两个半压制件和法兰组成,如果是大量生产又有大型压床的条件下,工艺性是好的;图b是由两段钢管和法兰组成,在流速低、单件生产或缺设备的条件下,工艺性是好的;图c是由许多环形件和法兰组成,在流速高又是单件生产的条件下,工艺性是好的。
以上例子说明,结构工艺性的好坏,是相对某一具体条件而言的,只有用辩证的观点才能更有效地评价。

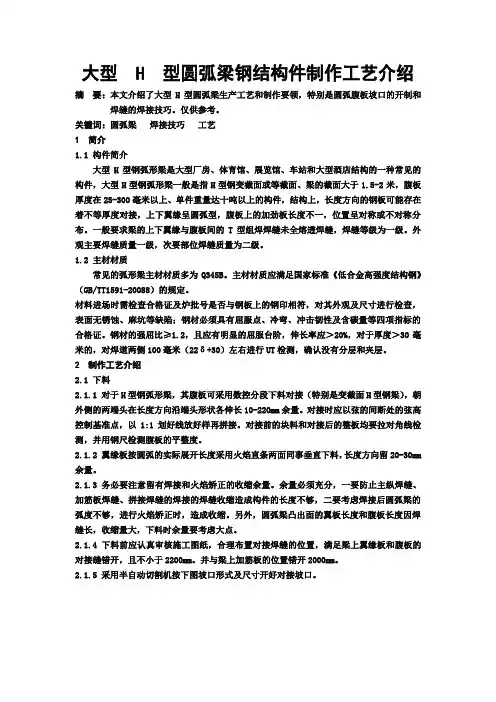
大型H型圆弧梁钢结构件制作工艺介绍摘要:本文介绍了大型H型圆弧梁生产工艺和制作要领,特别是圆弧腹板坡口的开制和焊缝的焊接技巧。
仅供参考。
关键词:圆弧梁焊接技巧工艺1 简介1.1 构件简介大型H型钢弧形梁是大型厂房、体育馆、展览馆、车站和大型酒店结构的一种常见的构件,大型H型钢弧形梁一般是指H型钢变截面或等截面、梁的截面大于1.5-2米,腹板厚度在25-300毫米以上、单件重量达十吨以上的构件,结构上,长度方向的钢板可能存在着不等厚度对接,上下翼缘呈圆弧型,腹板上的加劲板长度不一,位置呈对称或不对称分布。
一般要求梁的上下翼缘与腹板间的T型组焊焊缝未全熔透焊缝,焊缝等级为一级。
外观主要焊缝质量一级,次要部位焊缝质量为二级。
1.2 主材材质常见的弧形梁主材材质多为Q345B。
主材材质应满足国家标准《低合金高强度结构钢》(GB/TT1591-20088)的规定。
材料进场时需检查合格证及炉批号是否与钢板上的钢印相符,对其外观及尺寸进行检查,表面无锈蚀、麻坑等缺陷;钢材必须具有屈服点、冷弯、冲击韧性及含碳量等四项指标的合格证。
钢材的强屈比≥1.2,且应有明显的屈服台阶,伸长率应>20%,对于厚度>30毫米的,对焊道两侧100毫米(22δ+30)左右进行UT检测,确认没有分层和夹层。
2 制作工艺介绍2.1 下料2.1.1 对于H型钢弧形梁,其腹板可采用数控分段下料对接(特别是变截面H型钢梁),朝外侧的两端头在长度方向沿端头形状各伸长10-220mm余量。
对接时应以弦的间断处的弦高控制基准点,以1:1划好线放好样再拼接。
对接前的块料和对接后的整板均要拉对角线检测,并用钢尺检测腹板的平整度。
2.1.2 翼缘板按圆弧的实际展开长度采用火焰直条两面同事垂直下料,长度方向留20-30mm 余量。
2.1.3 务必要注意留有焊接和火焰矫正的收缩余量。
余量必须充分,一要防止主纵焊缝、加筋板焊缝、拼接焊缝的焊接的焊缝收缩造成构件的长度不够,二要考虑焊接后圆弧梁的弧度不够,进行火焰矫正时,造成收缩。

![第五章工程机械焊接结构图[1]](https://uimg.taocdn.com/80ab1c0ca1c7aa00b42acb9d.webp)
《焊接结构生产》课程项目化教学改革摭谈摘要:本文通过对《焊接结构生产》课程按照项目教学法进行整体设计,确定了典型焊接结构项目教学的内容,设计了教学方法,力图使每个项目都与学生将来所从事的工作密切相关,为学生更高发展服务,在实践中取得了良好的教学效果。
关键词:焊接结构生产典型焊接结构项目化教学课程整体设计高职焊接技术及自动化专业的培养目标是培养既能从事一线技术操作工作,同时又能从事焊接结构生产组织管理、工艺实施、技术指导和现场生产质检的实用型人才。
《焊接结构生产》是其核心专业课程,课程的主要内容包括:焊接结构生产中出现的焊接残余变形和焊接残余应力产生原因、影响因素及控制措施;焊接结构备料及成型加工;焊接工艺评定;焊接结构生产工艺规程的编制等。
该课程项目化教学改革在内容上要遵循学生职业能力培养的基本规律,以真实工作任务及其工作过程为依据整合、序化教学内容,科学设计学习性工作任务。
一、项目化教学简介传统教学模式基本上按照一定的理论体系,以学科为核心来组织教学,把传授系统的理论知识作为组织教学的出发点、教学过程的主线、质量考核的主要标准,培养人才的规格与各行各业第一线技术人才的实际要求脱节。
而课程项目化教学就是在老师的指导下,将一个相对独立的项目交由学生自己处理。
信息的收集,方案的设计,项目实施及最终评价,都由学生自己负责,学生通过该项目的进行,了解并把握整个过程及每一个环节中的基本要求。
学生在项目实践过程中,理解和把握课程要求的知识和技能,体验创新的艰辛与乐趣,培养分析问题和解决问题的思想和方法。
二、《焊接结构生产》课程项目化教学设计本文通过对《焊接结构生产》课程按照项目教学法进行整体设计,力图使每个项目都与学生将来所从事的工作密切相关,注重新知识、新技术、新工艺、新方法的介绍和训练,为学生更高发展服务。
(一)确定课程培养总体目标。
本课程的整体设计思路,以培养学生的实际操作能力为主线,在以实际操作过程为主的项目教学过程中,通过对订单企业典型结构件岗位典型工作任务分析,把知识、能力和素质点序化、整合形成项目教学内容,确保课程设置及教学内容符合专业人才培养目标需要。