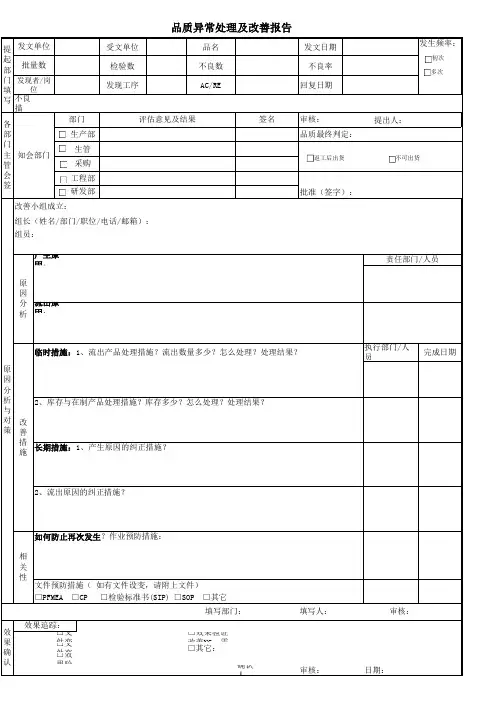
品质异常纠正预防措施报告单(精)
- 格式:doc
- 大小:41.00 KB
- 文档页数:1
质量纠正预防措施报告质量纠正预防措施报告怎么写?要注意哪些细节?质量纠正预防措施报告根据《实验室资质认定评审准则》及20XX程序文件中纠正、预防措施管理程序要求,我实验室根据质量管理体系运行中曾经出现的问题制定了体系运行预防措施,并在质量管理体系内部审核中及在日常监督和顾客抱怨中暴露的问题,及时对这些问题产生的原因进行调查,分析相关的因素,有针对性地制订和落实纠正措施,并验证纠正后的效果,以防止类似问题的重复出现,达到改善和提高质量管理体系持续改进运行水平的目的。
一、预防措施预防措施工作,主要围绕以下几个方面进行的,即实验原始性及检验工作公正性;提高原始记录书写与检验报告书质量;夯实基本操作技能,加强实验室规范化管理;人员资质确认管理;提高检试验技能;检验标准受控管理;实验室安全保证措施,措施的实施如下:1、对实验原始性和检验工作公正性进行维护。
2、提高原始记录书写与检验报告书质量。
各检测室注重原始记录及检验报告的质量,规范原始记录的书写,使检验信息记录更加系统,对原始记录及检验报告进行全面审核,并对监督中发现问题及时改正,有效的控制原始记录、检验报告质量。
3、提高基本操作技能,加强实验室规范化管理。
4、仪器设备的正确使用操作与维护,制定了仪器期间核查计划,对仪器设备按计划进行了期间核查并记录,质量监督员对期间核查结果进行了监督。
制定了仪器维护和自检计划,对仪器进行定期的维护和自检,对新购入的仪器,都对操作人员进行基本操作的培训。
5、人员资质确认管理,对新上岗的检验人员,均通过培训获得资格确认,做到持证上岗。
6、提高检验技能,进行学习各方面仪器操作的内容,使试验检测工作顺利开展。
7、检验标准做到受控管理,检验标准由专人管理,建立了完善的标准查询、确认记录。
及时收集新公布的标准及其修改的动态,并做好标准的动态维护,随时将新颁布和修改的标准纳入受控范围,对检测标准做到定期确认,能够保证检验标准始终处于受控状态和现行有效。
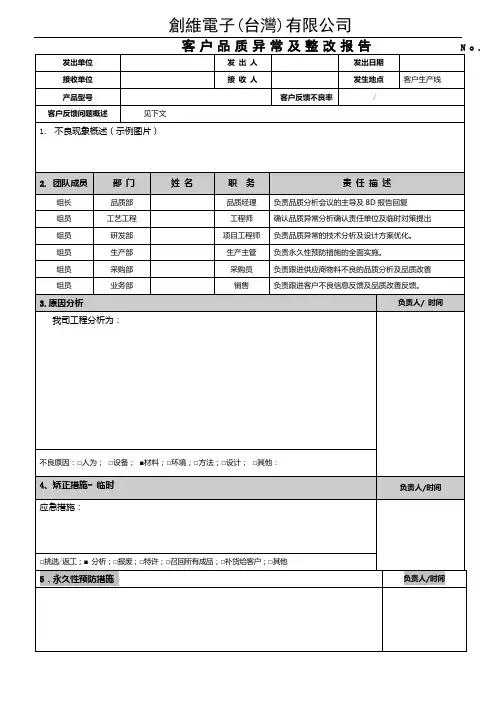
創維電子(台灣)有限公司
客户品质异常及整改报告N o.
发出单位发出人发出日期
接收单位接收人发生地点客户生产线
产品型号客户反馈不良率 /
客户反馈问题概述见下文
1.不良现象概述(示例图片)
2. 团队成员部门姓名职务责任描述
组长品质部品质经理负责品质分析会议的主导及8D报告回复
组员工艺工程工程师确认品质异常分析确认责任单位及临时对策提出
组员研发部项目工程师负责品质异常的技术分析及设计方案优化。
组员生产部生产主管负责永久性预防措施的全面实施。
组员采购部采购员负责跟进供应商物料不良的品质分析及品质改善
组员业务部销售负责跟进客户不良信息反馈及品质改善反馈。
3.原因分析负责人/ 时间
我司工程分析为:
不良原因:□人为;□设备;■材料;□环境;□方法;□设计;□其他:
4、矫正措施- 临时负责人/时间
应急措施:
□挑选/返工;■分析;□报废;□特许;□召回所有成品;□补货给客户;□其他
5.永久性预防措施负责人/时间
創維電子(台灣)有限公司
6.效果确认负责人/时间请客户验证我司后续的品质改善效果
7、标准化负责人/时间
更改的文件类型:
□操作指引:
□检验指引:
□图纸:□规格:
8、问题已解决(团队成员签名)日期。
品质异常改善报告范文品质异常改善报告。
报告编号,QA2022001。
报告日期,2022年3月15日。
报告对象,公司管理层。
报告人,质量管理部。
一、报告目的。
根据公司质量管理体系的要求,对最近出现的品质异常情况进行分析和改善,确保产品质量稳定,提升客户满意度。
二、异常情况描述。
近期,公司部分产品出现了品质异常情况,主要表现为产品外观不良、尺寸偏差、性能不稳定等问题。
这些问题严重影响了产品的质量和可靠性,给客户带来了负面影响,也损害了公司的声誉。
经过初步调查,发现异常情况的主要原因包括生产工艺不稳定、原材料质量不合格、生产设备维护不到位等。
三、改善措施。
1. 生产工艺优化,对生产工艺进行全面审查,找出存在的问题和不足之处,对关键工艺节点进行优化和调整,确保产品加工过程稳定可控。
2. 原材料质量管控,加强对原材料的进货检验,建立严格的原材料质量管控制度,对不合格原材料进行退货或淘汰处理,确保原材料质量符合要求。
3. 生产设备维护,加强对生产设备的日常维护和保养,定期进行设备检修和保养,确保设备运行稳定,减少因设备故障导致的品质异常情况。
4. 品质管理培训,加强对生产人员的品质管理培训,提高员工对产品质量的重视和责任意识,确保每位员工都能够严格执行品质管理要求。
5. 品质监控加强,加强对产品品质的监控和检验,建立完善的质量监控体系,及时发现和处理品质异常情况,确保产品质量稳定可靠。
四、改善效果。
经过上述改善措施的实施,目前公司产品的品质异常情况已得到明显改善。
外观不良、尺寸偏差、性能不稳定等问题得到了有效控制,产品的质量稳定性和可靠性得到了提升。
客户投诉情况明显减少,客户满意度得到了提升,公司的声誉也得到了恢复。
五、后续工作。
为了确保产品质量稳定,公司质量管理部将继续加强对生产工艺、原材料、设备和人员的管理和监控,建立健全的品质管理体系,不断提升产品质量和客户满意度。
六、结论。
通过本次品质异常改善报告的分析和改善措施的实施,公司已经有效控制了产品的品质异常情况,提升了产品质量稳定性和可靠性,客户满意度得到了提升,公司的声誉也得到了恢复。
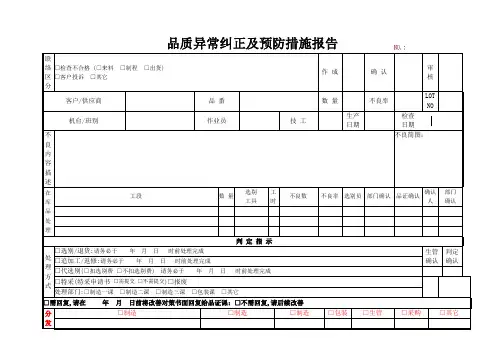
品质异常纠正及预防措施报告联
络区分□检查不合格 (□来料□制程□出货)
□客户投诉□其它
作成确认
审
核客户/供应商品番数量不良率
LOT
NO 机台/班别作业员技工
生产
日期
检查
日期
不
良
内
容
描
述
不良简图:
在库品处理工段数量
选别
工具
工
时
不良数不良率选别员部门确认品证确认
确认
人
部门
确认
判定指示
处理方式□选别/退货:请务必于年月日时前处理完成生管
确认
判定
确认□追加工/返修:请务必于年月日时前处理完成
□代选别(□扣选别费□不扣选别费)请务必于年月日时前处理完成
□特采(特采申请书□需提交□不需提交)□报废
处理部门:□制造一课□制造二课□制造三课□包装课□其它
□需回复,请在年月日前将改善对策书面回复给品证课; □不需回复,请后续改善
分
发
□制造□制造□制造□包装□生管□采购□其它。
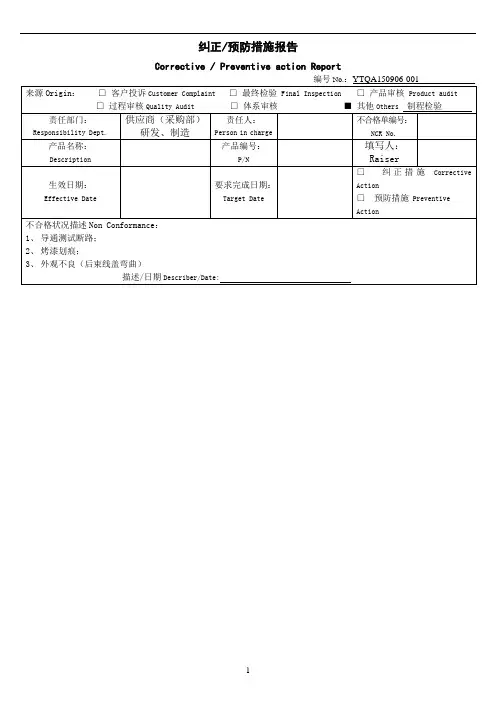
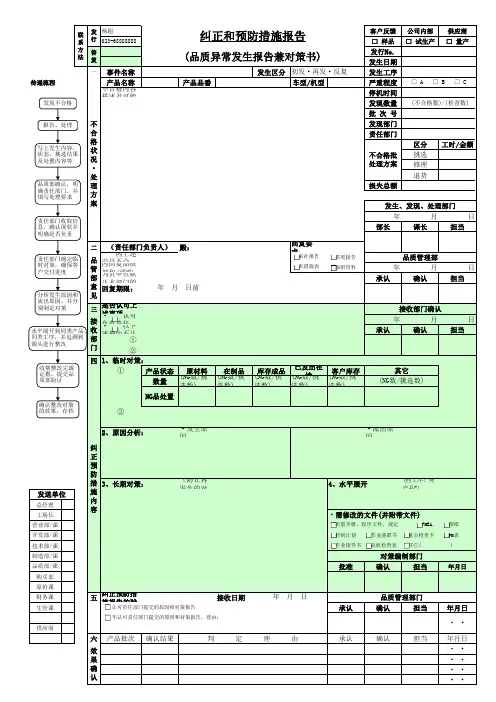
纠正/预防措施报告Corrective / Preventive action Report
产生原因 Root Causes:
第一项产生原因:a、供应商来料异常,供应商JACK与水晶头接触时,金针与水晶头金片接触在水晶头内边缘,插入深度和方向不同,导致金针水晶头接触不良。
b、PCB上IDC孔位太小,IDC端子插入PCB板时,PCB焊盘破裂;
第二项产生原因:a、钣金丝印后堆放一起,相互摩擦出现划伤;b、钣金件组装锁螺丝时,丝印面与支撑面摩擦划伤;
第三项产生原因:注塑时缩水和未冷却堆放变形;
分析/日期Analyst/Date: 临时对策Temporary Countermeasure:
第一项:通过测试挑出不良品,汇报上级确认是否承担风险出货;PCB铜箔断裂处加上焊锡,确保导通及性能合格;
第二项:要求钣金丝印部门装箱时每层用隔板隔离;锁螺丝时垫上海绵类软垫片;
第三项:挑出不良品报废;
提出者/日期Raiser/Date:
永久性纠正/预防措施Permanent Corrective/Preventive Action:
第一项:要求供应商修模后送样确认,或者公司新增JACK主体模具,使用公司内金针;PCB孔位由改为;
第二项:钣金丝印部门装箱时每层用隔板隔离;锁螺丝时垫上海绵类软垫片;
第三项:
提出者/日期Raiser/Date:
a b
记录发放Issue to: □供应商Supplier □供应商质量SQE □供应链Supply Chain □供方开发Supplier Development。