3聚碳酸酯(PC).PPT解析
- 格式:ppt
- 大小:2.33 MB
- 文档页数:28
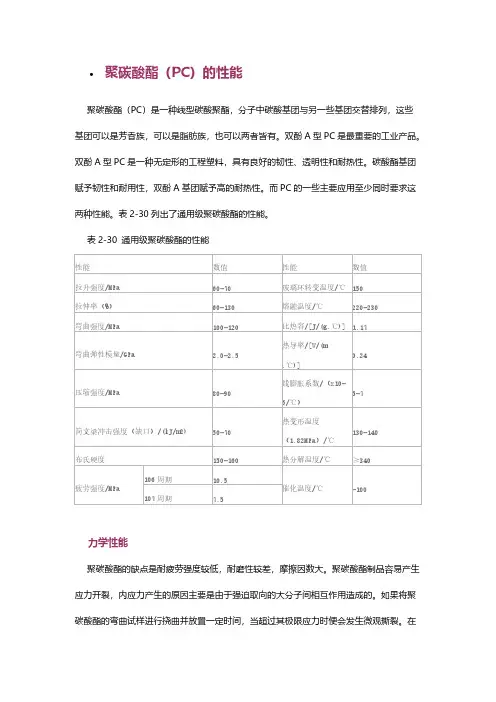
聚碳酸酯(PC)的性能聚碳酸酯(PC)是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可以两者皆有。
双酚A型PC是最重要的工业产品。
双酚A型PC是一种无定形的工程塑料,具有良好的韧性、透明性和耐热性。
碳酸酯基团赋予韧性和耐用性,双酚A基团赋予高的耐热性。
而PC的一些主要应用至少同时要求这两种性能。
表2-30列出了通用级聚碳酸酯的性能。
表2-30 通用级聚碳酸酯的性能力学性能聚碳酸酯的缺点是耐疲劳强度较低,耐磨性较差,摩擦因数大。
聚碳酸酯制品容易产生应力开裂,内应力产生的原因主要是由于强迫取向的大分子间相互作用造成的。
如果将聚碳酸酯的弯曲试样进行挠曲并放置一定时间,当超过其极限应力时便会发生微观撕裂。
在一定应变下发生微观撕裂时间与应力之间的关系依赖于聚碳酸酯的平均相对分子质量。
如果聚碳酸酯制品在成型加工过程中因温度过高等原因发生分解老化,或者制品本身存在缺口或熔接缝,以及制品在化学气体中使用,那么,发生微观撕裂的时间将会大大缩短,其极限应力值也将大幅度下降。
热性能聚碳酸酯的耐热性较好,未填充聚碳酸酯的热变形温度大约为130℃,玻璃纤维增强后可使这个数值再增加10℃。
长期使用温度可达120℃,同时又具有优良的耐寒性,脆化温度为-100℃。
低于100℃时,在负载下的蠕变率很低。
聚碳酸酯没有明显的熔点,在220-230℃呈熔融状态。
由于其分子链刚性大,所以它的熔体粘度较高。
电性能聚碳酸酯由于极性小,玻璃化转变温度高,吸水率低,因此具有优良的电性能。
表2-31列出了通用级聚碳酸酯的电性能。
表2-31 通用级聚碳酸酯的电性能耐化学药品性能聚碳酸酯对酸性及油类介质稳定,但不耐碱,溶于氯代烃。
PC有较好的耐水解性,但长期浸入沸水中易引起水解和开裂,不能应用于重复经受高压蒸汽的制品。
PC易受某些有机溶剂的侵蚀,虽然它可以耐弱酸、脂肪烃、醇的水溶液,但可以溶解在含氯的有机溶剂中。
聚碳酸酯(pc)工业上应用的聚碳酸酯主要由双酚A和光气来合成,其主链含有苯环和四取代的季碳原子,刚性和耐热性增加,Tm=265-270℃,Tg=149℃,可在15-130℃内保持良好地力学性能,抗冲性能和透明性特好,尺寸稳定,耐蠕变,性能优于涤纶聚酯,是重要的工程塑料。
但聚碳酸酯易应力开裂,受热时易水解,加工前应充分干燥。
聚碳酸酯的制法有酯交换法和光气直接法。
(1)酯交换法原理与生产涤纶聚酯的酯交换法相似。
双酚A与碳酸二苯酯熔融缩聚,进行酯交换,在高温减压条件下不断排除苯酚,提高反应程度和分子量。
酯交换法需用催化剂,分两个阶段进行:第一阶段,温度180-200℃,压力270-400Pa,反应1-3h,转化率为80%-90%;第二阶段,290-300℃,130Pa以下,加深反应程度。
起始碳酸二苯酯应过量,经酯交换反应,排出苯酚,由苯酚排出量来调节两基团数比,控制分子量。
苯酚沸点高,从高粘熔体中脱除并不容易。
与涤纶聚酯相比,聚碳酸酯的熔体粘度要高得多,例如分子量3万,300℃时的粘度达600Pa·s,对反应设备的搅拌混合和传热有着更高的要求。
因此,酯交换法聚碳酸酯的分子量受到了限制,多不超出3万。
(2)光气直接法光气属于酰氯,活性高,可以与羟基化合物直接酯化。
光气法合成聚碳酸酯多采用界面缩聚技术。
双酚A和氢氧化钠配成双酚钠水溶液作为水相,光气的有机溶液(如二氯甲烷)为另一相,以胺类(如四丁基溴化铵)作催化剂,在50℃下反映。
反映主要在水相一侧,反应器内的搅拌要保证有机相中的光气及时地扩散至界面,以供反映。
光气直接法比酯交换法经济,所得分子量也较高。
界面缩聚是不可逆反应,并不严格要求两基团数相等,一般光气稍过量,以弥补水解损失。
可加少量单官能团苯酚进行端基封锁,控制分子量。
聚碳酸酯用双酚A的纯度要求高,有特定的规格,不宜含有单酚和三酚,否则,得不到高分子量的聚碳酸酯,或产生交联。
聚氨基甲酸酯一、耐溶剂聚氨酯弹性体的制备方法由聚酯多元醇与二异氰酸酯通过一步或多步硫化反应进行制备。
第2章塑件的工艺性分析塑件的工艺性分析包括塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的结构工艺性分析,其具体分析如下。
寸,可按MT5查取公差,其主要尺寸公差标注如下(单位均为mm)。
塑件外形尺寸:、、、、、、、、、。
内形尺寸:、、、、、、、、、。
孔尺寸:、、、、、、。
孔心距尺寸:、、。
2.3 塑件表面质量分析该塑件要求外形美观,色泽鲜艳,外表面没有斑点及熔接痕,粗糙度可取0.4。
而塑件内部没有较高的表面粗糙度要求。
2.4 塑件的结构工艺性分析①从图纸上分析,该塑件的外形为回转体。
壁厚均匀,且符合最小壁厚要求。
②塑件型腔较大,有尺寸不等的孔,如、、、,它们均符合最小孔径要求。
③在塑件内壁有4个高2.2,长11的凸台。
因此,塑件不易取出。
需考虑侧抽装置。
综上所述,该塑件可采用注射成型加工。
第3章确定成型设备选择与模塑工艺规程编制3.1 计算塑件的体积(过程略)3.2 计算塑件的质量计算塑件的质量是为了选择注射机及确定模具型腔数。
根据有关手册查得所以,塑件的质量为根据塑件形状及尺寸采用一模一样的模具结构,考虑外形尺寸、对塑件原材料的分析及注射时所需的压力情况,参考模具设计手册初选螺杆式注射机:XS-ZY-250(经§.5节注射机参数校核,XS-ZY-250不能满足闭合高度要求,故选XS-ZY-500)。
3.3 塑件模塑成型工艺参数的确定聚碳酸酯注射成型工艺参数见表2,试模时,可根据实际情况作适当调整。
3.4 填写模塑成型工艺卡灯座模塑工艺卡见表3第5章注射模设计的尺寸计算5.1成型零件尺寸计算该塑件的成型零件尺寸均按平均值法计算。
查有关手册得PC的收缩率为,故平均收缩率为,根据塑件尺寸公差要求,模具的制造公差取。
成型零件尺寸计算见表5。
①抽芯距的计算其中:h为凸台高度,(2~3)mm为抽芯安全系数。
②滑块倾角的确定。
斜滑块倾角是抽芯机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接的关系。
聚碳酸酯(PC) 一、简介聚碳酸酯是指大分子链由碳酸酯型重复结构单元组成的一类聚合物,英文名称Polycarbonate,简称PC。
依具体组成不同,PC可分成脂肪族、脂环族和芳香族脂肪-芳香族三类,工程上具有实际应用价值的为芳香族PC,并以产量最大、可用途最广的双酚A型PC为主。
PC的突出性能是优异的冲击性和透明性,优良的力学性能和电绝缘材料性,使用温度范围广(-130-100℃),尺寸稳定性高,耐蠕变性高,是一种集刚、硬、韧与一体材料的典型代表。
PC的主要缺点为吸湿性能大、加工易产生气泡及银丝,配件易产生残余内应力、并对缺口敏感性大,耐疲劳性低、磨擦性及耐磨性不好。
二、结构性能1、PC的结构PC的分子链中含有多种基因,它所表现的性能为各种基团的综合反映。
亚苯基,提供刚性,力学性能和耐化稳定性能;湠基,增加刚性;酯基,易吸水、电性差、耐化学稳定差;氧基,赋予韧性。
由于PC大分子主链的刚性和体积效应,使其结晶能力差,基本属于无定性聚合物,具有优异的透明性。
2、PC的性能PC的性能如表1所示表1 PC及玻璃纤维PC的性能性能PC30%玻璃纤维PC相对密度1.21.45吸水率/%0.150.1成型收缩率/%0.50.2拉伸强度/Mpa56~66132拉伸模量/Mpa2100-240010000断裂伸长率/%60~120<5弯曲强度/Mpa80~85170弯曲模量/Mpa2100~2400—压缩强度/Mpa75~80120~130剪切强度/Mpa35—缺口冲击强度/(KJ/m2)17~248洛氏硬度M80M90疲劳极限106次/Mpa10.5—热变形温度(1.82Mpa)/℃130~135146长期使用温度/℃110130线膨胀系数/(×10-5K-1)7.22.7热导率[W/(M·K)]0.20.13体积电阻率/(Ω·cm)2.1×10161.5×1016介电常数(106HZ) 2.93.45介电损耗角正切值(106HZ)0.00830.0070介电强度/(Kv/mm)1819耐电弧/s120120(1)一般性能PC为透明、呈微黄色或白色硬而韧的树脂,燃烧时发出花果臭味、离火自熄、火焰呈黄色、熔融起泡。