16391 贴片作业指导书 BOT
- 格式:xlsx
- 大小:1.45 MB
- 文档页数:1

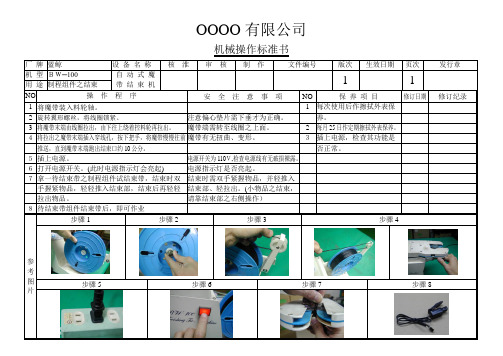
(一)作业前准备事项(二)作业中注意事项(三)作业后完善事项①确认设备输入气压是0.4~0.8MPA①换料时应对照站位表确认并填写记录①清线(整理工作台面保持干净整洁)②确认机器安全门是关闭状态②换料时应轻拿轻放避免损坏Feeder ②退出工作D-TABLE ③确认D-TABLE上的物料与程式站位表相符③作业中禁止于机台上堆放基板,零件③清理抛料盒及用吸尘器清除机台内多余的抛料和杂物④确认机器传输轨道大小与PCB板一致并顺畅④机器运行中禁止将身体任一部位伸入机台内④多余物料卸下并写退料单退回仓库⑤确认真空≥60cmhg⑤异常抛料,贴片不良通知工程师处理⑤交班时倒掉废料箱中废料带,并用吸尘器清理过滤芯操作步骤①检查输入气压:0.4~0.8MPA ②將电源开关扭至"ON"位置③按亮"POWER ON"键开始起动系统④按下显示屏下方的"REST"按键消除报警信息⑤按下显示屏下方的 "START"按键进行原点恢复⑥按F5→F2→F3→F1→ START 进行吸嘴中心检测⑦按F4→F1→小数字键选择正确的程式⑧按照站位表在D-TABLE上挂上正确的物料⑨按"F1"键选择"Auto "﹐再按"START"键开始生产基本操作指令注意事项①开始生产:【AUTO】F1 → 【START】①机器报警信息不清楚不得消除警报,通知工程师处理②生产数量归零:【PROGRAM】F4 →【QTY. CLEAR】F3②当机器吸咀跳掉3个以上通知工程人员处理③吸嘴中心检测:【SET】F5→【MANUAL】F2→【NOZZLE】F3→【CENTER】F1③当心门盖夹伤,紧急情况可按下红色EMERGENCY STOP ④生产数量设定:【PROGRAM】F4 →【QTY. SET】F2 → Prod. Quantity: →【CR】④禁止两人操作同一台机器⑤将供料台退回备料区:【SET】F5 →【POSITION】F5 →【D ESCAPE】F4 →【TABLE 1】F1 (or 【TABLE 2】F2 )⑤机器运转时禁止打开安全门⑥单片报废不置件设定:【PROGRAM】F4→【SKIP】F4→【BLOCK】F1→ Block no. →【CR】 P:表示生产 S: 表示不生产 ⑥操作员需有ESD静电防护⑦手动调整光学辨识点:【AUTO】F1 →【MARK EDITOR】F2 →sequence no.:→【CR】→【START】→按住方向键移到点中心→【SET DATA】F1⑦操作员不得修改机器参数作业流程制作:审核:核准:作业类别:贴片作业工 位:操作员批量生产备料调整试打首件SMT作业指导书发行日期:2013/11/1机器型号:FUJI CP643E 发行编号:DGL/QB/工/010机器厂商:日本富士。


SHENZHEN COSHIP ELECTONICS CO.,LTD.
深圳市同洲电子股份有限公司
作业指导书
编 号: WI-E-01094 版 本:B0
编
制:蒋金新 日 期:2007-7-15
审 核: 日 期:
批 准: 日 期:
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
4.5 芝麻管角度定义:
① PCB板上焊盘丝印有1或3
深圳市同洲电子股份有限公司。

引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
1.0目的:1.1制定焊接作业指导书,以此确定、维持和保证产品的品质。
1.2作为生产焊锡员工指导性培训教材,提升焊锡操作技能,保证焊接工艺品质稳定。
2.0适用范围:本作业指导书适用于公司生产部焊接各类产品用。
3.0职责权限:3.1工程部:负责焊锡技术标准的制订完善,确认焊锡技术标准的实施。
3.2品质部:依焊锡技术标准检查,完成相关焊锡技术检验标准并进行产线监督。
3.3生产部:依焊锡技术标准作业,完成相关焊锡管理、培训,建立培训体系;负责相关设备的管理、维护。
4.0设备和工具:4.1烙铁:锡丝加温。
4.2锡丝:焊接介体。
4.3海绵:清洗烙铁头。
4.4助焊剂:溶解氧化物或污物。
4.5剪刀:修剪锡丝或镀锡芯线。
4.6烙铁温度检测仪:检测烙铁温度。
4.7放大镜:对30AWG以上芯线焊点或PCB IC锡点进行锡点检验。
5.0安全防范:5.1手与烙铁头保持一定距离,作业时需戴手指套,以免手指被烫伤或掐伤芯线。
5.2禁止将易燃/易爆物品靠近烙铁,避免爆炸或燃烧伤人。
5.3在维修机台或更换烙铁尖时需关闭电源,拔出电源插头。
5.4烙铁开启后,手不可以直接接触烙铁,防止烫伤。
5.5烙铁下方须有抽烟管,每次使用时需开启抽风机进行排烟。
员工作业须戴口罩,防止吸入锡烟。
6.0焊锡知识6.1焊接之方式:焊接的方式有:点焊、勾焊、环焊,目前我司较常用的为点焊和环焊。
6.2连接器焊接形状分类:杯口型(如USB2.0 U型脚)、平面型(如PCB 平口焊盘,USB3.0平口焊盘)、引脚型(如 LED 引脚.M12 M8系列产品引脚)、穿孔型(如PCB插孔焊接以及机板端子焊接)。
6.3焊点的形成条件:7.5.1被焊材料应具有良好的可焊性;7.5.2被焊金属材料表面要清洁;7.5.3焊接要有适当的温度;7.5.4锡丝的成分与性能适应焊接要求。
6.4锡丝材质分类:主要有Sn-Cu(铜锡丝)、Sn-Ag(银锡丝)、Sn-Ag-Cu (银铜锡丝)三种最常见合金,公司最常用锡丝为Sn-Cu(0.8MM、1.0MM、1.5MM),以下以Sn-Cu锡丝规格说明:例如﹕Sn99.3,Cu0.7 1.0φ,flux2.0%,RoHS举例说明:Sn 99.3---锡成份99.3%Cu 0.7---铜成份0.7%1.0φ---锡丝直径1.0mmflux2.0%---助焊剂比例2.0%RoHS---锡丝符合环保要求6.5烙铁介绍:烙铁是提供温度的工具,温度的大小和稳定是焊接品质的先决条件,所以选择好烙铁尤其重要,目前市场有多种功率和种类的烙铁,其调节温度的范畴和稳定性各不相同,目前本公司主要使用的烙铁为恒温烙铁和手拿烙铁。
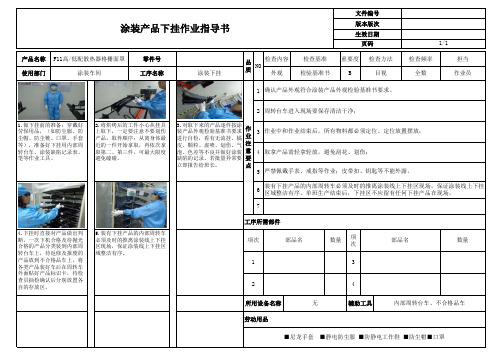
产品型号(料号)通用型工序名称素材检查,上挂使用设备工序号1※ 操作 ※ 使用材 ※ 图示温度:室工件照度:作业手套人员: 校※ 注意/1.上挂时注意根据工件的大※ 作业1.依据相 是否2.将外观符合要求 每个挂 3.要挂稳挂(依照不4.作业人员5.出现异常6.注意不要发行日期版本A03.将外观不良品(如变形,缺料,混料,严重刮伤的先挑选出来,摆放在栈板上,然后请品管确认。
形状间保持距离,避免在冲洗过程中碰撞变形,刮花和掉落。
2.上挂产品要小心﹐防止碰伤﹐刮伤,变形等不良产生。
变更内容首次发行前处理输送带文件编号变更履历东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P产品型号(料号)通用型工序名称预脱脂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件压力:脱脂剂※ 作※ 注意/1.进行操作 脂效果,2.游离碱 PH值 (检测频3.依检测结4.作业时需5.出现异常发行日期版本预脱脂喷淋室文件编号 作 业 指 导 书 S O P变更履历变更内容产品型号(料号)通用型工序名称脱脂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件喷水压脱脂剂※ 作※ 注意/1.进行操作 脂效果,2.游离碱 PH值 (检测频3.依检测结4.作业时需5.出现异常发行日期版本作 业 指 导 书 S O P脱脂喷淋室文件编号变更履历变更内容产品型号(料号)通用型工序名称水洗1使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间: 1-自来水 ※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需 下进4.出现异常发行日期版本水洗喷淋室文件编号变更履历变更内容作 业 指 导 书 S O P产品型号(料号)通用型工序名称水洗2使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间: 1-自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需下进 4.出现异常发行日期版本变更履历变更内容作 业 指 导 书 S O P水洗喷淋室文件编号产品型号(料号)通用型工序名称皮膜使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间:锌系磷化液 ※ 作 ※ 注意/1.确认电 1.进行操作2.开启电工站是否处3.上下来 2.浓度2%4.表面调 3.PH值1-2 带动4.作业时需5.正常皮膜发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P文件编号变更履历变更内容皮膜产品型号(料号)通用型工序名称水洗3使用设备工序号※ 操作条件 ※ 使用材料及工具 ※ 图示温度:室工件时间: 1-自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需 下进 4.出现异常发行日期版本变更履历变更内容文件编号东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P产品型号(料号)通用型工序名称水洗4使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间:自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电 面处理干3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需下进入 4.出现异常发行日期版本文件编号变更履历变更内容作 业 指 导 书 S O P产品型号(料号)通用型工序名称水切干燥使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:挂具/瓦斯链速: ※ 作 ※ 注意/1.作业员 1.上挂时作 要 污.手汗2.依据工 2.上挂时注3.作业员 3.注意工件 挂具 以利于4.挂具靠 4.不得挂长5.上挂后 的工件 入脱5.不得直接6. 出现异发行日期版本燃烧机,烘烤炉文件编号变更内容变更履历作 业 指 导 书 S O P产品型号(料号)通用型工序名称前处理下挂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:挂具链速: ※ 作 ※ 注意/1.作业员 1.上挂时作 要 污.手汗2.依据工 2.上挂时注3.作业员 3.注意工件 挂具 以利于4.挂具靠 4.不得挂长5.上挂后 的工件 入脱5.不得直接6. 出现异发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P文件编号变更履历变更内容产品型号(料号)通用型工序名称贴纸使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:※ 作 ※ 注意/1.依据相 1.贴纸时作 要 以避免产2.依据工2.不可漏3.美工刀不要碰伤或刮4.将贴好 4.注意安 然后再以免弄伤自发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P流水线文件编号变更履历贴完后自检有没有贴示不良的不良产生。
PNO:日期:客戶(Customer) sec/pcs 製表:調查:王建堯 承認:步驟三:使用烙鐵作為修動作。
3.以烙鐵進行修護動作。
4.取放PCBA 需使用雙手並不可碰觸到零件。
泡綿、防靜電手套&環、烙鐵、載具 步驟一:將不良品之PCBA 送至維修站。
王鍾鴻步驟二:維修人員以雙手取放PCBA
李武雄維修取放板(pal) 標準工時Standard time:2.維修人員須做好靜電防護。
友達SMT 標準作業指導書( Standard Operator Process )工程、品管重點規範及注意事項:<attention>
1.將不良待維修之PCBA 放置於泡棉上。
版本別 Rev:02頁數Page:1A015AN02 (COF)機種 Model 板邊至於載具上。
步驟四:將修護OK 之PCBA 放置於泡棉。
需求治工具(Tools and Fixtures)
站別 Operation Name:。
CSC-163T微机线路保护全部检验作业指导书
1 保护装置外观及接线检验
2保护装置电源检验
2.1 逆变电源自启动性能检验(保护装置仅插入逆变电源插件)
2.2 逆变电源输出电压及稳定性检测
在保护装置背板左上角测试端口和端子排上对应端子测试
3 通电初步检查
4 软件版本号及CRC校验码检验
5 定值整定功能检查
6 开关量输入回路检验
6.1 开入自动检测
将时钟设为“7:59:55”,等待约一分钟后,装置正常,没有开入错的告警。
检查结果:
6.2 CPU插件开关量输入回路检验:(用+24V点各开入端子,应显示“合”,断开显示“分”)
7 模数变换系统测量精确度检验
7.1 零漂检验:
7.2 模拟量输入的幅值特性检验:
7.3 模拟量输入的相位特性检验:
8.1操作回路测试接线说明
8.2 试验步骤及结果
分为保持型电压切换插件和非保持型电压切换插件。
根据保护装置配置进行试验。
X1-5“KM-”接于-220V/-110V电源端子,用+220V/+110V分别接入以下开入。
9.1 保持型电压切换说明
9.2 保持型电压切换测试
9.(1)非保持型电压切换插件说明
9.(2)非保持型电压切换测试
10 光纤通道检查10.1 设置试验差动定值
10.2 光纤通道检查
10.3 光发送功率测量
11 保护定值及整组试验
注:保护装置动作行为正确(√);动作行为不正确(╳)
13 传动断路器试验
14 通道联调试验
15 直流电源拉合试验
16 装置定值及开关量确认
16.2开关量检查
17 带负荷测试
18 装置检验小结。