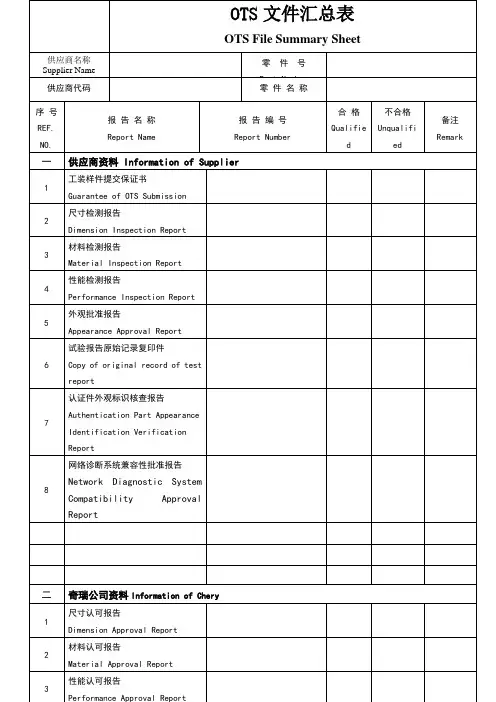
5-03-零件尺寸检验报告
- 格式:xlsx
- 大小:21.63 KB
- 文档页数:2

尺寸检查报告【导言】本报告详细记录了对所测量的产品尺寸进行检查的过程和结果。
通过严格遵循尺寸测量标准和操作流程,确保产品的尺寸符合设计要求。
以下是尺寸检查报告的具体内容:【产品信息】产品名称:产品型号:生产日期:检验日期:检验人员:【检查过程】在尺寸检查过程中,我们使用了准确的测量工具和设备,如卡尺、游标卡尺和投影仪等。
每个尺寸测量都进行了多次重复,以确保准确性和可靠性。
下面是我们进行尺寸检查的过程:1. 测量点确定:我们首先根据产品的设计图纸和规格要求,确定了需要进行尺寸检查的测量点位置。
2. 工具校准:在测量之前,我们对使用的测量工具进行了校准,以确保其准确度和稳定性。
3. 尺寸测量:在确定的测量点上,我们使用相应的测量工具进行尺寸测量。
每个尺寸都进行了多次测量,然后计算其平均值。
4. 数据记录和分析:我们将每个测量结果记录下来,并进行了数据分析,以找出任何尺寸偏差或异常情况。
【检查结果】根据对产品尺寸的检查和分析,我们得出了以下结论:1. 尺寸符合要求:对大部分测量尺寸而言,其结果与设计要求完全符合,尺寸偏差在可接受范围内。
2. 尺寸超出要求:在少数测量点上,我们发现了一些尺寸超出了设计要求的情况。
这些超出的尺寸可能会影响产品的功能和性能,需要及时调整和修正。
3. 尺寸偏差:除了超出要求的尺寸外,我们还发现了一些尺寸偏差的情况。
尺寸偏差可能是由于生产过程中的误差或材料收缩等原因造成的。
【建议和改进措施】基于对尺寸检查结果的分析,我们提出了以下建议和改进措施:1. 对超出要求的尺寸进行调整:针对超出要求的尺寸情况,需要及时进行调整和修正,以确保产品的功能和性能符合设计要求。
2. 研究并解决尺寸偏差问题:针对尺寸偏差的情况,需要深入研究其原因,并采取相应的改进措施,以减少生产过程中的误差和材料收缩对尺寸的影响。
3. 强化质量控制:需要加强对产品尺寸的质量控制,确保尺寸测量的准确性和稳定性,以提高产品的一致性和可靠性。
百分表实验报告篇一:百分表实验报告实验报告一、实验目的掌握百分表的读数方法,熟练的使用百分表测挠度,并理解其原理。
二、实验原理百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指计在刻度盘上的转动,从而读出被测尺寸的大小。
三、实验仪器百分表(精度为0.01mm,量程为0-50mm)、磁性底座、支座、钢管、重物四、实验步骤1、检查实验仪器。
使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
2、安装仪器。
将百分表固定在夹持架上,百分表的测量杆要与测量平面垂直。
3、读数。
安装时先使测量杆处于压缩状态并读数,放上重物后,钢管向下弯曲,测量杆悄悄向外伸出,读数。
两次读数差即为挠度值。
4、拿起重物,再次读数。
百分表的数值比未放重物前小,钢管的变形没有完全恢复。
五、数据处理挠度值=16.779-16.652=0.127mm六、实验总结梁放重物后的挠度为0.127mm.篇二:找正实验报告找正实验实验目的:掌握装夹的找正方法,掌握百分表的使用工件的装夹工件在机床上的装夹方式,取决于生产批量、工件大小及复杂程度、加工精度要求及定位的特点等。
主要形式有三种:直接找正装夹、划线找正装夹和夹具装夹。
一.直接找正装夹将工件装在机床上,然后按工件的某个(或某些)表面,用划针或用百分表等量具进行找正,以获得工件在机床上的正确位置。
直线找正装夹效率较低,找正精度主要取决于操作的技术水平,可以达到很高的精度,使用于单件小批生产或定位精度要求特别高的场合。
对于毛胚,可以用把毛胚装夹在三道卡盘(三道卡盘误差大,自动定心作用不大,精度不高)上,启动机床,让工件低速旋转,直接看工件摇晃程度,根据情况,用木锤轻敲工件来找正。
若要精确找正,可以使用百分表由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为it6~it8级零件的找正和检验。
五金缺陷瑕疵检测报告检测对象:五金产品编号 XXXX检测日期:YYYY年MM月DD日检测单位:(填写检测单位名称)1. 检测目的:本次五金缺陷瑕疵检测旨在对五金产品进行全面检测,以确定其是否存在任何缺陷、瑕疵或质量问题,以确保产品的质量和安全性符合相关标准和要求。
2. 检测标准:本次检测按照(填写适用的标准或规范名称)进行,并遵循相关的国家法规和行业规范。
3. 检测方法:采用(填写采用的具体检测方法,例如目视检查、非破坏性检测、化学分析等)进行五金产品缺陷瑕疵的检测。
4. 检测结果:以下为本次五金缺陷瑕疵检测的结果概要:4.1 外观缺陷:(描述产品外观方面的缺陷,例如划痕、凹陷、变形等)4.2 尺寸不符合要求:(描述产品尺寸方面的缺陷,例如长度、宽度、厚度等不符合要求)4.3 材料质量问题:(描述产品材料方面的质量问题,例如异物、气泡、不均匀组织等)4.4 功能性缺陷:(描述产品功能方面的缺陷,例如操作不灵活、接口松动等)4.5 安全隐患:(描述产品可能存在的安全隐患,例如锋利边缘、易碎部件等)5. 结论:综合以上检测结果,五金产品存在以下缺陷和瑕疵:- 外观方面存在(列举具体缺陷)- 尺寸不符合要求(列举具体缺陷)- 材料质量问题(列举具体缺陷)- 功能性缺陷(列举具体缺陷)- 安全隐患(列举具体缺陷)6. 建议和改进措施:根据检测结果,建议以下措施以改善五金产品的质量和安全性:- 进行外观修复或更换受损部件- 调整尺寸以符合要求- 更换质量不符合标准的材料- 修复功能性缺陷或替换不正常的部件- 消除安全隐患的原因或更换可能存在危险的部件以上建议旨在提高产品的质量和安全性,以确保产品符合相关标准和要求。
7. 检测结论的有效性和限制性陈述:检测结论仅基于针对样品的有限检测,并仅适用于样品在检测时的状态。
对于未检测到的缺陷或瑕疵,不能排除其存在的可能性。
此外,样品在实际使用中可能会暴露于其他因素和环境条件,这些因素和条件可能会影响产品的性能和质量。
受控副本
作业指导书
文件名称:关键零部件和材料确认检验作业指导书 文件编号:
受控正本 编制:审核:批准:
4、
并对检验报告进行检查;
5.3.2如供应商无法提供有效的产品型式试验报告,由技术工程部会同质量管理科将采购的关键零部件和
材料送有资质的检测机构进行检验,并对检验报告进行检查。
其它确认检验方式
5.4.1针对型式试验报告中有列出,但本身是没有3C或CQC认证零部件和材料(如塑胶材料、发热管
等),则需供应商提供在规定的时间内提供有效的检测报告,或者定期抽样送样到CNAS认可测试能力的检测机构进行检验(如新宝产品验证中心或其它第三方机构)。
5.4.2检验的项目、要求、频次等具体参考附件《相关零部件确认检验要求》。
5.4.3确认检验过程中若出现不合格,则及时通知相关部门处理,具体按《不合格品管理程序》处理。
&相关文件
《不合格品管理程序》
7.相关记录
《关键零部件和材料确认检验记录表》
8.附件:
《相关零部件确认检验要求》
相关零部件确认检验要求。
1.目的规范钣金结构件的检验标准,以使各过程的产品质量得以控制。
2.适用范围本标准适用于各种钣金结构件的检验,与图纸和技术文件同步使用。
当有冲突时,以技术图纸和客户要求为准。
3.引用标准本标准的尺寸未标注单位皆为mm,未注公差按以下国标IT 13级执行GB/T1800.3 - 1998 极限与配合标准公差和基本偏差数值表GB/T1800.4 - 1999 极限与配合标准公差等级和孔、轴的极限偏差表GB/1804 - 2000 一般公差未注公差的线性和角度尺寸公差GB/T1184–1996 形位公差未注公差的形状和位置公差4.原材料及辅料检验标准4.1 金属材料4.1.1材质料厚及质量应符合国标,采用的钣材材质需出示性能测试报告及厂商证明。
4.1.2材料外观:平整无锈迹,无开裂与变形。
4.1.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
4.2 通用五金件、紧固件4.2.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。
4.2.2尺寸:按图纸与国标要求,重要尺寸零缺陷。
4.2.3性能:试装配与使用性能符合产品要求。
4.3 管件方通、圆通4.3.1材质料厚及质量应符合国标,材质需出示性能测试报告及厂商证明。
4.3.2外观:表面无绣迹、无变形、撞伤、刮痕,整批来料拉丝、色泽一致性良好。
4.3.3尺寸:按图纸或技术要求执行,没注明标准要求的按现行国标执行。
5.工序质量检验标准5.1 冲裁(数冲)检验标准●对有可能造成伤害的尖角、棱边、粗糙要打磨处理去除毛刺。
●冲切过程中产生的接刀痕:必须符合安全(不划伤手)和零件尺寸公差,一般不大于板厚的10%~20%,数控冲咬出的孔、异形孔、圆角必须修整平滑。
●图纸中未明确标明之尖角(除特别注明外)均为R1.5 mm。
●冲裁加工对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
●毛刺:冲裁后毛刺高L ≤5% t(t为板厚)。

模具检验报告1页-回复模具检验报告是指对模具进行全面检查和测试,并按照特定标准对其质量进行评估的报告。
它是模具制造过程中非常重要的环节,可以确保模具的质量和性能符合要求。
本文将从模具检验报告的目的、检验项目和流程、结果分析以及重要性等方面进行详细介绍。
一、模具检验报告的目的模具检验报告的目的在于评估模具的质量和性能是否符合设计要求,确定模具是否能够满足生产需求,并及时采取必要措施,以保证模具的正常使用和生产效率。
二、检验项目和流程1. 外观检查:检查模具表面是否有磨损、划痕、裂纹等缺陷,同时注意模具的几何形状和尺寸是否符合设计要求。
2. 尺寸精度测试:通过测量检查模具的各个关键尺寸,包括长度、宽度、高度、直径等,确保模具的尺寸精度符合要求。
3. 功能测试:对模具的各个功能部件进行测试,如开合力、顶出力、回位力等,以验证模具的正常使用功能。
4. 加工工艺评估:通过对模具加工过程的评估,确定模具各个工艺参数是否正确,包括切削速度、进给量、切削液等。
5. 耐磨性评估:通过模具使用寿命测试,评估模具对于磨损的抵抗能力,判断模具的使用寿命。
6. 其他相关测试:根据不同模具的特点和要求,可能还需要进行其他测试,如模具的温度变化测试、抗腐蚀性能测试等。
三、结果分析通过对模具的检验和测试,可以得到一系列数据和结果。
针对这些数据和结果,需要进行合理的分析和解读,判断模具的质量和性能是否达到要求。
如果发现模具存在缺陷或不符合要求,需要及时进行修正和调整,以免影响生产和产品质量。
四、模具检验报告的重要性模具检验报告是确保模具质量的重要依据,具有以下几个重要性:1. 确保生产的产品符合质量要求:模具是制造产品的关键设备,其质量和性能直接影响产品的质量。
通过模具检验报告,可以及时发现和修正模具的问题,确保所生产的产品质量达到要求。
2. 提高生产效率和降低成本:模具质量下降会导致生产效率下降和产量降低,甚至会出现生产事故。
xxxx 有限公司精品文件编号版次/修改号受控号QW-03XXA/0编制/日期审核/日期批准/日期生效日期xxxxx文件编号版次/修改号受控号QW-0300 A/0xxxx 有限公司序号文件编号文件名称01 QW-0300 产品检验计划02 QW-0301 进货检验规范03 QW-0302 过程检验规范04 QW-0303 成品检验规范05 QW-0304 例行检验规范文 件 编 号受 控 号一、 目的:为使我公司生产的汽车后视镜产品从原材料至加工到出货的各阶段质量检测和 常规试验有依据可遵循,从而达到质量控制的目的,特制定本规范。
二、合用范围:本公司生产之汽车后视镜产品的材料采购、各工序生产加工品、成品的进货检验、 过程检验和最终检验。
三、检验项目和标准:依检验规范规定的各材料、制程、成品规定的检验项目和标准进行,过程工序检 验还须对生产过程的人、机、物、作业方式(工艺流程及方法)、环境进行监控。
当有客户特殊要求的项目和/或者标准时,依客户要求执行,但必须同时符合行业和国家标准。
四、 不合格分类:CR (致命不合格): 质量特性严重不符合规定的要求,可能会危害使用者生命或者安全; MAJ (严重不合格):丧失或者显著降低产品实用性能 ,不能达成使用目的,或者普通质量特 性或者主要性能不符合规定要求的;MIN (轻微不合格):普通性能或者外观、标志不符合规定要求的 ;或者不影响产品的实用性 和使用目的。
五、进货检验计划:1.检验依据:均依《进货检验规范》标准及供应商承认书进行。
2.抽样方案依GB2828-2003 正常检查一次抽样方案(Ⅱ)进行。
3.合格质量水平 AQL :CR=0 MAJ=1.5 MIN=4.0。
结果判定:若样本在检验和试用过程中若未有发现任何不合格现象 ,则该批为合格批;若样本中发现有任何不合格现象,则该批为不合格批。
4 .不合格批可退货或者经批准让步接收。
按《不合格品控制程序》执行。
一、关于检验通用规范的规定1、目的:1.1确保供应商供应的产品质量符合我公司以及国家标准规定的要求。
1.2我公司生产的产品满足客户要求并符合国家、国际及地区的法律法规;2、范围:2.1公司所有产品的采购、生产、转运、储存、包装、发货的通用要求。
2.2本公司的所有检验人员以及与产品质量有关的其他人员;3、通用检验规范3.1公司所有产品(原材料,半成品,成品)原则上均需执行抽样检验,合格品才能入库或出货3.2检验员以满足客户需求为宗旨,对每一批来料入库或出货执行下述项目之检验:3.2.1包装、标签、数量、型号等项目的核对3.2.2产品规格(外观、结构、装配、电气性能、安全规定)做选择性或必要性之检验。
(1)若客户有特殊要求,则按客户要求检验(2)若产品出货到有ROHS要求国家或地区,其来料产品或出货产品要求能满足ROHS要求3.3抽样计划3.3.1一般特性采用,均以GB2828-2003单次正常随机抽样一般检验水平Ⅱ;特殊特性采用,均以GB2828-2003单次正常随机抽样特殊S-2水准;AQL值:CR(致命缺陷): 0 MA(重要缺陷): 0.4 MI(次要缺陷): 1.0定义:CR(致命缺陷):指产品存在可能对生产者或使用者造成人身意外伤害或可能造成客户抱怨之财产损失、违反法律法规及环境规定。
(安全/绿色环保等)MA(重要缺陷):产品某一特性为满足规定要求(结构或功能)或严重外观缺陷。
MI(次要缺陷):产品存在一些不影响功能与使用性的缺陷(一般指外观小瑕疵)。
3.3.2检验项目大致可区分为:a.外观检验b.尺寸、结构性检验c.电气特性检验d.化学特性检验e.物理特性检验3.3.3检验方法大致可区分为:a.外观检验:一般用目视、手感、限度样本。
b.尺寸检验:如游标卡尺、量表。
c.结构性检验:如拉力计、扭力计。
d.特性检验:使用检测仪器或设备(如万用表、电容表、试剂、试验机等)。
3.3.4检验分类:产品(原材料,半成品,成品)因供料厂商的品质信赖度,公司生产熟练度及物料的数量、单价、体积等区分为全检、抽检、免检。
照明电器产品CB认证具体操作讨论稿(检测站CB报告须知)2016年5月6日一,中国质量认证中心照明产品CB证书颁发认可范围表,具体参见/IECEE/IECEEMembers.nsf/ShowScopeV2?openform&SelectedEntity_ CleDoc=ADMN-6YNGKW注:Status:I/R. No group differences. National differences:Yes. (状态:可颁发/认可,无集团差异。
存在国家差异。
)注:⑴CCC/CQC标志认证+CB捆绑申请时,CCC/CQC标志认证+CB检测报告同时出具。
根据认监委CCC认证申请地域划分原则,跨地域的申请,只有CB先发证书,对应CCC申请才能发证。
各检测机构应先处理CB申请。
另外只有申请资料(认证申请书应为原件)和CB检测报告都到新能源产品认证部照明电器部,才能处理。
请各检测机构及时通知申请人快递申请资料给我们,防止报告已上传而缺少资料,无法处理。
⑵若已获得CCC/CQC标志认证证书后,申请人申请CB认证,CB检测报告转换期10天。
⑶若已申请CCC/CQC标志认证,但尚未获得CCC/CQC标志认证证书,CCC/CQC标志认证检测报告已出具,申请人申请CB认证,CB检测报告转换期10天。
⑷若已申请CCC/CQC标志认证,但尚未获得CCC/CQC标志认证证书,CCC/CQC标志认证检测报告未出具,申请人申请CB认证,CCC/CQC 标志认证+CB检测报告同时出具。
⑸厂家已获得CB证书,只申请人名称、地址发生改变,据厂家宣称产品无变化。
需要送样及出具完整CB报告。
CB检测报告转换期10天。
二、CB检测费用1, (1)申请费:1000元。
变更时,申请费600,变更不能超过3次。
一年内的CCC认证/CQC标志认证和CB分别同时申请,CB的申请费免收。
⑵检测费: CCC/CQC标志认证同类产品检测费用的1.2倍。
探探封面探探内部资料注意保存不准复印不准外传探探目录探探探探修订履历探探审核版次B0 物料检验规范修订日期页次12/12审核版次B0 物料检验规范修订日期页次12/121 .2 .3 .4 .5 . 目的:完善公司质量作业标准,规范物料的进料检验方式,确保进料质量满足公司及客户质量要求。
范围:所有供应商提供的元器件、参考文件:3.1《进料检验控制程序》3.2《可靠度测试作业办法》3.3《抽样计划作业办法》权责:品质部:IQC检验员对供应商提供的材料依照此标准和规定方法进行检验、判定等。
定义:5.15.25.3材料、产品均适合本规范。
SL-QP-QA-06SL-WI-ENG-05SL-WI-QA-056 .7 .自检:由IQC根据现有设备自行检验外检:由供应商测试或第三方检测机构进行测试实验室:由公司实验室作可靠性测试严重缺点:会直接导致严重伤害或灾难性的经济损失。
主要缺点:指产品的缺陷特征使产品不能实现其应有功能,或降低其可用性,使其不能实现设计目的。
次要缺点:指产品的缺陷特征并不影响产品的使用,但偏离规定的接受标准,影响外观,或导致产品使用不便。
5.7不良缺点二次要缺点+主要缺点,原则上3个次要缺点=1个主要缺点.流程:无内容:7.1抽样计划:7.1.1包装、外观、标识、功能项目检查采用MIL-STD-105ELEVELH正常检验单次抽样计划进行随机抽样.7.1.2尺寸检查、试装检查及可靠性检查采用MIL-STD-105ES-1特殊检验单次抽样计划进行随机抽样.7.1.3根据材料特性不同,采用不同AQL值(可接受的质量水准)如下:5.45.55.6类别五金类塑胶类线材类包材类AQLCRI 0 0 0 0MAJ 0.4 0.4 0.4 0.4MIN 0.65 0.65 0.65 0.65五金外壳物料检验规范包装箱物料检验规范PE袋、气泡袋物料检验规范塑胶件物料检验规范插座物料检验规范线材物料检验规范五金物料检验规范。