华中系统车床操作面板及基本操作数控33页PPT
- 格式:ppt
- 大小:6.76 MB
- 文档页数:33


华中数控系统操作面板按键的用途华中数控系统操作面板按键的用途图1华中世纪星车床数控系统的操作面板㈠功能菜单在显示器的下方有十个功能按键,从“F1”到“F10”(相当于FANUC系统中的软键),通过这十个功能按键,可完成对系统操作界面中菜单命令的操作,系统操作界面中菜单命令由主菜单和子菜单构成,所有主菜单和子菜单命令都能通过功能按键“F1”~“F10”来进行操作。
主菜单分别是:F1为“自动加工”、F2为“程序编辑”、F3为“参数”、F4为“MDI”、F5为“PLC”、F6为“故障诊断”、F7为“设置毛坯大小”、F9为“显示方式”。
每一主菜单下分别有若干个子菜单。
㈡NC键盘NC键盘用于零件程序的编制、参数输入、MDI 及系统管理操作等,见图4。
图4 NC键盘1.“Esc”键:按此键可取消当前系统界面中的操作。
2.“Tab”键:按此键可跳转到下一个选项。
3.“SP”键:按此键光标向后移并空一格。
4.“BS”键:按此键光标向前移并删除前面字符。
5.“Upper”键:上档键。
按下此键后,上档功能有效,这时可输入“字母”键与“数字”键右上角的小字符。
6.“Enter”键:回车键,按此键可确认当前操作。
7.“Alt”键:替换键,也可与其它字母键可组成快捷键。
8.“DEL”键:按此键可删除当前字符。
9.“PgDn”键与“PgUp”键:向后翻页与向前翻页。
10.“▲”键、“▼”键、“?”键与“?”键:按这四个键可使光标上、下、左、右移动。
11.“字母”键、“数字”键和“符号”键:按这些键可输入字母、数字以及其他字符,其中一些字符需要配合“Upper”键才能被输入。
㈢机床控制面板见图5图5 机床控制面板1. 方式选择按键。
方式选择按键的作用是把数控车床的操作方式进行了分类,在每一种操作方式下,只能进行相应的操作。
方式选择按键共有五个,分别是“自动”操作方式、“单段”操作方式、“手动”操作方式、“增量”操作方式和“回零”操作方式。
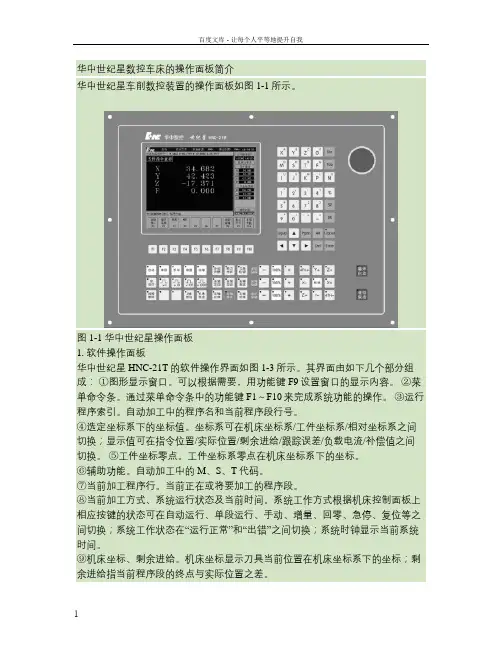
华中世纪星数控车床的操作面板简介华中世纪星车削数控装置的操作面板如图1-1所示。
图1-1 华中世纪星操作面板1. 软件操作面板华中世纪星HNC-21T的软件操作界面如图1-3所示。
其界面由如下几个部分组成:①图形显示窗口。
可以根据需要,用功能键F9设置窗口的显示内容。
②菜单命令条。
通过菜单命令条中的功能键F1~F10来完成系统功能的操作。
③运行程序索引。
自动加工中的程序名和当前程序段行号。
④选定坐标系下的坐标值。
坐标系可在机床坐标系/工件坐标系/相对坐标系之间切换;显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换。
⑤工件坐标零点。
工件坐标系零点在机床坐标系下的坐标。
⑥辅助功能。
自动加工中的M、S、T代码。
⑦当前加工程序行。
当前正在或将要加工的程序段。
⑧当前加工方式、系统运行状态及当前时间。
系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动、增量、回零、急停、复位等之间切换;系统工作状态在“运行正常”和“出错”之间切换;系统时钟显示当前系统时间。
⑨机床坐标、剩余进给。
机床坐标显示刀具当前位置在机床坐标系下的坐标;剩余进给指当前程序段的终点与实际位置之差。
⑩直径/半径编程、公制/英制编程、每分进给/每转进给、快速修调、进给修调、主轴修调。
图1-3 华中世纪星HNC-21T软件操作界面操作界面中最重要的一块是菜单命令条。
系统功能的操作主要通过菜单命令条中的功能键F1~F10来完成。
由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图1-4所示。
当要返回主菜单时,按子菜单下的F10键即可。
图1-4 菜单层次2. 机床控制面板机床手动操作主要由机床控制面板完成,机床控制面板如图1-5所示。
①②按下“手动”按键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴。
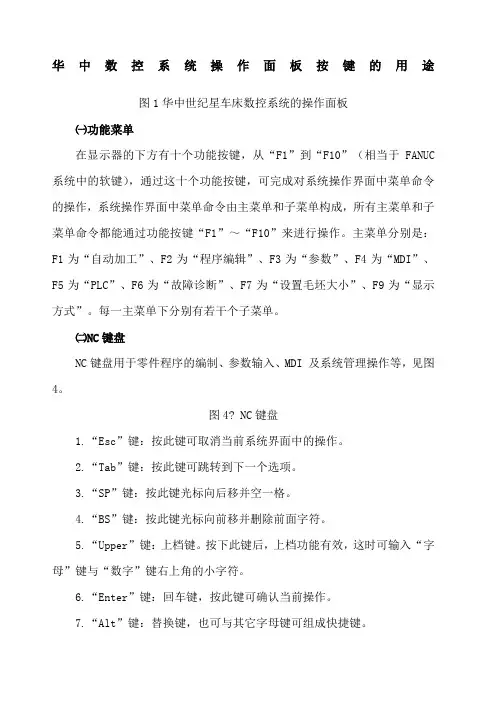
华中数控系统操作面板按键的用途图1华中世纪星车床数控系统的操作面板㈠功能菜单在显示器的下方有十个功能按键,从“F1”到“F10”(相当于FANUC 系统中的软键),通过这十个功能按键,可完成对系统操作界面中菜单命令的操作,系统操作界面中菜单命令由主菜单和子菜单构成,所有主菜单和子菜单命令都能通过功能按键“F1”~“F10”来进行操作。
主菜单分别是:F1为“自动加工”、F2为“程序编辑”、F3为“参数”、F4为“MDI”、F5为“PLC”、F6为“故障诊断”、F7为“设置毛坯大小”、F9为“显示方式”。
每一主菜单下分别有若干个子菜单。
㈡NC键盘NC键盘用于零件程序的编制、参数输入、MDI 及系统管理操作等,见图4。
图4? NC键盘1.“Esc”键:按此键可取消当前系统界面中的操作。
2.“Tab”键:按此键可跳转到下一个选项。
3.“SP”键:按此键光标向后移并空一格。
4.“BS”键:按此键光标向前移并删除前面字符。
5.“Upper”键:上档键。
按下此键后,上档功能有效,这时可输入“字母”键与“数字”键右上角的小字符。
6.“Enter”键:回车键,按此键可确认当前操作。
7.“Alt”键:替换键,也可与其它字母键可组成快捷键。
8.“DEL”键:按此键可删除当前字符。
9.“PgDn”键与“PgUp”键:向后翻页与向前翻页。
10.“▲”键、“▼”键、“?”键与“?”键:按这四个键可使光标上、下、左、右移动。
11.“字母”键、“数字”键和“符号”键:按这些键可输入字母、数字以及其他字符,其中一些字符需要配合“Upper”键才能被输入。
㈢机床控制面板见图5图5 机床控制面板1. 方式选择按键。
方式选择按键的作用是把数控车床的操作方式进行了分类,在每一种操作方式下,只能进行相应的操作。
方式选择按键共有五个,分别是“自动”操作方式、“单段”操作方式、“手动”操作方式、“增量”操作方式和“回零”操作方式。
(1)“自动”操作方式:按此键进入自动运行方式,在自动方式下可进行连续加工工件、模拟校验加工程序、在MDI 模式下运行指令等操作。

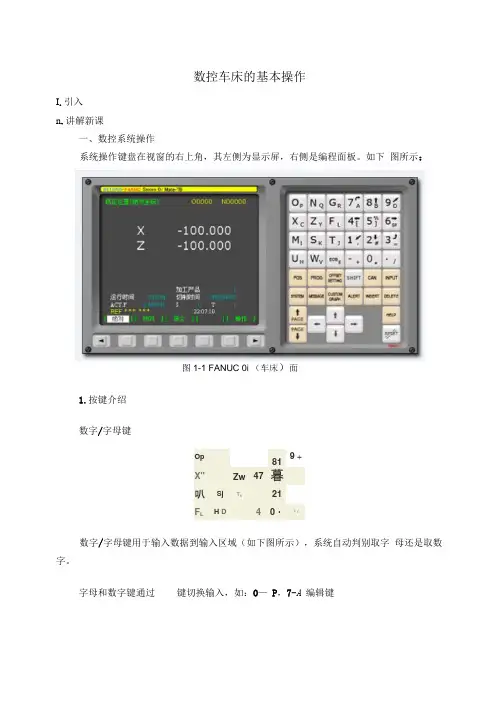
数控车床的基本操作I.引入n.讲解新课一、数控系统操作系统操作键盘在视窗的右上角,其左侧为显示屏,右侧是编程面板。
如下图所示:图1-1 FANUC 0i (车床)面1.按键介绍数字/字母键9十Op81X"Zw47暮叭Sj T K21F L H D40・* i数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
字母和数字键通过键切换输入,如:O—P,7-A 编辑键替换键用输入的数据替换光标所在的数据。
B删除键删除光标所在的数据;或者删除一个程序或者删除全部程序。
插入键把输入区之中的数据插入到当前光标之后的位置。
Q取消键消除输入区内的数据。
謁回车换行键结束一行程序的输入并且换行。
■:厂上档键页面切换键讯乂程序显示与编辑页面。
m位置显示页面。
位置显示有三种方式,用PAGE按钮选择。
臼参数输入页面。
按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。
进入不同的页面以后,用PAGE按钮切换。
系统参数页面诳心信息页面,如“报警”邃聶图形参数设置页面系统帮助页面呼复位键翻页按钮(PAGE二、机床操作面板机床操作面板位于窗口的右下侧,如下图所示 ,主要用于控制机床运行状 态,由模式选择按钮、运行控制开关等多个部分组成,每一部分的详细说明如图1-2 FANUC Oi (车床)面板、数控车床对刀对刀是数控机床加工中极其重要和复杂的工作。
对刀精度的高低将直接影 响到零件的加工精度。
在数控车床车削加工过程中,首先应确定零件的加工原点,以建立准确的 工件坐标系;其次要考虑刀具的不同尺寸对加工的影响, 这些都需要通过对刀 来解决。
二、刀位点刀位点是指程序编制中,用于表示刀具特征的点,也是对刀和加工的基准 点。
对于各类车光标移动(CURSORf 向上移动光标。
I向卜移动光标。
向左移动光标。
向右移动光标。
输入键 把输入区内的数据输入参数页面n«B*DH HJ -D,田向上翻页向下翻页。
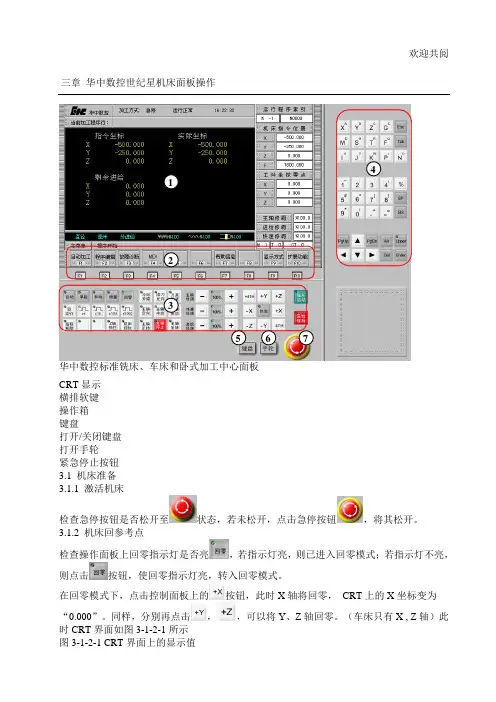
欢迎共阅三章华中数控世纪星机床面板操作41235 6 7华中数控标准铣床、车床和卧式加工中心面板CRT显示横排软键操作箱键盘打开/关闭键盘打开手轮紧急停止按钮3.1 机床准备3.1.1 激活机床检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。
3.1.2 机床回参考点检查操作面板上回零指示灯是否亮,若指示灯亮,则已进入回零模式;若指示灯不亮,则点击按钮,使回零指示灯亮,转入回零模式。
在回零模式下,点击控制面板上的按钮,此时X轴将回零,CRT上的X坐标变为“0.000”。
同样,分别再点击,,可以将Y、Z轴回零。
(车床只有X , Z轴)此时CRT界面如图3-1-2-1所示图3-1-2-1 CRT界面上的显示值3.2 对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
下面分别具体说明铣床及卧式加工中心,车床,立式加工中心对刀的方法。
其中将工件上表面中心点(铣床及加工中心)、工件右端面中心点(车床)设为工件坐标系原点。
将工件上其它点设为工件坐标系原点的对刀方法类似。
3.2.1 铣床及卧式加工中心对刀X,Y轴对刀一般铣床及加工中心在X,Y方向对刀时使用的基准工具包括刚性靠棒和寻边器两种。
点击菜单“机床/基准工具…”,弹出的基准工具对话框中,左边的是刚性靠棒基准工具,右边的是寻边器。
如图3-2-1-1图3-2-1-1刚性靠棒:刚性靠棒采用检查塞尺松紧的方式对刀,具体过程如下(我们采用将零件放置在基准工具的左侧(正面视图)的方式)X轴方向对刀点击操作面板中切换到“手动”方式;借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,利用操作面板上的按钮、、,将机床移动到如下图所示的大致位置。
图3-2-1-2移动到大致位置后,可以采用点动方式移动机床,点击菜单“塞尺检查/1mm”,使操作面板按钮亮起,通过调节操作面板上的倍率,移动靠棒,使得提示信息对话框显示“塞尺检查的结果:合适”,如图3-2-1-3所示。
华中世纪星数控车床的基本操作1、机床主要技术参数介绍型号 CK6143(系统:华中世纪星HNC21/22T 前置刀架)规格φ430X1000Dmax=φ280mm轴类零件:Lmax= 610mm盘类零件: Dmax=φ430mm主轴转速范围:40~500r/min3400~2000r/min最大行程 X:260mmZ:1000主轴孔锥度 MT5#主轴内孔φ80mm刀架立式四工位(25X25)尾座内孔 MT4#2、机床面版介绍⑴、系统屏幕界面如图2-1所示,从右侧依次为DNC接口、LCD显示屏、十个软键为系统功能键切换键、MDI键盘和机床控制面板。
图2-1 系统屏幕界面⑵主要功能键如图2-1所示为十个软键为系统功能键切换键图2-2 十个软键为系统功能键⑶MDI键盘介绍在华中世纪星数控仿真系统里,它控制面板上的MDI 键盘的数据输入和菜单栏的功能选择可以通过鼠标点击面板上的按键,也可以通过电脑键盘上的按键替代控制面板上的按键输入字符。
①常用的编辑键:如图2-3所示Esc 退出键: 用于取消当前操作。
Tab 换档键: 用于对话框的按钮换档。
SP 空格键:用于空格的输入。
BS 删除键:用于删除光标所在位置前面的内容。
DEL删除键:用于删除光标所在位置后面的内容。
PgUp、PgDn翻页键:翻页和图形显示的缩放功能。
Alt 功能键:它是一个组合键,用它与其他的键组合成一些快捷功能。
UP 上档键:用于每个键上方的字符输入。
Enter 回车键:用于确认当前的操作。
地址/数字键用于字母、数字等的输入。
“”“”“”“”:用于光标的移动。
②机床操作面板键如图2-4所示,为操作人员控制机床运行的主要图2-4 为操作人员控制机床运行的主要 1)、机床工作方式选择键:如图2-5所示图2-5 系统工作方式的切换自动:用于程序的自动加工。
单段:用于程序的单段执行。
手动:用于工作台的手动进给。
由“+X”“-X”“+Z”“-Z”来控制进给轴和进给方向。