机械制造工艺基础第三版周世权课后答案
- 格式:ppt
- 大小:1.44 MB
- 文档页数:32
机械制造基础第三版课后答案【篇一:机械制造基础习题集和答案】txt> 机械工程材料一.名词解释题强度:是指金属材料抵抗塑形变形和断裂的能力。
塑形:金属材料在外力作用下发生塑性变形而不破坏的能力。
硬度:金属材料抵抗其他更硬物体压入表面的能力。
韧性:金属材料在断裂前吸收变形能量的能力。
合金:由两种或两种以上的金属元素,或金属元素与非金属元素组成的具有金属特性的物质。
同素异构性:同一金属在不同温度下具有不同晶格类型的现象。
调质处理:指淬火及高温回火的热处理工艺。
淬硬性:钢淬火时的硬化能力。
回火稳定性:钢在回火时抵抗硬度下降的能力。
二.判断正误1、细化晶粒虽能提高金属的强度,但增大了金属的脆性。
(╳)2、结构钢的淬透性,随钢中碳含量的增大而增大。
(╳)3、普通低合金结构钢不能通过热化处理进行强化。
(√)4、置换固溶体必是无限固溶体。
(╳)5、单晶体必有各向异性。
(√)6、普通钢和优质钢是按其强度等级来区分的。
(╳)7、过热钢经再结晶退火后能显著细化晶粒。
(╳)8、奥氏体耐热钢也就是奥氏体不锈钢。
(╳)9、马氏体的晶体结构和铁素体的相同。
(√)10、弹簧钢的最终热处理应是淬火+低温回火。
(╳)11、凡单相固溶体均能进行形变强化。
(√)12、陶瓷组织中的气相能起到一定的强化作用。
(╳)13、高速钢淬火后经回火可进一步提高其硬度。
(√)14、马氏体的强度和硬度总是大于珠光体的。
(╳)15、纯铁在室温下的晶体结构为面心立方晶格。
(╳)16、马氏体的硬度主要取决于淬火时的冷却速度。
(╳)17、所谓白口铸铁是指碳全部以石墨形式存在的铸铁。
(╳)18、白口铸铁铁水凝固时不会发生共析转变。
(╳)19、铸件可用再结晶退火细化晶粒。
(√)20、冷热加工所形成的纤维组织都能使金属出现各向异性。
(√)21、奥氏体的塑性比铁素体的高。
(√)22、白口铸铁在室温下的相组成都为铁素体和渗碳体。
(√)23、过共析钢的平衡组织中没有铁素体相。
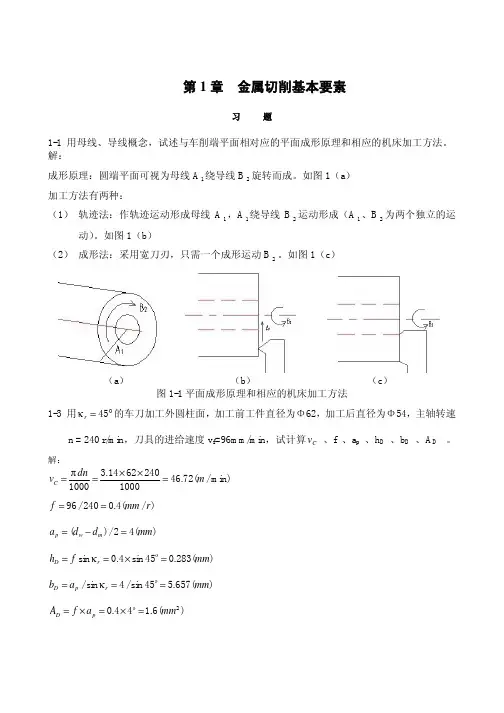
第1章 金属切削基本要素习 题1-1 用母线、导线概念,试述与车削端平面相对应的平面成形原理和相应的机床加工方法。
解:成形原理:圆端平面可视为母线A 1绕导线B 2旋转而成。
如图1(a )加工方法有两种:(1) 轨迹法:作轨迹运动形成母线A 1,A 1绕导线B 2运动形成(A 1、B 2为两个独立的运动)。
如图1(b )(2) 成形法:采用宽刀刃,只需一个成形运动B 2。
如图1(c )(a ) (b ) (c )图1-1平面成形原理和相应的机床加工方法 1-3 用°=45r κ的车刀加工外圆柱面,加工前工件直径为Φ62,加工后直径为Φ54,主轴转速n = 240 r/min ,刀具的进给速度v f =96mm/min ,试计算C v 、f 、a p 、h D 、b D 、A D 。
解:3.146224046.72(/min)10001000C dn v m π××=== 96/2400.4(/)f mm r ==()/24()p w m a d d mm =−=sin 0.4sin 450.283()D r h f mm κ==×=o/sin 4/sin 45 5.657()D p r b a mm κ===o20.44 1.6()D p A f a mm =×=×=o1-5 画出下列标注角度的车床切断刀的车刀图:o 100=γ,o 60=α,o 20=′α,o 90=r κ,o 2=′r κ,o 0=s λ。
解:(参照教材P113页图3-4,第二行,第二个图)根据刀具几何参数定义,在切削刃上选定点A ,切削速度C V 矢量垂直于纸面,基面过A 点平行于纸面为r P 。
切削平面过A 点,垂直于纸面并与切削刃(粗线P 分)相切为s P ,按正交方法可得到主剖面0P 。
如图1-5图1-51-10 按照以下刀具材料、工件材料、加工条件进行相应刀具材料的合理选择刀具材料:YG3X ,YG8,YT5,YT30,W18Gr4V工件材料及切削条件:①粗铣铸铁箱体平面;②精镗铸铁箱体孔;③齿轮加工的滚齿工序;④45钢棒料的粗加工;⑤精车40Cr 工件外圆。
本文只解答了简答题部分,计算题部分因需作图和一些公式,书写较慢,故省略,请见谅!5-1什么叫主轴回转误差?它包括哪些方面?(1)主轴回转误差——在主轴运转的情况下,轴心线位置的变动量叫主轴回转误差。
(2)包括:1纯轴向窜动△x。
2纯径向移动△r。
3纯角度摆动△Y5-2在卧式镗床上采用工件送进方式加工直径200mm的通孔时,若刀杆与送进方向…5-35-4什么是误差复映?误差复映系数的大小与那些因素有关?毛坯的误差部分或全部复映到工件上的现象为误差复映。
误差复映系数E=△I/△毛=C/K系统,K系统越大,E就越小,毛坯误差复映到工件上的部分就越小。
5-8中间深度较两端浅是因为机床刚度有限,工件变形在中间严重造成。
比调整深度小时因为刀架刚度有限,加工时刀架变形收缩。
5-13原因:垫圈、螺母压紧过大,夹紧后使工件在轴线上变形膨胀,加工完成后,卸下夹紧力,工件变形消失,故导致加工不精确,产生壁厚不均匀的误差。
5-15(1)服从偏态分布的误差:有随机误差和突出变值误差的系统服从偏态误差。
如端面圆跳动,径向圆跳动等。
(2)服从正态分布的误差:大批大量生产,工件的尺寸误差是由很多相互独立的随机误差综合作用的结果,且没有一个随机误差是起决定作用的。
如调整好的机床加工好的一批零件。
5-19工艺系统不稳定。
5-20为什么机器零件一般都是从表面层开始破坏?零件表面和表面层经过常规机械加工或特种加工后总是存在一定程度是微观不平度、冷作硬化、残余应力以及金相组织变化等问题,零件在高应力、高速度、高温等条件下工作时,由于表面作用着最大的应力并直接受外界介质的腐蚀,表面层的任何缺陷都可能引起应力集中,应力腐蚀等现象,从而机器零件一般是从表面层开始破坏。
5-21试述表面粗糙度,表面物理机械性能对机器使用性能的影响。
(1)表面粗糙度对机器使用性能的影响:a对耐磨性,一般表面粗糙度越大,耐磨性越差,但表面粗糙度太小耐磨性也差;b对疲劳强度,表面粗糙度越小,使疲劳强度升高;c对配合质量:表面粗糙度太大,影响配合稳定性;d对抗腐蚀性,表面粗糙度越小,抗腐蚀性越好。
机械制造工艺学(第三版)习题册答案目录模块一机械制造基础知识 (1)任务1认识常见金属切削机床的型号 (1)任务2认识常见金属切削机床及刀具 (2)任务3选择零件毛坯 (5)任务4选择零件的热处理方法 (7)模块二典型表面机械加工方法的选择 (11)任务1外圆表面机械加工方法的选择 (11)任务2认识常见金属切削机床及刀具 (13)任务3平面机械加工方法的选择 (15)任务4成型表面机械加工方法的选择 (19)任务5螺纹表面机械加工方法的选择 (21)模块三机械加工质量与控制 (24)任务1认识机械加工精度 (24)任务2典型表面常见的加工误差与控制 (25)任务3加工误差的统计分析 (28)任务4选择保证加工精度的方法 (30)任务5表面质量的控制 (31)模块四机械加工工艺规程的制定 (34)任务1制定零件机械加工工艺过程 (34)任务2认识机械加工工艺规程 (36)任务3编制机械加工工艺过程卡 (37)任务4编制机械加工工序卡 (44)模块五典型零件的加工工艺分析 (53)任务1轴类零件的加工工艺分析 (53)任务2套类零件的加工工艺分析 (56)任务3箱体零件的加工工艺分析 (59)任务4圆柱齿轮零件的加工工艺分析 (61)模块六复杂零件加工工艺分析 (64)任务1曲轴零件的加工工艺分析 (64)任务2卧式车床丝杠的加工工艺分析 (65)任务3深孔零件加工工艺分析 (67)任务4连杆零件的加工工艺分析 (69)模块七机械装配工艺 (72)任务1认识装配工作 (72)任务2编制机械装配工艺规程 (73)任务3认识装配尺寸链 (75)任务4选择保证装配精度的方法 (76)模块八先进制造技术 (81)任务1认识超精密加工 (81)任务2认识高速加工 (82)任务3认识增材制造技术 (82)模块一机械制造基础知识任务1认识常见金属切削机床的型号一、填空题(将正确答案填写在横线上)1.尺寸精度2.车床磨床铣床3.通用专门化4.汉语拼音字母5./6.类代号7.数控车床8.阿拉伯数字阿拉伯数字9.折算10.主参数11.联动轴数复合二、判断题(正确的,在括号内打“√”;错误的,在括号内打“×”)1.√2.√3.×4.√5.√6.√7.√8.√9.×10.×11.√12.√13.√14.√15.×三、选择题(将正确答案的序号填写在括号内)1.A2.C3.D4.A5.B6.A7.D8.A四、解释下列机床型号的含义1.答:CQ6140B表示工件最大回转直径为400mm的经第二次重大改进的轻型卧式车床。
6-1什么是生产过程,工艺过程和工艺规程?(1)生产过程——将原材料转变为成品的过程。
(2)工艺过程——在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或半成品的过程称为工艺过程。
(3)工艺规程——把合理工艺过程的有关内容写成工艺文件的形式,用以指导生产,这些工艺文件称为工艺规程。
6-2何谓工序、工步、走刀?(1)工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那部分工艺过程。
(2)工步是在加工表面不变,加工工具不变,切削用量不变的条件下所连续完成的那部分工序。
(3)走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。
6-3零件获得尺寸精度、形状精度、位置精度的方法有哪些?(1)零件获得尺寸精度的方法:试切法、定尺寸刀具法、调整法、自动控制法。
(2)零件获得形状精度的方法:轨迹法、成形法、展成法。
(3)零件获得位置精度的方法:找正法、装夹法。
6-4不同生产类型的工艺过程的特点:p222-223表6-4.6-5试述工艺规程的设计原则、设计内容、设计步骤。
(1)工艺规程的设计原则:1所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
2应使工艺过程具有较高的生产率,使产品尽快投放市场。
3设法降低制造成本。
4注意减轻劳动工人的劳动强度、保证生产安全。
(2)工艺规程的设计内容及步骤:1分析研究产品的零件图及装配图。
2确定毛坯。
3拟定工艺路线,选择定位基准。
4确定各工序所采用的设备。
5确定各工序所采用的刀具、夹具、量具和辅助工具。
6确定各主要工序的技术技术要求及检验方法。
7确定各工序的加工余量,计算工序尺寸和公差。
8确定切削用量。
9确定工时定额。
10技术经济分析。
11填写工艺文件。
6-6拟定工艺路线需完成那些工作?拟定工艺路线须完成的工作:1确定加工方法。
2安排加工顺序。
3确定夹紧方法。