专用工装检测报告(花键)
- 格式:docx
- 大小:18.00 KB
- 文档页数:1
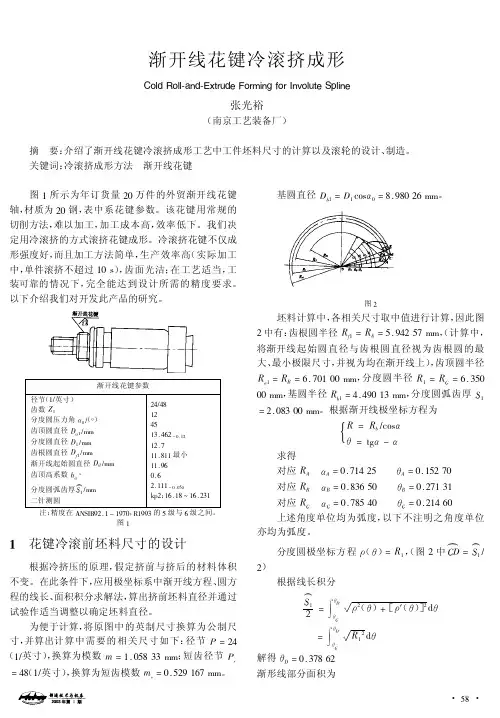
内花键齿顶圆直径检验夹具刘波浪1 扶 平1 贺志超2 唐大春3(1.重庆豪能兴富同步器有限公司,重庆 402761;2.吉林省计量科学研究院,吉林 长春 130011;3.长春市春求科技开发有限公司,吉林 长春 130011)摘 要:内花键齿是汽车、摩托车、机床等行业常用的一个复杂零件,技术要求高,工艺复杂。
针对其在传统检测过程中所存在的种种问题,我们开发了一款具新型的专用检具。
本文介绍了这种装备的结构、原理和操作方法,希望能为业界提供了一种新的检测方法。
关键词:同步器齿套;定位;在线检测1背景与痛点为了保证产品质量,大批量生产方式生产线都配有在线专用的检验夹具,用于对尺寸、位置、形状等参数检测。
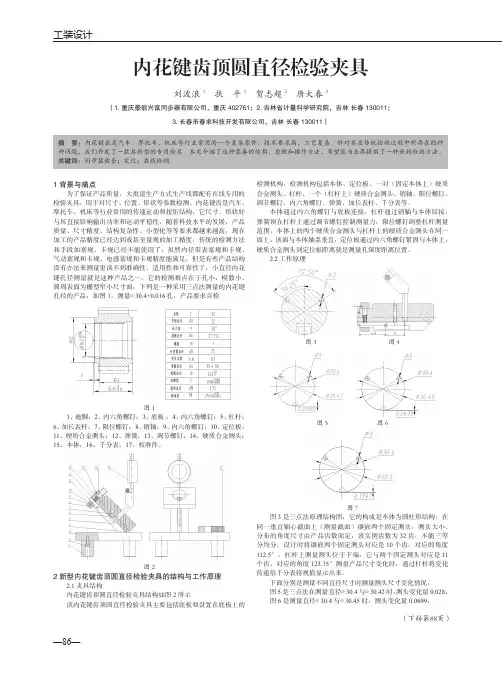
内花键齿是汽车、摩托车、机床等行业常用的传递运动和扭矩结构,它尺寸、形状好与坏直接影响输出功率和运动平稳性,随着科技水平的发展,产品质量、尺寸精度、结构复杂性、小型化等等要求都越来越高,现在加工的产品精度已经达到或甚至量规的加工精度,传统的检测方法和手段如塞规、卡规已经不能使用了,虽然内径带表塞规和卡规、气动塞规和卡规、电感塞规和卡规精度能满足,但是有些产品结构没有办法来测量更谈不到准确性、适用性和可靠性了,小直径内花键孔径测量就是这种产品之一,它的检测难点在于孔小、模数小、圆周表面为栅型窄小尺寸面,下列是一种采用三点法测量的内花键孔径的产品,如图1,测量∅30.4+0.016孔,产品要求百检图11、地脚;2、内六角螺钉;3、底板 ;4、内六角螺钉;5、杠杆;6、加长表杆;7、限位螺钉:8、销轴;9、内六角螺钉;10、定位板;11、硬质合金测头;12、弹簧;13、调节螺钉;14、硬质合金测头;15、本体;16、千分表;17、校准件。
图22新型内花键齿顶圆直径检验夹具的结构与工作原理2.1夹具结构内花键齿顶圆直径检验夹具结构如图2所示该内花键齿顶圆直径检验夹具主要包括底板和设置在底板上的检测机构,检测机构包括本体、定位板、一对(固定本体上)硬质合金测头、杠杆、一个(杠杆上)硬质合金测头、销轴、限位螺钉、调节螺钉、内六角螺钉、弹簧、加长表杆、千分表等。
工装装修质量检查报告一、前言为确保工程质量,提高工程项目的使用寿命与安全性,我们对已完成装修的工装项目进行了全面的质量检查。
本报告将详细列出检查过程中发现的问题,并提出相应的整改措施。
二、检查范围与标准本次检查范围包括:地面、墙面、天花板、电气、给排水、通风与空调、消防等各个分部工程。
检查依据:《建筑装饰装修工程质量验收标准》(GB -2018)等相关规范进行。
三、检查结果1. 地面工程- 问题:部分地面平整度、水平度不达标,存在高低差。
- 整改措施:重新铺设地面材料,严格控制施工过程中的标高与水平度。
2. 墙面工程- 问题:墙面平整度、垂直度不达标,部分墙面存在裂缝。
- 整改措施:对墙面进行打磨、修补,重新涂刷墙面漆,加强施工过程中的监控。
3. 天花板工程- 问题:天花板平整度、水平度不达标,部分天花板存在脱落现象。
- 整改措施:重新调整天花板造型,对脱落部位进行修复,加强施工过程中的质量控制。
4. 电气工程- 问题:部分电线、电缆敷设不符合规范,存在安全隐患。
- 整改措施:重新布线,按照规范要求进行电缆敷设,加强施工过程中的安全检查。
5. 给排水工程- 问题:部分管道安装不符合规范,存在渗漏现象。
- 整改措施:重新安装管道,加强施工过程中的焊接质量控制,进行试压试验。
6. 通风与空调工程- 问题:通风管道安装不符合规范,部分风道存在堵塞现象。
- 整改措施:重新安装通风管道,确保风道畅通,加强施工过程中的质量控制。
7. 消防工程- 问题:消防设施安装不符合规范,部分灭火器过期。
- 整改措施:重新安装消防设施,及时更换过期灭火器,加强施工过程中的质量控制。
四、整改期限与验收1. 各施工单位应按照本报告提出的整改措施,于 2023 前完成整改。
2023前完成整改。
2. 整改完成后,由项目负责人组织相关单位进行验收,确保整改措施得到有效实施。
五、总结本次工装装修质量检查发现较多问题,各施工单位应充分重视,认真按照整改措施进行整改。
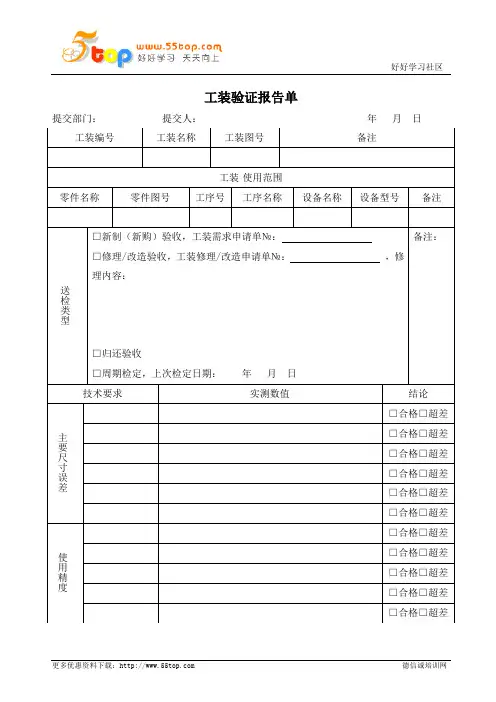
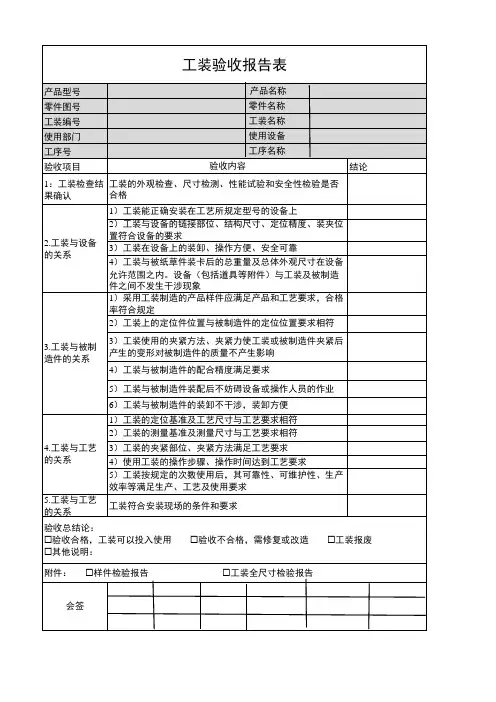
工装验证报告单
提交部门:提交人:年月日工装编号工装名称工装图号备注
工装使用范围
零件名称零件图号工序号工序名称设备名称设备型号备注
送检类型
□新制(新购)验收,工装需求申请单№:
□修理/改造验收,工装修理/改造申请单№:,修
理内容:
□归还验收
□周期检定,上次检定日期:年月日
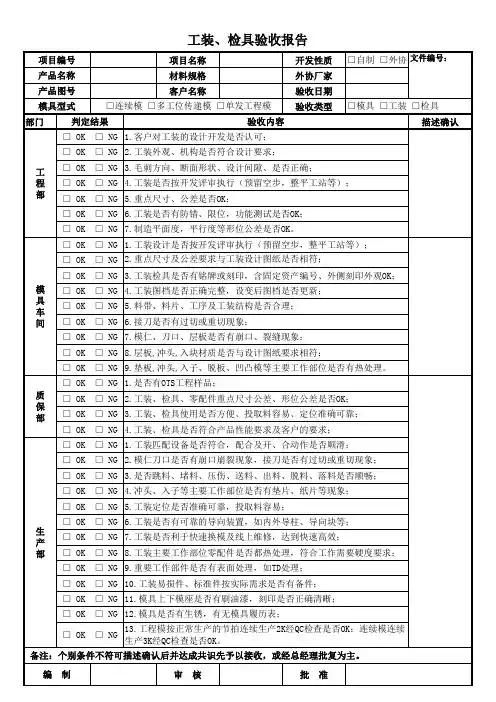
备注:技术要求实测数值结论
主要尺寸误差□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差
使用精度□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差
最终结论:□合格,准予使用;□不合格
验证部门:验证人:年月日设计部门:
签字:年月日使用部门:
签字:年月日。


工装检验报告
报告编号:20210918
检验单位:XXX公司
受检单位:XXX企业
检验时间:2021年9月18日
检验内容:
本次检验的工装为XXX企业新订单中的XXX零件生产所需的模具。
包括模具的外观检验、尺寸检验、硬度检验、表面质量检验等多项指标检验。
检验结果:
1.外观检验结果
工装表面无凹凸、划痕和变形等明显缺陷,符合要求。
2.尺寸检验结果
工装各关键尺寸的测量值与设计图纸相比,误差控制在正负0.1mm以内,符合要求。
3.硬度检验结果
工装金属材料硬度值平均为XXHRC,符合图纸要求范围。
4.表面质量检验结果
工装表面质量无明显氧化、斑点等污染现象,符合要求。
综合以上检验结果,本次检验的工装符合XXX企业模具生产要求,合格合格。
检验人员:
XXX
XXX
检验日期:2021年9月18日
检验单位联系方式:XXX
受检单位联系方式:XXX
附件:XXX企业零件生产所需的模具设计图纸,请查阅。
工装检测报告
报告编号:GT2021001
检测单位:XXX检测有限公司
被检测单位:XXX公司
检测时间:2021年4月1日至2021年4月5日
一、检测目的
为了确保被检测单位的工装符合国家相关标准和要求,经被检测单位同意,本次对其工装进行了检测。
二、检测内容
1. 对被检测单位的工装外观进行了检测;
2. 对被检测单位的工装尺寸进行了测量;
3. 对被检测单位的工装的耐用性进行了测试;
4. 对被检测单位的工装的安全性能进行了测试。
三、检测方法
1. 外观检测:使用目视检测法,对工装外观进行检查,发现异物、损伤、划痕等问题进行记录;
2. 尺寸测量:使用尺子、卡尺等测量工具进行测量,记录测量
结果并与国家相关标准进行比对;
3. 耐用性测试:使用机械设备进行对工装的反复摩擦、磨损等
耐用性测试,并记录测试结果;
4. 安全性能测试:使用模拟实验,对工装的安全性能进行测试,记录测试结果。
四、检测结果
1. 外观检测:被检测单位的工装外观整洁无异物、无明显划痕和损伤。
2. 尺寸测量:被检测单位的工装尺寸符合国家相关标准要求。
3. 耐用性测试:被检测单位的工装耐用性良好,在测试过程中无明显磨损或损伤。
4. 安全性能测试:被检测单位的工装在模拟实验过程中,符合国家相关安全性能标准,无安全隐患。
五、检测结论
被检测单位的工装符合国家相关标准和要求,可以正常使用。
六、批准意见
本次检测报告经检测单位检测人员确认无误,并经被检测单位签字认可,报告有效期为一年。
技术鉴定人:XXX XXX检测有限公司2021年4月5日。

科技信息开发指标均体现出不同类型油藏具有的不同特点。
(2)单井最大液量、极限井网密度、可采储量采油速度-自然递减等技术政策界限的制定将有利于指导不同类型油藏开发调整策略;新井初产、老井经济极限含水、措施经济极限累增油等经济政策界限将为下一步挖潜措施的部署提供决策依据。
(3)不同类型油藏均有提高采收率的空间,但由于开发状况和潜力存在差异,主要的挖潜技术措施也有所不同:窄河道I 型油藏着重控制含水上升;开启型和半开启型油藏应注重提高水驱储量控制、动用程度,同时加强多向注采对应关系的改善;岩性油藏应着眼于提高水驱储量控制、动用程度和增加地层能量;窄河道Ⅱ型油藏各项指标均亟待加强。
参考文献[1]俞启泰.俞启泰油田开发论文集[M ].北京:石油工业出版社,1999:106-107[2]俞启泰.为什么要根据原油粘度选择水驱特征曲线.新疆石油地质,1998,19[3]俞启泰.关于如何正确研究和应用水驱特征曲线.石油勘探与开发,2000,27[4]周维四.关于水驱特征曲线的讨论.油气采收率技术,1999,6(2)[5]才汝成等.油水相对渗透率曲线计算及应用.油气藏工程方法与应用,2002年5月(上接第436页)矫直机压下装置的主要构件是压下丝杠。
压下丝杠的主动端为矩形花键,从动端为锯齿形螺纹。
压下装置的功能是通过花键丝杠丝母的传动,将上工作辊压下和提起,从而完成钢板的矫直工作。
所以加工矫直机压下装置备件的关键是对花键丝杠的工装设计。
1.引言一中小加工厂承揽了四套十一辊矫直机的压下装置备件的加工任务。
压下装置的主要构件为压下丝杠(如图一所示),其主动端为10等分、键宽为30mm 的矩形花键,从动端为S360×16-9e 的锯齿形螺纹。
此矩形花键长度为660mm ,花键的对称度、尺寸精度、表面光洁度以及与丝杠的对中度等要求都很高。
外委通过大型加工设备完成该加工任务自然价格昂贵,而通过自身制造设备和工具又无法实现。
安徽服装检验报告模板一、概述该报告为对安徽某服装生产企业生产的服装进行检验的结果报告。
本次检验旨在确定服装是否符合相关标准和要求,并评估其品质和合格性。
二、检验标准本次检验参考以下标准进行:1. 国家标准GB/T XXXX-XXXX《纺织品综合性能测试方法》;2. 行业标准QB/T XXXX-XXXX《服装质量等级分类及检验规则》;3. 企业内部要求以及其他相关标准。
三、检验项目对服装进行了以下项目的检验:1. 外观质量:包括服装整体外观、细节工艺等;2. 织物性能:包括织物成分、织物强力、断裂伸长率等;3. 型体尺寸:包括长度、宽度、肩宽、袖长等;4. 色牢度:包括色牢度洗涤、色牢度摩擦、色牢度汗水等;5. 皮肤接触性能:包括纤维释放、pH值、染料致敏性等;6. 其他特殊要求。
四、检验结果1. 外观质量经过外观质量检验,该批服装外观整体符合要求,无明显污渍、破损、脱色等问题。
2. 织物性能经过织物性能检验,织物成分为XX%,满足产品要求;织物强力达到YY牛,断裂伸长率为ZZ%。
3. 型体尺寸经过型体尺寸检验,服装的长度、宽度、肩宽、袖长等尺寸均符合标准要求。
4. 色牢度经过色牢度检验,该服装满足色牢度洗涤、色牢度摩擦、色牢度汗水的要求,无明显褪色现象。
5. 皮肤接触性能经过皮肤接触性能检验,纤维释放量控制在标准范围内,pH值符合规定,染料未检出有致敏物质。
6. 其他特殊要求根据客户的特殊要求进行检验,满足其要求。
五、结论经过全面的检验,该批服装在外观质量、织物性能、型体尺寸、色牢度、皮肤接触性能等方面均符合标准要求,可以确保产品的质量安全性。
六、建议根据本次检验发现的问题,我们提出以下建议:1. 进一步提高细节工艺水平,减少破损现象;2. 加强色牢度的控制,确保服装在清洗和穿着过程中不易褪色;3. 继续保持良好的供货质量,并密切关注客户的反馈和要求。
七、附录1. 检验样品照片附上本次检验样品的照片,展示样品的外观和细节。
花键塞环规安全操作及保养规程花键塞环规是一种常见的量具工具,用于检测零件的内外径尺寸。
在使用中需要注意安全操作和保养,下面将详细介绍:安全操作规程1.确保使用前检查工装是否完好,花键塞环规的量程是否符合要求,有没有损坏或变形情况。
2.在使用前清洁工作平台,保持干净整洁,并保证有充足的光线。
3.在操作前,应该戴上适当的防护设备,如手套,眼镜等。
4.使用花键塞环规时,要严格按照规格书上的标准进行操作,不要超过其量程。
5.在测量过程中,应该轻触被测物件表面,不要用力过度,以免损坏被测零件。
6.在花键塞环规量程不足的情况下,不得使用硬物等进行撬动或堆积物件。
7.在使用更大的量程范围之前,先确保相关零件是否可用,使用起来是否方便。
保养规程1.在存放时,应该将花键塞环规放入专门的量具箱中,避免与其它量具工具混合存放,以免污染或损坏。
2.使用后,应该将工具进行清洗,确定花键塞环规的尺寸一致性,表面没有损伤并保持清洁干燥后,再进行再次存放。
3.定期检查花键塞环规是否符合规范,如果发现损坏、变形或量程不匹配等情况,应立即维护或更换。
4.在使用过程中,应避免撞击、击落或强行旋转花键塞环规,以免损坏工具和有损安全。
5.在存放过程中,避免花键塞环规的长时间暴露在有害物质之下,例如化学腐蚀物、油脂等。
6.在清洁过程中,要使用干净柔软的布擦拭表面,避免使用酸、碱物质清洗。
7.定期校准花键塞环规,以确保精度并延长其使用寿命。
总结花键塞环规是一种常见的量具工具,广泛应用于工程、机械、汽车制造等领域。
在使用过程中,必须要遵循相关的安全操作和保养规程,以确保工具的精度和使用寿命。
以上是花键塞环规的安全操作和保养规程,希望对使用者能有所帮助。
KK/QSR7-075
浙江康康医疗器械有限公司
工装验证报告
工装名称:塑料穿刺器护套模
工装编号:SYM-14
审批人:
日期:
工装验证方案
为了保证生产中所使用的工艺装备能够满足产品质量要求,以及工装在经过一定的时间运行后,工装是否完好,根据《关键工序和特殊过程控制管理制度》要求,对关键工序及特殊过程所使用的工装、模具进行验证,以确保其完好性。
验证人主要由技术部、生产部及质检部人员组成。
验证主要包括以下内容“
(1)验证所用的设备的确认;
(2)所用量具的确认;
(3)工装完整性确认;
(4)所用工艺参数的确认;
(5)验证后产品的确认
最后验证出据,出具验证报告,并做出相应的验证结论,确认工装,模具是否完好。
验证报告应填写整齐,工整、真实,报告见附表。
表01设备确认单
表02量具确认表
表03工装完整性确认表
表04工艺参数确认表
表05产品确认表
表06验证结论
设备确认表
验证日期:年月日表01
验证日期:年月日表02
工装完整性确认表Array
验证日期:年月日表03
KK/QSR7-075-4 Array工装参数确认表
验证日期:年月日表04
KK/QSR7-075-5 Array产品确认表
验证日期:年月日表05
验证结论
验证日期:年月日表06。