阀门的试验与检验23页PPT
- 格式:ppt
- 大小:2.78 MB
- 文档页数:23
阀门的检验与试验阀门检验1、检查范围如果在订货合同中没有规定其他附加项目买方的检验应限于以下内容:a)按订货合同规定,使用非破坏性检验工具和方法,在装配过程中对阀门进行检查;b)铸件的外观检查应符合JB/T 7929的规定;c)“必须”的和“任选”的压力试验;d)其它的补充检验;e)审查加工记录和无损检验记录(包括规定的射线检验记录)。
注:所有的检验均应根据相应标准编制的书面程序进行。
2、检验2.1 阀门制造厂应对所有阀体、阀盖和密封件的铸件进行外观检查,保证符合JB/T 7929的规定。
2.2 阀门制造厂应对每台阀门进行检验,以保证符合本标准及相关产品标准的规定。
压力试验1 试验地点压力试验应由阀门制造厂在阀门制造厂内进行。
2 试验设备用于进行压力试验的设备,试验时不应有施加影响阀座密封的外力。
3 试验要求3.1 每台阀门应按表1或表2的要求进行压力试验。
3.2 公称通径小于或等于100mm、公称压力小于或等于25.0MPa 及公称通径大于或等于125mm、公称压力小于可等于10.0Mpa的阀门应按表1进行试验。
3.3 公称通径小于或等于100mm、公称压力大于25.0Mpa和公称通径大于或等于125mm、公称压力大于10.0Mpa的阀门应按表2进行试验。
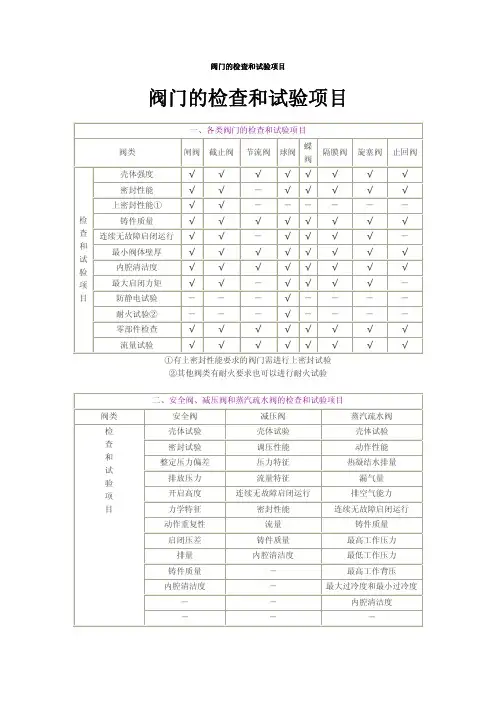
表1 压力试验试验项目阀门类型截止阀旋塞阀止回阀浮动式球阀蝶阀和固定式球阀壳体必须必须必须必须必须必须上密封1)必须不适用不适用不适用不适用低压密封必须任选必须2)选择3)必须必须高压密封4)任选必须5)任选2)必须任选任选1)所有具有上密封性能的阀门都应进行上密封试验,波纹管密封阀门除外。
2)对于油封式旋塞阀,高压密封试验是必须的,低压密封试验任选;3)如经需方同意,阀门制造厂可用低压密封试验代替高压密封试验;4)弹性密封阀门经高压密封试验后,可能降低其在低压工况的密封性能;5)对于动力驱动的截止阀,高压密封试验的试验压力应是选定动力驱动装置所使用的设计压差的110%。
阀门检查和测试前言各方均可使用API。
本协会保证数据的精确性和可靠性。
但是并非保证对使用该书所造成的损失、损坏以及违反政府、省市的规章,我方对此不负任何责任。
任何建议和修改请联系本协会生产部。
购买指南1.详细购买指导如下:a.在阀门生产厂家进行调查(见2.1)b.在生产厂家外部进行调查(见2.2)c.提交调查报告(见2.3)d.补充试验(见2.6)e.后座试验类型(见3.3.2)f.高压密闭试验(见3.4)g.高压气体壳体试验(见3.5)h.低温阀门流质温度(见3.6.2)i.试验水润湿剂的使用(见3.6.4)j.合格证书(见5.1)2.如果客户所使用的阀门标准不在此标准内,客户可自行规定使用标准。
内容购买指南第一部分—概论1.1范围1.2参考资料第二部分—检查,试验及补充试验2.1阀门生产厂家内检查2.2生产厂家外检查2.3检查报告2.4检查范围2.5试验2.6补充试验第三部分—试压3.1试压位置3.2试压设备3.3要求的试验3.4高压封闭试验3.5高压气体壳体试验3.6试验流质3.7试验压力3.8试验持续时间3.9试验泄漏第四部分—试验程序4.1总述4.2壳体试验4.3后座试验4.4低压封闭试验4.5高压封闭试验第五部分—阀门合格证书及重新试验5.1 合格证书5.2 重新试验图表1A—压力测试(见3.3.3)1B—压力测试(见3.3.4)2—壳体试压3—其他壳体试压4—试压持续时间5—封闭试验最大泄漏比率阀门检查和测试第一部分—概论范围1.1.1 本标准包含对带弹性后座,非金属后座(比如陶瓷的),金属后座的门型,球心型,旋塞型,球形,止回阀,蝶阀的检查,试验和补充试验. 弹性后座为:a.软座型,双实心型及半实心油脂型(比如润滑了的旋塞阀)b.软型和金属后座复合型c.其他任何如表5所示的能满足回弹后座泄漏率的各型阀门API598标准是API标准的补充,如果买方和厂家达成协议,API598标准也可用于其他各型阀门.1.1.2 该检查要求适用于厂家的试验和测试及买方在厂家所要求的补充试验.规定做的及可选择做的试压都包含在该测试规范中.1.1.3 以下为本标准所规定的试验项a.壳体试验b.后座试验c.低压密闭试验d.高压密闭试验e.铸件外观检查f.高压气体壳体试验1.2 参考资料1.2.1 本标准引用的以下新版标准,规范,说明ASMEB1.20.1 Pipe Threads, General Purpose (Inch)B16.11 Forged Steel Fittings, Socket-Welding and ThreadedB16.34 Valves—Flanged, Threaded and Welding EndMSSSP-55 Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components—Visual MethodSP-91 Guidelines for Manual Operation of Valves1.2.2 本标准补充了以下的API阀门标准APIStd594 Check Valves: Wafer, Wafer Lug, and Double Flanged TypeStd599 Steel and Ductile Iron Plug ValvesStd600 Steel Gate Valves—Flanged and Butt-welding Ends, Bolted and Pressure Seal BonnetsStd602 Compact Steel Gate Valves—Flanged, Threaded, Welding and Extended-Body EndsStd603 Class 150 Cast, Corrosion-Resistant, Flanged-End Gate ValvesStd608 Metal Ball Valves—Flanged, Threaded and Welding EndsStd609 Butterfly Valves: Double Flanged, Lug-and Wafer-Type第二部分检查、试验及补充试验2.1 在阀门厂的检查买方应该在采购单中说明:将在厂家检查阀门、监督试验,买方的检查人员可任意进入生产部门进行检查.2.2 在阀门厂外的检查当买方规定将对厂家工厂外进行壳体部件的检查时,这些部件应在加工制作地进行检查。


阀门的检验和试验 The manuscript was revised on the evening of 2021阀门的检验和试验API 598标准第7版1996年9月美国石油协会API出版物可以被任何想要引用的人使用,学会已尽最大努力保证出版的资料准确并可靠,但是学会对出版物有关的事项不负责,担保或保证,并于此特别否认任何因使用本标准造成损失或损害承担任何义务和责任,不因为出版物有矛盾而违背联邦、州或地方的法规承担任何义务和责任。
我们欢迎提出修订意见,建议稿应提交给The director of the Manufacturing,Distribution and Markeing Department,API1220L street,,washington,特殊注解API出版物对一般性问题作了必要的阐述,针对有关的具体情况要研究地方、州和联邦的法律和法规。
API不承担雇主、制造商和供应商对其雇员有关健康和安全危险及其适当防护的告诫,正确培训和装备的责任,也不承担他们对地方、州和联邦的法律责任。
关于有关特殊材料和条件的安全和健康危险及适当防护的信息应从雇主、制造商或材料供应商,或材料安全数据表中获得。
任何API出版物所包含的内容,都不得理解为暗示或其他方式,授权制造、销售或使用与专利证有关的任何方法、设备或产品也不理解为保护任何人侵犯专利证的行为。
通常API标准至少每五年要审查、修订、重新批准或撤销,有时这个审查周期可作一次两年的延长,作为一个现行的API标准,在出版日期之后5年、就不再有效,再版前已得到延期批准,出版标准的情况可以API编辑部了解。
(电话<202> 682-8000),API出版物和资料每年定期出版,并由API每季更新,地址:1220L street,本文件按API标准化程序出版的,该程序确保文件从通报、参加讨论直至成为API标准,涉及到本标准内容的理解的问题和涉及到本标准下工艺改善的问题和评价,应直接写信给the director of the Authoring Department,API 1220L street,出版物可以被任何想要引用的人使用,学会已尽最大努力保证出版的资料准确并可靠,但是学会对出版物有关的事项不负责,担保或保证,并于此特别否认任何因使用本标准造成损失或损害承担任何义务和责任,不因为出版物有矛盾而违背联邦、州或地方的法规承担任何义务和责任。
JB/T 9092 阀门的检验与试验2007-6-25 12:15中华人民共和国机械行业标准JB/T 9092-1999阀门的检验与试验代替ZB J16 006-90 Valve inspection and testing前言本标准是对 ZB J16 006-90《阀门的试验与检验》的修订。
本标准与ZB J16 006-90相比,主要技术内容差异如下:1. 标准的名称改为“阀门的检验与试验”;2. 增加“单向密封和双向密封”术语;3. 阀门“必须的试验”的规定,按公称压力和公称通每项大小有分别规定;4. 闸阀和截止阀的试验项目内容分别规定;5. 蝶阀的壳体试验和密封试验的最短持续时间进行了修改,与其它阀门一致;6. 阀门上密封试验的最短持续时间进行了修改;7. 密封试验的最大允许泄漏量按API 598-96的要求进行了修改;8. 对低压密封试验的试验方法进行了修改。
本标准自实施之日起代替ZB J16 006-90。
本标准由僵阀门标准化技术委员会提出并归口。
本标准起草单位:合肥通用机械研究所、上海通用机械技术研究所。
本标准主要起草人:王晓钧、宁忠荣、石建虹。
1 范围本标准规定了阀门的检验与压力试验要求。
本标准适用于金属密封副、弹性密封副和非金属密封副(如陶瓷)的闸阀、截止阀、旋塞阀、球阀、止回阀和蝶阀的检验和压力试验。
经供需双方同意后也可适用于其他类型的阀门。
弹性密封副是指:(1)软密封副、固体和半固体润滑脂类组成的密封副(如油封旋塞阀);(2)非金属和金属材料组成的密封副;(3)按表3规定的弹性密封泄漏率的其他类型密封副。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效/所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
JB/T 7927—1999 阀门铸钢件外观质量要求3 术语3.1 单向密封在阀门关闭后,介质须从阀门两端的某个方向上进入,阀门的密封副才能保持密封;3.2 双向密封不论介质从阀门两端的哪一方向进入,在阀门关闭后,阀门密封副都能保持密封;4 检验4.1 在阀门制造厂内的检验。