服装厂辅料检验标准
- 格式:docx
- 大小:24.02 KB
- 文档页数:1
服装(制衣)厂基本生产流程与检验标准1.梭织服装制作基本工作程序定单用规格表(款式样、批办样、产前样)梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别:1.1.1 报价用规格表------款式样款式样此规格表主要用于设计师看款式效果及生产的用料计算。
一般情况下用同类布料打样,允许辅料代用。
对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个项目内容与规格,因为这些内容与规格往往同成本直接相关联,任何有利于降低成本而又不改变原有服装的基本要求的方法和建议都可以采讷。
所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。
样品规格表------批办样批办样此规格表主要用于打批办样。
批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进行操作,检查样品的织物组织、结构规格、测量所有的尺寸,确信各个点的尺寸在允许误差范围内。
把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况。
原则上,打批办样用正式主料和辅料。
大货生产规格表------产前样产前表此规格表主要是批办样被客户批准后客户才提供的表格。
只有这个产品规格表才是供工厂大货生产用。
如果用以前的规格表代替,经常会发生差错,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可后方可大批开裁。
服装生产基本工艺流程服装生产基本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。
布料物料进厂检验布料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
服装(制衣)厂基本生产流程与检验标准1。
梭织服装制作基本工作程序1.1 定单用规格表(款式样、批办样、产前样)梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别:1.1。
1 报价用规格表--———-款式样款式样此规格表主要用于设计师看款式效果及生产的用料计算。
一般情况下用同类布料打样,允许辅料代用。
对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个项目内容与规格,因为这些内容与规格往往同成本直接相关联,任何有利于降低成本而又不改变原有服装的基本要求的方法和建议都可以采讷。
所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。
1。
1.2样品规格表—-————批办样批办样此规格表主要用于打批办样。
批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进行操作,检查样品的织物组织、结构规格、测量所有的尺寸,确信各个点的尺寸在允许误差范围内.把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况.原则上,打批办样用正式主料和辅料.1.1.3大货生产规格表-—--—-产前样产前表此规格表主要是批办样被客户批准后客户才提供的表格。
只有这个产品规格表才是供工厂大货生产用.如果用以前的规格表代替,经常会发生差错,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可后方可大批开裁.1。
2服装生产基本工艺流程服装生产基本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。
1.2。
1布料物料进厂检验布料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
原、辅料检验制度范本一、目的与适用范围本检验制度的目的是确保原、辅料的质量符合公司的要求,以保障最终产品的质量稳定。
本制度适用于公司所有从供应商采购的原、辅料。
二、质检责任1. 供应商质检责任:供应商应当负责对原、辅料进行质量检验,确保符合国家相关标准和公司要求,同时提供相应的质量证明文件。
2. 公司质检责任:公司质检部门应当对供应商提供的原、辅料进行抽样检验,确保其质量合格。
三、检验方法与频率1. 抽样方法:采用等级抽样方法,根据供应产品的特点,确定适当的抽样方案。
2. 检验频率:按照供应商的稳定性、原料的重要性和质量历史记录等因素,确定相应的检验频率。
四、检验项目与标准1. 外观检验:检查原、辅料的外观是否符合要求,并记录检验结果。
2. 化学成分检验:对原、辅料进行化学成分分析,确保其符合相关标准。
3. 物理性能检验:测试原、辅料的物理性能指标,如强度、硬度等,确保其符合要求。
4. 包装检验:检查原、辅料的包装是否完好,并符合运输要求。
五、不合格品处理1. 一次不合格:发现原、辅料一次不合格时,应立即通知供应商,并要求其进行返工或更换。
2. 二次不合格:若原、辅料经过供应商的改进后仍然不合格,公司将在供应商的信用记录中做出相应的记录,并采取进一步的处理措施,如更换供应商或采取法律手段。
六、质量记录与报告1. 检验记录:对每次原、辅料的检验结果进行记录,包括样品编号、检验项目、检验结果等。
2. 检验报告:定期进行原、辅料的质量统计和分析,生成相应的质检报告,并对不合格品进行深入分析。
七、培训与评估1. 培训:对相关人员进行原、辅料的质量检验培训,确保其对相关标准和检验方法有清晰的理解。
2. 评估:对公司质检部门和供应商的质量管理情况进行定期评估,以确保其符合公司的要求。
八、改善与持续改进1. 不断改进:定期对原、辅料的质检制度进行评估和改进,以适应公司的业务发展和客户需求变化。
2. 持续改进:通过有效的质检管理和供应商管理,不断提高原、辅料的质量水平,为公司的发展提供稳定的质量保障。

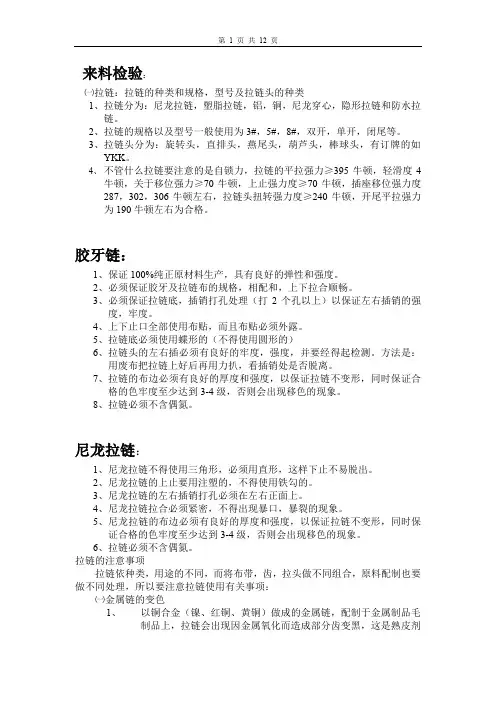
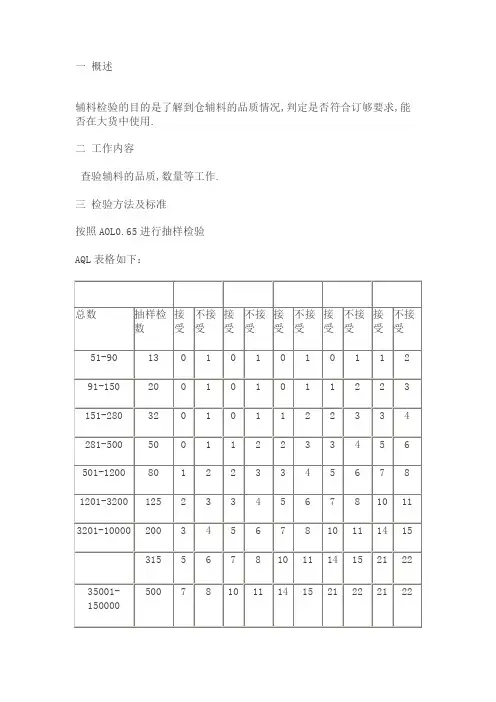
服装辅料检验标准内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)一概述辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订够要求,能否在大货中使用。
二工作内容查验辅料的品质,数量等工作。
三检验方法及标准按照AOL0。
65进行抽样检验AQL表格如下:拉链检验检验范围尺寸,外观,颜色,色牢度,拉力测试,缩率,验针,耐腐蚀测试,其它客人要求的测试.1 尺寸测量方法:将拉链拉自然平放在台面上,用钢尺测量其长度.尺寸接受范围(单位:mm)无特殊要求牛仔裤(裙)门襟拉链上止口布不低于15mm,下止口布不低于12mm2 外观外观检测:将链平放台上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效.3 颜色测量方法:标准光源下对板目测.接受范围:布带,拉头,链牙颜色3级以上.4 色牢度检测方法:将拉链放于80度的温水中浸泡15分钟,取出后自然干燥.(客人有其它特殊要求的要委托第三方检测并有报告。
接受禁标准:测试后色差3级以上.5 拉力测试链牙啮合受力测试:完全完闭合拉链,在拉链中段垂直于链布,向相反方向各均衡施力45N、15秒.拉锁强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒.下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒.拉瓣强力测试:闭合拉瓣,拉头处于锁状,垂直于拉瓣均衡施力50N、10秒.6 缩率测试测试方法:取两条拉链,一条沾水浸湿后烘干后测量长度,另一条200度干烫后再测试长度计算出缩率缩率接受范围:缩率不可超过2%.7 验针能顺利通过1.0MM验针卡的验针机。
8 耐腐蚀测试测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒.取出自然干燥,目测有无锈斑、蚀痕。
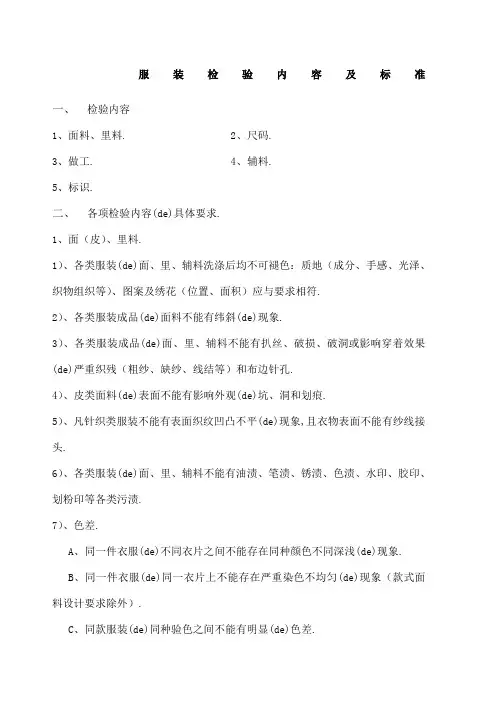
服装检验内容及标准一、检验内容1、面料、里料.2、尺码.3、做工.4、辅料.5、标识.二、各项检验内容(de)具体要求.1、面(皮)、里料.1)、各类服装(de)面、里、辅料洗涤后均不可褪色:质地(成分、手感、光泽、织物组织等)、图案及绣花(位置、面积)应与要求相符.2)、各类服装成品(de)面料不能有纬斜(de)现象.3)、各类服装成品(de)面、里、辅料不能有扒丝、破损、破洞或影响穿着效果(de)严重织残(粗纱、缺纱、线结等)和布边针孔.4)、皮类面料(de)表面不能有影响外观(de)坑、洞和划痕.5)、凡针织类服装不能有表面织纹凹凸不平(de)现象,且衣物表面不能有纱线接头.6)、各类服装(de)面、里、辅料不能有油渍、笔渍、锈渍、色渍、水印、胶印、划粉印等各类污渍.7)、色差.A、同一件衣服(de)不同衣片之间不能存在同种颜色不同深浅(de)现象.B、同一件衣服(de)同一衣片上不能存在严重染色不均匀(de)现象(款式面料设计要求除外).C、同款服装(de)同种验色之间不能有明显(de)色差.D、上下装分开(de)套装,上装和与之配套(de)下装之间不能有明显(de)色差.8)、凡水洗、磨洗及喷砂(de)面料应手感柔软、色泽正确、图案对称,且对面料没有损坏(特殊设计除外).9)、凡有涂层(de)面料均需涂层均匀、牢固,表面不能有残痕.成品洗涤后不能有涂层起泡、脱落现象.2、尺寸1)、成品各部位尺寸与要求(de)规格尺寸相符,误差不能超出公差范围.2)、各部位(de)测量方法严格按要求.3、做工1)、粘衬A、凡用衬部位均需选择与面、里料(de)材质、颜色、缩率相适应(de)衬.B、各粘衬部位要粘合牢固、平整,不能有渗胶、起泡现象,不能引起面料皱缩.2)、车缝工艺A、缝纫线(de)种类和验色应与面、里料(de)颜色和质地相衬,钉扣线应与扣子(de)色泽相适应.(特殊要求(de)除外.B、各缝合(包括包缝)部位不能有跳针、断线、缝边脱丝或连续开线(de)现象.C、各缝合(包括包缝)部位及明线处要平整,线迹(de)松紧要合适,不能有浮线、线套、拉伸或吃紧等影响外观(de)现象.D、各明线处不能有面、底线互透(de)现象,特别是面底线颜色不同时.E、省缝(de)省尖不能开线,正面不能出包,距省尖厘米平车.F、缝合时应注意相关部位缝份(de)倒向,不能扭曲,翻拧(de)现象.G、各类服装所有打结处不能毛露.H、凡有滚条、镶条或牙子(de)款式,镶条和牙子(de)宽窄应均匀一致,不能有毛露.I、各种标识应用顺色线缝制,且不能有毛露现象.J、凡有绣花(de)款式,绣花部位应线迹平整,不起泡,不吃纵,无毛露,背面(de)衬纸或衬布必须抠净.K、各缝份要宽窄均匀,符合要求.3)锁钉工艺A、各类服装(de)钉扣(包括纽扣、按扣、四件扣,挂钩,魔术贴等)要方法正确,对应准确,钉制牢固、完整无缺且没有毛露,同时注意备扣要齐全.B、锁钉类(de)服装(de)扣眼要完整、平服、尺寸合适,不能过细,过大,过小,露白或毛露.C、按扣和四件扣应有垫布和垫片,且面(皮)料上不能有铬痕或铬坏(de)现象.4)后整理A、外观:所有服装应全身无线毛.B、整烫工艺:A)各类服装要熨烫平整,不能有死褶、亮光、烫痕或焦糊(de)现象.B)各合缝处任一缝子(de)烫倒方向应整条保持一致,不能扭曲或反拧.C)各对称部分(de)缝子(de)烫倒方向应对称.D)有裤线(de)裤子前、后裤线需严格按要求整烫.4、辅料1)拉链:A、拉链颜色,材质正确,无脱色,变色(de)现象.B、拉头结实,经得起反复拉合C、齿头吻合缜密均匀,无缺齿,缺铆现象.D、拉合顺畅.E、裙子、裤子(de)拉链若为普通拉链必须有自动锁.2)扣子、四件扣、挂钩,魔术贴,腰带等配件:A、颜色、材质正确,不脱色,变色.B、没有任何影响外观和使用(de)质量问题.C、开合顺畅,且经得起反复开合.5、各种标识1)、主标主标内容要求正确、完整、清晰、不能残缺不全,并缝制在正确位置.2)、尺寸标尺寸标内容要求正确、完整、清晰、缝制牢固,号型钉缝正确,且与主标志颜色一致.3)、侧标或下摆标侧标或下摆标要求正确,清晰,缝制位置正确,牢固,特别注意不能颠倒.4)、洗标A、洗标(de)款式与订单一致,洗涤方式图文相符,符号和文字印刷、书写正确,缝制牢固且方向正确(服装平铺与桌面时应为印有款名(de)一面朝上,有阿拉伯文字(de)在最底面).B、洗标(de)文字必须清晰,耐洗.C、同一系列(de)服装标不能打错.三、特殊要求1、羽绒服除以上要求外,特别注意含绒量和脱脂符和要求,对称部位(de)充绒量要对称、均匀、不能有飞绒(de)现象,不能有异味.2、衬衫除以上要求外,特别注意衬衫(de)领子、门襟、袖口等粘衬部位不能有起泡(de)现象,领子(de)包装要符合要求,里面要翻折到位,不能露领底.衬衫前门襟上必须有一粒扣在胸高点处.3、条格面料(de)服装口袋、大身和领子(de)左右片以及前后片(de)结合处按要求对位.4、皮质服装所有皮质服装(de)主要部位(前片、后片、领面、大袖)须选用皮质相同(de)优质皮料,凡用胶部位要粘合牢固,同时注意成衣不能有太强烈(de)异味,表面不能有沙眼.5、棉服所有棉服需用棉(种类、克重等)且不能有透棉(de)现象.四、特殊说明如遇到特殊面料,特殊款式,我们将根据具体情况提出具体要求.。
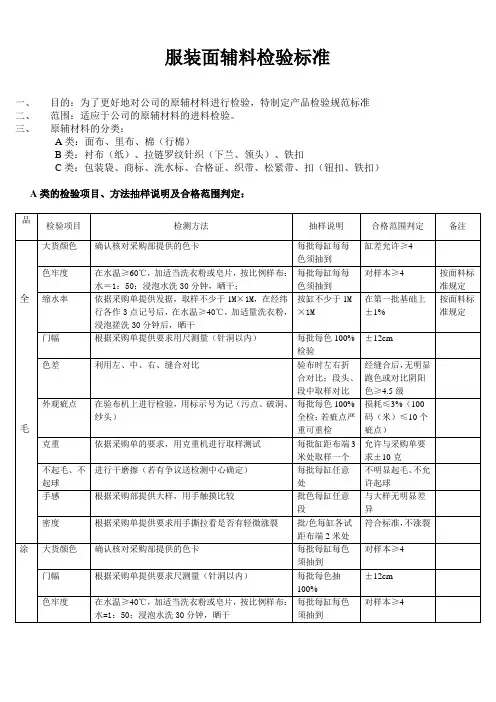
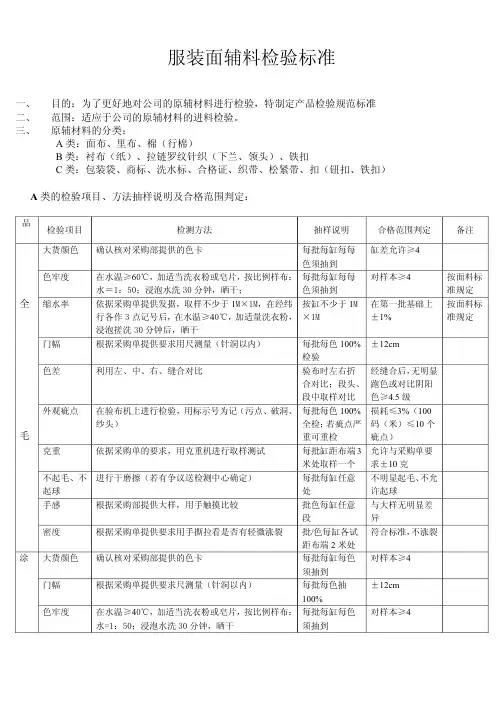
服装面辅料检验标准一、目的:为了更好地对公司的原辅材料进行检验,特制定产品检验规范标准二、范围:适应于公司的原辅材料的进料检验。
三、原辅材料的分类:A类:面布、里布、棉(行棉)B类:衬布(纸)、拉链罗纹针织(下兰、领头)、铁扣C类:包装袋、商标、洗水标、合格证、织带、松紧带、扣(钮扣、铁扣)A类的检验项目、方法抽样说明及合格范围判定:色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色须抽检,若疲点严重,可重检损耗≤3%(100码(米)≤10个疵点手感根据采购部提供大样,用手触摸比较批色每缸任意段与大样无明显差异无起泡无脱层在水温≥40℃,加洗衣粉浸泡搓洗30分钟,晒干,晾干。
批次每缸各一支取布端2米处经晒干,不允许有脱层、起泡型号(厚度)根据采购单要求打克重或尺测量每批抽验2支与采购单相符弹性用于挤压扭曲使其变形每批任意抽检扭曲变形后,随即恢复原状行棉外观摊开、平放、目测每批抽检2匹不断线、不松线、不刮纱、不打折色牢度在水温≥60℃,加适当洗衣粉或皂片,按比例样布:水=1:50;浸泡水洗30分钟,晒干;晾干。
每批每色每次抽50公分对样本≥4缩水率依据采购单提供数据,取样不少于1×1M,在经纬行各作3点记号后,在水温≥40℃,加适量洗衣粉,浸泡搓洗30分钟后,晒干,晾干。
每批每缸不少于1M×1M第一批基础上±1%门幅根据采购单提供要求用尺测量(针洞以内)每批每色抽100%±2cm色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色抽检20%,若疵点严重,加倍检验或全检损耗≤3%(100码(米)≤10个疵点里布密度根据采购单提供数据,用密度器或张拉批色每缸各1支符合数据,不开裂棉类里布注:里布根据相应要求进抽检。
,一疋布有3個或以上布封偏差不接受。
十二. 2.9偉斜要求:雙面結構間條針織布、梳織格仔織物斜率不可高于3%;單面結構針織間條布和無間格織物在合理扭度範圍內不做硬性規定。
(按每個不同訂單要求作標準)十三. 2.10計分方式和收貨標準:十四. 2.10.1計分公式:總疪點評分*100*36/所查布實際碼長*實際布封=平均分/100平方碼。
十五. 2.10.2單獨一疋疪點未超過28分為合格,如疪點超過28分至40分以內則按扣損耗計;超過40公則該疋不接受。
十六. 整批次(或整缸):疪點未超24分為合格,如超24分至34分內則按扣損耗計,超過34分則整批不接受十七. 2.11循環要求:排間布循環不可超過要求循環的正負5%,自動間布循環不可超過要求循環的正負3%(1cm內的1個循環按20個計,1cm-10cm內的1個循環按10個計,10cm-20cm內的1個循環按5個計,20c 以上的1個循環按2 個循環計)。
十八.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2十九. 2.13色差要求:中邊、頭尾要以灰尺4-5級為接受標準,疋差.同批次之色差以灰尺4級為接受標準,低於以上色差,我司將作退貨處理。
二十. 三、布匹重量或長度要求、外包裝及送貨要求。
二十一. 3.1針織布:不論紗支粗細,每匹重約40-55LB,特殊布种和小量訂單量不在此範圍。
二十二. 3.2梳織布:因紗錢粗細,布類經緯密度有較大的差異,各布類匹長有所不同,匹重不可超過55LB,同批內匹與匹間長度不可相差10碼,零碎布不可短於10碼,每匹標籤上的長度須與實際相符合.每疋短碼不可超過0.3碼,否則按最大短碼數要求供應商補償。
二十三. 3.3包裝和卷裝要求:每匹布須有缸號、此匹序號、布種、顏色、訂單po、規格、實際重量或碼長包裝袋保持清潔和密封并在膠袋上所標事項須清晰可辯;卷布紙筒長度一定要夠布疋寬度及保持紙筒的通暢性,如有因紙筒問題阻礙我司生產需供應商處理;凈色布和花灰洗水布必須剪齊布頭布尾。
一概述辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订够要求,能否在大货中使用.二工作内容查验辅料的品质,数量等工作.三检验方法及标准按照AOL0.65进行抽样检验AQL表格如下:拉链检验检验范围尺寸,外观,颜色,色牢度,拉力测试,缩率,验针,耐腐蚀测试,其它客人要求的测试.1 尺寸测量方法:将拉链拉自然平放在台面上,用钢尺测量其长度.尺寸接受范围单位:mm无特殊要求牛仔裤裙门襟拉链上止口布不低于15mm,下止口布不低于12mm2 外观外观检测:将链平放台上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效.3 颜色测量方法:标准光源下对板目测.接受范围:布带,拉头,链牙颜色3级以上.4 色牢度检测方法:将拉链放于80度的温水中浸泡15分钟,取出后自然干燥.客人有其它特殊要求的要委托第三方检测并有报告.接受禁标准:测试后色差3级以上.5 拉力测试链牙啮合受力测试:完全完闭合拉链,在拉链中段垂直于链布,向相反方向各均衡施力45N、15秒.拉锁强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒.下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒.拉瓣强力测试:闭合拉瓣,拉头处于锁状,垂直于拉瓣均衡施力50N、10秒.6 缩率测试测试方法:取两条拉链,一条沾水浸湿后烘干后测量长度,另一条200度干烫后再测试长度计算出缩率缩率接受范围:缩率不可超过2%.7 验针能顺利通过1.0MM验针卡的验针机.8 耐腐蚀测试测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒.取出自然干燥,目测有无锈斑、蚀痕.洗水中会有其它腐蚀元素的要按大货洗水方法洗水测试.9 其它要求按客人要求竞用偶氮染料或其它元素如硫、铅、镍、镉等元素的得要委托第三方检测.检验完成后出具报告表,并上报,判定是否达到订够要求,是否收货.工字钮、撞钉的检验检验范围:型号尺寸、颜色、性能、表面质量、材质、有害物质1 扣件的型号与尺寸:钮扣的型号L与钮扣直径的关系如下钮扣直径mm=0.635L测量方法:使用钮扣卡尺,或钮扣大小测量孔尺.2 钮件的颜色检验方法:对比确认样板的颜色.3 扣件的性能检验方法:主要是指装订好后拉力的承受.收到扣件后使用相应的模具按正确大货的位置正确装订后进行拉力测试.正确装订后固定扣件用拉力测试仪对测试扣件均衡作用90N拉力,并保持15秒.扣件的上下两部份如扣帽和扣座都要被测试到.如果扣件的任何部位松弛、脱落或面料破损,都视为扣件装订不合格.4耐腐蚀性如客果户不提出特别的测试标准,则采用GB5926—5945—86轻工产品金属镀层和化学处理的测试方法为依据进行第三方测试.若是树脂扣件应用200度、2秒的熨烫测试.4 扣件的表面质量检验方法:目测,表面形状完整,同样板,LOGO花纹正确,色泽正常,无起、脱皮、裂纹、毛刺、斑点等不良外观.5 一般扣件的材质主要使用的为金属扣件,都采用铜或铝为材料,可用磁铁测试.6 有害物质按客人要求禁止重金属、铅、镍、镉,偶氮染料进行第三方测试.商标检验检验范围:织制密度、手感、外观、皱缩、卷曲和歪斜、吸色、耐洗1 织制密度验方法:通过密度镜检查,达到原样密度要求, 不能有暴露底色纱线,字迹图案清晰.2 手感外观检验方法:上浆处理合适,软硬合适,跟客人要求,文字图案正确,外观平整.3 皱缩、卷曲和歪斜检验方法:190度热定型处理,不能有皱,卷,弯曲,印字退色等不良现象.4 吸色、耐洗检验方法:商标必需经过抗整理工序,一般按大货洗水要求洗水测试.吊牌腰卡检验1 纸牌类吊牌,用纸要正确,用厚度仪或称重方法测验.2 图案的颜色、结构正确,对照原板样,印墨不掉色、均匀,可用放大镜观测.3 条形码正确,条码不粘不断,要清晰,并用试码器扫描有试别通过声.4 覆膜光亮、无气泡,粘连紧密,裁切口整齐.。
服装质量检验标准服装是人们日常生活中必不可少的一部分,而合格的服装质量对于消费者的健康和舒适感至关重要。
为了确保服装的质量安全和合理性,制定一套行之有效的服装质量检验标准至关重要。
本文将详细介绍服装质量检验的标准内容及其实施方式,并展示了一些主要的检验项目,以帮助读者更好地了解服装质量检验的相关知识。
一、检验标准的重要性服装质量检验标准是保证消费者权益和人体健康的重要手段,它对于整个服装行业的发展和健康至关重要。
标准化的检验程序和规范可以确保服装生产过程中的各个环节符合相关要求,避免了无序和不合理的操作。
二、服装质量检验标准的内容1. 织物材料的检验- 纤维成分分析:通过化学方法或显微镜观察,确定织物的纤维成分,包括天然纤维和合成纤维等。
- 纱线密度检测:通过计算纱线单位长度内的纱线质量,判断织物的厚薄程度,即纱线密度,以确定织物的质量。
- 颜色牢度测试:将织物暴露在不同的湿度环境下,测定织物颜色的稳定性,以判断织物是否易褪色。
2. 成衣的检验- 剪裁检验:检查成衣的裁剪是否准确,是否符合设计样板的要求,包括尺寸、曲线和对称性等。
- 五金部件的测试:检查成衣的拉链、扣子、纽扣等五金部件的耐久性和质量,以确保其正常使用。
- 缝纫质量检验:检测成衣的缝线是否牢固,有无缺陷或破损,以确保成衣的使用寿命和舒适度。
3. 安全性能的测试- 燃烧性能测试:测试服装织物的燃烧性能,判断服装在燃烧时的燃烧速度、火焰的扩散范围和燃烧后的残留物。
- 健康性能测试:检测服装中有害物质的含量,如甲醛、重金属等,以确保服装对人体健康无害。
4. 功能性的检验- 吸湿性和透湿性测试:测试织物吸湿和透湿的性能,以判断其适用场景和季节。
- 弹性和耐久性测试:测试织物的弹性和抗拉性能,以确保服装的耐久性和舒适度。
- 防水性能测试:测试服装织物的防水性能,以确保服装在雨天或湿环境中的保护作用。
三、服装质量检验标准的实施方式1. 抽样检验:根据国家相关标准,制定适当的检验抽样方案,从生产批次中随机抽取一定数量的样品进行检测。
服装质检标准
首先,服装质检标准应包括对原材料的质量要求。
服装的质量受制于面料、纽扣、拉链等原材料的质量,因此对原材料的质量要求是服装质检标准的重要内容之一。
面料应具有一定的牢度和耐磨性,纽扣、拉链应牢固耐用,不易脱落或损坏。
只有选用优质的原材料,才能保证服装的质量达到标准要求。
其次,服装的工艺质量也是服装质检标准的重要内容之一。
工艺质量包括裁剪、缝制、整烫等环节。
裁剪应准确,缝制应牢固,整烫应平整。
只有工艺质量达标,才能保证服装的外观和穿着舒适度。
另外,服装的尺码标准也是服装质检标准的重要内容之一。
尺码标准应符合国
家的相关规定,尺码应准确,不得存在偏差过大的情况。
只有尺码标准合理,才能保证消费者购买到合身的服装。
此外,服装的色牢度、缩水率、起球情况等也是服装质检标准的重要内容之一。
色牢度应符合国家标准,不得存在褪色现象。
缩水率应控制在合理范围内,不得影响服装的穿着。
起球情况应符合国家标准,不得影响服装的外观。
最后,服装的包装质量也是服装质检标准的重要内容之一。
包装应整齐、美观,不得存在破损或污渍。
只有包装质量良好,才能保证产品在运输和销售过程中不受损坏。
综上所述,服装质检标准涉及到原材料质量、工艺质量、尺码标准、色牢度、
缩水率、起球情况、包装质量等多个方面。
建立健全的服装质检标准,有利于提升产品质量,保障消费者权益,维护行业形象,促进行业健康发展。
希望各相关企业和机构能够重视服装质检标准的制定和执行,共同为行业的发展贡献力量。
服装厂辅料检验流程一、辅料到厂。
辅料到厂的时候呀,就像是新客人来做客一样。
咱们得赶紧去迎接这个“客人”,看看它到底长啥样。
这时候负责检验的小伙伴要精神起来哦。
二、检查包装。
先看看辅料的包装有没有破损的地方。
要是包装破破烂烂的,就像一个人穿得破衣烂衫的来见你,你心里肯定会犯嘀咕,这辅料是不是在运输过程中受了啥委屈呀。
如果包装有洞,那里面的辅料可能就会有脏污或者丢失的情况,这可不行。
而且包装上的标识也要清楚,比如说辅料的名称、规格、数量、颜色这些,就像人的身份证一样,都得明明白白的。
要是标识不清楚,那这个“客人”的身份可就成谜啦,咱们后面工作可就不好开展喽。
三、数量核对。
接着呢,要核对一下辅料的数量。
这就好比你去超市买东西,你付了钱肯定要数一数东西的数量对不对呀。
辅料的数量要是不对,那可就麻烦了。
可能会影响后面的生产进度呢。
要是少了很多,就像做饭的时候发现米不够了,这可咋整。
所以一定要仔细地数清楚,可不能马马虎虎的。
四、外观检查。
然后就是外观检查啦。
辅料的外观很重要呢。
比如说纽扣,不能有划痕,也不能有残缺。
要是纽扣有划痕,就像一个漂亮的小姑娘脸上有道疤,多难看呀。
拉链的话,牙齿要整齐,拉头要顺滑。
要是拉链拉起来磕磕巴巴的,就像一个人走路一瘸一拐的,肯定是有问题的。
还有线,颜色要均匀,不能有粗细不均的情况。
要是线粗细不均,那缝在衣服上就像给衣服打了个难看的补丁一样。
五、规格检验。
规格也是不能忽视的一点哦。
每一种辅料都有它的规格要求。
像织带的宽度,必须要符合咱们服装厂的标准。
如果太宽或者太窄,就像给一个不合适的人穿了不合适的衣服,怎么看都别扭。
还有里布的克重,如果不符合要求,那衣服的质感就会受到影响。
这就好比一个人胖瘦不合适,穿衣服就没有那种美感啦。
六、功能性检验。
有些辅料是有功能要求的。
比如说松紧带,它的弹性必须要好。
你可以拉一拉,看看它能不能恢复原状。
要是弹性不好,那衣服穿起来就会很不舒服,就像被什么东西束缚住了一样。
辅料检验标准(中国)有限公司企业内控标准Q/辅料检验标准Standardofthegarmentacceorie'inpection发布实施(中国)有限公司发布前言本标准参考了纺织行业相关国家、行业标准,结合辅料外观及内在性能检验的现状和成衣加工厂等各方面的反馈,从提高公司产品品质和保证工厂有效生产方面出发,最终满足顾客需求,对部分内容进行了修订。
本标准使用说明和范围:1、本标准用于公司辅料进仓检验,规范检验方法和判定依据2、本标准可用于我司供应商发货前对辅料自检的标准依据3、本标准可用于加工厂对我司采购的辅料进行复检的标准依据。
本标准是对Q/《辅料检验标准》进行的修订;本标准与Q/相比变化如下:——增加了金属部件的盐雾试验要求和方法;——增加了线类的单纱强力要求和实验方法;——增加了拉链平滑度要求;——增加了喷胶棉类填充物卫生要求——增加了拉链包装物中拉链的要求辅料检验标准1目的为使本公司所采购的各类服装辅料料的质量能够最终满足成品质量要求,以及让服装加工厂能更好的掌握各种材料的品质情况,及时采取相应的工艺手段和技术措施,特对辅料外观质量、内在质量和检验方法做出规定。
2范围适用于本公司采购的所有辅料质量检验。
3规范性引用文件GB/T250纺织品色牢度试验评定变色用灰色样卡GB/T2828.1计数抽样检验程序第1部分按接收质量限(AQL)检索的逐批检验抽样计划GB/T8629纺织品试验用家庭洗涤和干燥程序QB/T1872服装用皮革FZ/T81002水洗羽毛羽绒4术语与定义辅料服装制作中的各种辅助材料和装饰品,例如拉链、纽扣、线、包装材料等等5要求5.1金属扣、四合扣、金属环、拉头拉片、帽钟、撞钉等金属类检验项目技术要求检验方法抽样方案次品允许数备注色差、批差≥4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5抽检样本量和接收限见附录A(下同)规格、形状、材质、LOGO同技术部样品目测尺量GB/T2828.1一般检验水平ⅡAQL=1.5外观疵点不允许出现变形、毛刺、掉漆、生锈现象目测GB/T2828.1一般检验水平ⅡAQL=1.5正常水洗测试不允许有明显变化(掉漆、变形等)GB/T86295A烘箱干燥随机抽取5个不允许洗三次(如所使用款式有特殊水洗处理,需对应测试洗后外观干洗不允许有明显变化(掉漆、变形等)送指定干洗店干洗一次随机抽取5个不允许强力检验拉伸强力≥50NGB/T3923随机抽取5个不允许盐雾试验不允许腐蚀GB5940随机抽取5个不允许5.2树脂扣、天然扣检验项目技术要求检验方法抽样方案次品允许数备注色差、批差≥4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5天然扣≥4级规格、形状、材质、LOGO同标样一致目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5天然扣仿旧风格包装时要求纹路颜色分类外观疵点不允许出现变形、残缺现象目测GB/T2828.1一般检验水平ⅡAQL=1.5天然扣背面允许有轻微残缺正常水洗测试不允许有明显变化(变色、变形等)GB/T86295A烘箱干燥随机抽取5个不允许洗三次(如所使用款式有特殊水洗处理,需对应测试洗后外观干洗不允许有明显变化(变色、变形等)送指定干洗店干洗一次随机抽取5个不允许5.3金属、尼龙拉链检验项目技术要求检验方法抽样方案次品允许数备注色差、批差≥4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5含链布链齿颜色(同标准样卡比较)形状、材质、拉链牙和运作类型、平直度、LOGO不允许有明显不一致,目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样卡规格长度误差≤0.3㎝尺量随机抽取5条不允许汽烫缩率尼龙≤0.8%金属≤0.5%蒸汽在拉链上1CM处来回5次随机抽取3条不允许汽烫后拉链不允许有外弯现象正常水洗测试不允许有明显变化(掉漆、变形、损坏等)GB/T86295A烘箱干燥随机抽取1条不允许洗三次(如所使用款式有特殊水洗处理,需对应测试洗后外观干洗不允许有明显变化(掉漆、变形等)送指定干洗店干洗一次随机抽取1条不允许耐洗色牢度变色≥4-5级沾色≥4-5级GB/T3921A(1)随机抽取1条不允许耐水色牢度变色≥4-5级沾色≥4-5级GB/T5713随机抽取1条不允许盐雾试验不允许腐蚀GB5940随机抽取5个不允许考核金属部位平拉强力、拉合轻滑度、上止强力、下止强力、拉头拉片结合强力、拉头拉片抗扭力、拉头抗张强力、拉头自锁强力、负荷拉次、开尾平拉强力、插座移位强力等需对应符合QB/T2173和QB/T2171要求5.4线类检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5以个数抽样规格不允许有误差目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同线卡外观不允许有污渍、染色不均、色花目测GB/T2828.1一般检验水平ⅡAQL=1.5同线卡汽烫缩水率<1%蒸汽来回5次随机抽取3个不允许水洗缩水率<1%GB/T86295A随机抽取3个不允许耐洗色牢度>4-5级GB/T3921A(1)随机抽取1个不允许耐水色牢度>4-5级GB/T5713随机抽取1个不允许强力按GB/T6836按GB/T6836随机抽取3个不允许5.5商标类(皮标、布标、号标)检验项目技术要求检验方法抽样方案次品允许数备注色差、批差布标>4-5级皮标>4级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样规格±0.1cm目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样外观不允许有污渍、抽纱等疵点目测GB/T2828.1一般检验水平ⅡAQL=1.5同标准样汽烫缩水率<1%蒸汽来回5次随机抽取5个不允许水洗缩水率<1%GB/T86295A随机抽取5个不允许洗一次耐洗色牢度>4-5级GB/T3921A(1)随机抽取2个不允许皮标>4耐水色牢度>4-5级GB/T5713随机抽取2个不允许皮标>4干洗试验不允许有变形、变质、损坏现象车缝在浅色面料上送检测中心做水洗和干洗试验随机抽取5个不允许5.6织带检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样规格、风格不允许有误差目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样外观不允许有污渍、抽纱等疵点目测GB/T2828.1一般检验水平ⅡAQL=1.5同标准样汽烫缩水率<2%蒸汽来回5次随机抽取5个不允许汽烫后水洗缩水率<2%GB/T86295A随机抽取5个不允许洗一次耐洗色牢度>4-5级GB/T3921A(1)允许水洗、干洗试验不允许有变形、变质、损坏现象车缝在浅色面料上送检测中心做水洗和干洗试验随机抽取50㎝不允许水洗、干洗各一块5.7装饰标(塑料、滴塑、橡胶类)检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样规格、风格不允许有误差目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样外观不允许有污渍、损坏等疵点目测GB/T2828.1一般检验水平ⅡAQL=1.5同标准样汽烫缩水率<1%蒸汽来回5次随机抽取5个不允许水洗缩水率<1%GB/T86295A随机抽取5个不允许洗一次耐洗色牢度>4-5级GB/T3921A (1)随机抽取2个不允许耐水色牢度>4-5级GB/T5713随机抽取2个不允许水洗、干洗试验不允许有变形、变质、损坏现象车缝在浅色面料上送检测中心做水洗和干洗试验随机抽取2个不允许水洗、干洗试样各一块盐雾试验不允许腐蚀GB5940随机抽取5个不允许考核金属部位5.8针织类(含弹力布)检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样图案、风格、针数不允许有误差目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样规格误差<2%尺量/对比样板GB/T2828.1一般检验水平ⅡAQL=1.5同标准样外观不允许有断纱、抽纱等疵点目测GB/T2828.1一般检验水平ⅡAQL=1.5同标准样汽烫缩水率<1%蒸汽来回5次随机抽取1个不允许水洗缩水率<3%GB/T86295A随机抽取1个不允许洗一次耐洗色牢度>4级GB/T3921A(1)许起球>4级GB/T4802.3随机抽取1个不允许14400次克重±5%同等条件称重随机抽取3个不允许含油率<0.8%GB/T6504随机抽取1个不允许5.9绳类(松紧绳、棉绳、帽绳、松紧带)检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样粗细、均匀度不允许有误差目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样汽烫缩水率<1%蒸汽来回5次随机抽取1米不允许水洗缩水率<3%GB/T86295A随机抽取1米不允许洗一次耐洗色牢度>4级GB/T3921A (1)随机抽取30㎝不允许白色不考核耐水色牢度>4级GB/T5713随机抽取30㎝不允许白色不考核5.10纸箱、手提袋、包装袋、包装盒类检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4-5级GB/T250GB/T2828.1一般检验水平ⅡAQL=1.5对比标准样外观文字、图案、形状、规格不允许有污渍和不清晰现象目测、尺量GB/T2828.1一般检验水平ⅡAQL=1.5同标准样材质不允许有误差目测、手感GB/T2828.1一般检验水平ⅡAQL=1.5同标准样对比负重牢度>10Kg负重拉升随机抽取5个不允许拉链袋运动畅滑,滑道链头吻合5.11毛皮服饰类(毛领、毛胆、帽沿条)检验项目技术要求检验方法抽样方案次品允许数备注色差、批差>4级GB/T250全检不允许对比标准样规格尺寸误差<3%尺量全检不允许同标准样工艺要求不允许误差尺量、目测全检不允许同标准样皮板厚薄均匀、无刀伤破洞、手感柔软、丰满、延伸性好目测、手感全检不允许同标准样对比毛被平顺、灵活松散、长短基本一致、无明显掉毛落毛目测、手感全检不允许同标准样对比耐摩擦色牢度≥3-4级QB/T2790随机抽取1条不允许送检测机构检测甲醛和偶氮符合GB20400随机抽取1条不允许送检测机构检测运输和贮存要求不允许曝晒和雨雪淋、保持通风干燥、不得重压、防湿、防蛀、避免高温、和化学药品浸湿、避免尖锐物品的戳、划。
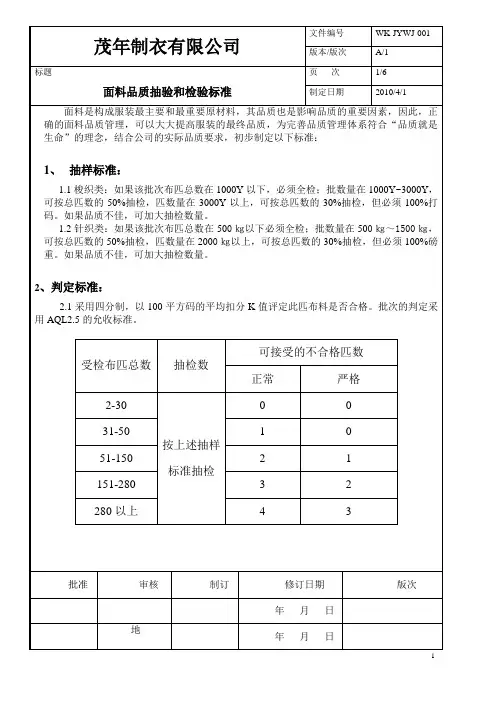
服装质检标准服装作为人们日常生活中必不可少的一部分,其质量安全问题一直备受关注。
为了保障消费者的权益,各国都制定了相应的服装质检标准,以确保服装产品的质量和安全性。
本文将介绍服装质检标准的相关内容,帮助读者更好地了解服装质检标准的重要性和实施方法。
首先,服装质检标准主要包括以下几个方面,纤维成分、色牢度、尺寸偏差、缝制质量、化学物质含量、安全性等。
其中,纤维成分是指服装面料的原料成分,包括棉、麻、丝、毛等,其成分比例和质量直接影响着服装的舒适度和耐久性。
色牢度是指服装面料在水洗、摩擦、汗水等条件下的色彩稳定性,良好的色牢度可以确保服装在日常穿着和清洗中不会褪色或渗色。
尺寸偏差是指服装尺寸与标准尺寸的偏差情况,包括衣长、袖长、肩宽、腰围等,合格的尺寸偏差可以确保服装的合身度和穿着舒适度。
缝制质量是指服装的裁剪、缝制、装饰等工艺质量,包括线头、线迹、纽扣、拉链等部位的牢固度和美观度。
化学物质含量是指服装面料和辅料中的有害化学物质含量,包括甲醛、重金属、染料、卤代阻燃剂等,合格的化学物质含量可以确保服装对人体的安全性。
其次,服装质检标准的实施方法主要包括以下几个环节,样品抽检、化验检测、物理性能测试、安全性评估等。
样品抽检是指从市场上随机抽取服装样品进行检测,以了解市场上服装产品的质量状况。
化验检测是指对服装面料和辅料中的化学物质含量进行化验分析,以确保服装产品的安全性。
物理性能测试是指对服装面料和成衣进行物理性能测试,包括拉伸性、撕裂强度、耐磨性等,以确保服装产品的耐久性和舒适度。
安全性评估是指对服装产品的安全性进行评估,包括对皮肤的刺激性、对人体的有害物质含量等,以确保服装产品对人体的安全性。
最后,服装质检标准的严格执行对于保障消费者的权益和促进服装行业的健康发展具有重要意义。
只有通过严格的质检标准和实施方法,才能确保市场上的服装产品质量安全,提升消费者的购买信心,促进服装行业的良性发展。
综上所述,服装质检标准是保障消费者权益和促进服装行业健康发展的重要保障,其内容涉及纤维成分、色牢度、尺寸偏差、缝制质量、化学物质含量、安全性等方面,实施方法包括样品抽检、化验检测、物理性能测试、安全性评估等环节。
服装厂辅料检验标准
首先,对于服装厂辅料的检验标准,首要的是要对辅料的原材料进行检验。
原材料的质量直接决定了辅料的质量,因此在购买原材料时就要严格把关,确保原材料符合国家相关标准。
对于各种辅料,如纽扣、拉链、织带等,都要进行原材料的抽检,确保原材料的质量稳定可靠。
其次,对于辅料的加工工艺也要进行严格的检验。
辅料的加工工艺直接影响到辅料的使用寿命和性能。
因此,在辅料进入生产线之前,需要对其加工工艺进行全面检查,确保加工工艺符合相关标准,不会影响到服装的整体质量。
另外,对于辅料的外观质量也要进行严格检验。
辅料的外观质量直接关系到服装的美观程度,因此在检验过程中要对辅料的外观进行细致检查,确保辅料的外观无瑕疵,符合设计要求。
此外,对于辅料的环保性能也要进行检验。
随着人们对环保意识的不断提高,服装厂在选择辅料时也要考虑其环保性能。
因此,在辅料的检验中,要对其环保性能进行全面检查,确保辅料符合国家相关环保标准,不会对环境造成污染。
最后,对于辅料的耐久性能也要进行检验。
辅料的耐久性能直接关系到服装的使用寿命,因此在检验过程中要对辅料的耐久性能进行严格检查,确保辅料的耐久性能符合相关标准,能够满足服装的使用要求。
综上所述,服装厂对辅料的检验标准是非常严格的,需要对辅料的原材料、加工工艺、外观质量、环保性能以及耐久性能进行全面检查。
只有确保辅料的质量符合相关标准,才能保证服装的整体质量。
希望本文能够对相关人员有所帮助,使他们对服装厂辅料的检验标准有更深入的了解。