三,铸件结构的剖分与组合
1.铸件的剖分设计 铸件的剖分设计 (1)将大铸件或 形状复杂的铸件设计 成几个较小的铸件, 经机械加工后,现利 用焊接或螺钉连接等 方法将其组合成整体.
图5-19 -
机械连接的组合床身铸件
(2)因成形工艺的局限性无法整铸的结构需采用剖 分结构.
2.铸件的组合设计 铸件的组合设计 利用熔模及气化模铸造工艺具有无需起模,能制造复 杂铸件的特点,可将原需加工装配的组合件,改为整铸件.
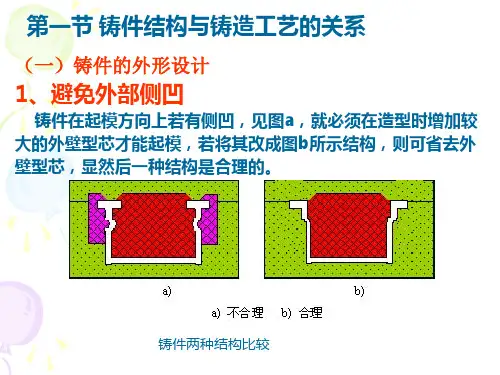
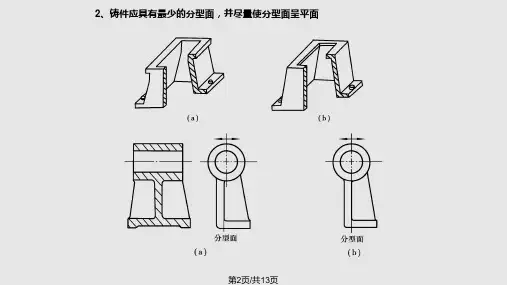
6.避免尺寸较大的水平面 避免尺寸较大的水平面
第二节 铸件结构设计应考虑的其它方面
一,铸件结构应考虑铸造合金的某些使用性能
二,铸件结构应考虑不同铸造工艺的特殊性
1.熔模铸件的设计 熔模铸件的设计
(a)
工艺孔
(b)
工艺肋
图5-16 -
熔模铸件平面上的工艺孔和工艺肋
2.压铸件的设计 压铸件的设计 压铸件的设计 应尽量避免凹坑和深腔,在无法避免 时,至少应便于抽芯,以便压铸件能从模中顺利取出.
A- A
B- B
图 5- 3 悬臂托架的两种结构
如图所示为圆盖铸件的两种内腔设计.对于一般盖类 铸件而言,其内腔设计的目的是为了减轻重量或使铸件的 壁厚均匀.图5-4a)的内腔设计因出口处直径小,需采用 型芯;而图b)因内腔直径D大于其高度H,故可利用模样 上挖孔,在起模后直接形成自带型芯.
5- 4 圆盖铸件的两种内腔设计
H
2,铸件的内腔设计应有利于型芯的固定,排气和简化 ,铸件的内腔设计应有利于型芯的固定, 铸件清理 图5-5所示的为 高炉风口铸件,材 质为青铜.图5-5(a) 所示的为最初的设 计,其中心孔为热 风通道,热风通道 周围是循环水的水 套夹层空间,其顶 部有两个直径较小 的孔,作为循环水 的进水与出水孔.