吹塑成型模具
- 格式:doc
- 大小:1.23 MB
- 文档页数:13


模具成型分类模具成型是指通过制作和使用模具来生产零部件和产品。
模具成型可以分为几种不同的类型,包括压力成型、注射成型、挤压成型、吹塑成型等。
下面将分别介绍这些不同类别的模具成型。
压力成型压力成型也称为压铸成型,是一种施加压力使液态或半固态金属流入模具中,通过冷却后制成产品的方法。
这种方法通常用于生产金属零部件和产品。
常见的金属压力成型技术包括高压铸造和低压铸造。
在高压铸造过程中,金属被注入一个高压模具中并冷却形成模具形状。
低压铸造是一种较慢的过程,通过施加较低的压力使金属流入模具中,但相对来说更精确。
注射成型注射成型是将塑料材料注入到成型器中的过程,使其在高温和高压下快速凝固形成产品的一种方法。
这种技术通常被用于制作塑料零件和产品。
注射成型可分为热流道和冷却道两种类型。
热流道技术是通过直接喷射熔化的塑料将其注入模具中,而冷却道技术则是先将塑料熔化后再输送到成型器中。
挤压成型挤压成型是一种通过将塑料材料推入模具中使其形成产品的方法。
这种技术通常被用于制作管状和长形塑料零件。
挤压成型可以分为单层挤压和多层挤压。
单层挤压是一种将熔化后的塑料材料输送至模具中的过程。
而多层挤压则是将多种材料层叠在一起,以使其形成更耐用的材料。
吹塑成型吹塑成型是通过在成型器中灌入熔化的塑料,然后用压缩空气将其吹成形状的方法。
这种技术常用于生产塑料瓶和其他小型塑料制品。
吹塑成型可以分为一次吹塑和两次吹塑。
一次吹塑是通过将新鲜塑料材料灌入到预定的形状中并加热使其膨胀。
两次吹塑是一种在预定形状和一些细节被制成后再次吹气的方法,以使产品完全形成所需形状。
总结模具成型是制造塑料、金属等各种材料制品的重要工艺之一,模具成型可分为压力成型、注射成型、挤压成型、吹塑成型等不同种类。
了解不同的成型方式有助于在选择制造工艺上做到更好的选择,避免错误选择而导致不必要的损失。
塑料成型模具的分类塑料成型模具是生产塑料制品的重要工具,具有极其重要的作用。
根据其不同的使用目标和效果,可以将其分为不同的分类。
本文将就塑料成型模具的分类进行详细介绍。
1、按照制品用途分类(1)包装用模具用于塑料容器、瓶盖等塑料包装制品的制造。
在生产过程中模具需要具有一定的耐磨性,保证长时间的生产运行。
(2)日用品用模具用于生产塑料质地的日用品,如洗衣机、保龄球、垃圾桶等。
(3)工业用模具用于生产汽车、电器、工业化盛装器等塑料装备。
由于模具尺寸大,通常需在专业的模具工厂进行加工。
2、按照塑料特性分类(1)普通塑料模具是用于生产普通塑料制品的模具。
如聚乙烯、聚丙烯、聚乙烯、聚苯乙烯等。
(2)电器性能塑料模具用于生产塑料电气机组般达成状态的制品,如塑料开关、插座、电气箱、电池等。
(3)工程塑料模具用于生产高性能塑料制品,如PA、PC、POM、PBT、PET等。
这类模具具有高强度、高精度、高耐磨性等特性,适用于高精度、高质量、高复杂性制品的制造。
3、按照加工方式分类(1)压铸模具采用压铸工艺生产的塑料制品使用的模具。
这种模具可以浇注并铸造不同形状的制品。
(2)吹塑模具制造用吹塑成型工艺生产的制品所用的模具。
(3)注塑模具即使用注塑工艺生产的制品使用的模具。
这种模具具有较高的精度和质量,适用于各种精密制品的制造。
4、按照成型过程分类(1)单凸模具单凸模具具有最基本的单模型结构。
(2)复凸模具复凸模具是由多个凸轮和多个芯块组成的,适用于用单模型不能完成的制品的制造。
(3)全模具全模具包括塑料制品的外形和内芯部分。
综上所述,塑料成型模具按照制品用途、塑料特性、加工方式、成型过程等方面可以分为不同类别。
根据需要选择适合的模具种类可以保证高质量的生产效果。
塑料吹塑模具操作流程塑料吹塑是一种常见的塑料加工方法,通过模具在加热软化的塑料管材上施加气压,使其膨胀成型。
在进行塑料吹塑加工时,正确的操作流程对于产品质量和生产效率至关重要。
下面将详细介绍塑料吹塑模具的操作流程。
1. 设计模具与准备材料在进行塑料吹塑加工之前,首先需要设计并准备好合适的吹塑模具。
吹塑模具根据产品的形状和尺寸来设计,需要保证模具表面光滑,尺寸准确。
同时,还需准备好合适的塑料原料,确保材料质量符合要求。
2. 加热塑料管材将准备好的塑料管材放入吹塑机中进行加热。
加热的温度和时间需要根据塑料的类型和厚度来确定,确保塑料可以达到软化状态,便于塑料在模具中膨胀成型。
3. 模具装配与调整将设计好的吹塑模具进行装配,并根据产品要求进行调整。
确保模具之间的间隙合适,避免产品出现变形或瑕疵。
同时,还需调整模具温度和气压等参数,确保产品膨胀成型的质量和效率。
4. 开始吹塑生产当塑料管材达到软化状态并完成模具调整后,开始施加气压进入模具进行吹塑成型。
此时需要确保气压的均匀施加,以避免产品出现厚薄不均或气泡等质量问题。
同时,还需控制好吹塑的速度和时间,确保产品尺寸和形状的准确度。
5. 取出成品与检验当吹塑过程完成后,将成型的产品从模具中取出。
对产品进行外观检查,确保表面光滑,尺寸符合要求。
同时还需进行物理性能测试,如拉伸强度、耐磨性等,确保产品质量达标。
6. 包装与入库最后,对合格的产品进行包装并入库。
包装要求根据产品的特性来确定,确保产品在运输和储存过程中不受损坏。
同时,还需做好产品信息记录,方便追溯和管理。
通过以上的操作流程,可以保证塑料吹塑模具在生产过程中的质量和效率。
正确的操作流程不仅能够提高产品质量,还能够提升生产效率,为企业带来更多的经济效益。
因此,在进行塑料吹塑加工时,务必按照规范的操作流程进行操作,做好每个环节的控制和调整,确保产品达到最佳效果。

吹塑模具工作原理
吹塑模具是一种特殊的塑料成型工具,它的工作原理是将熔化后的塑料通过压力送入模具中,然后通过模具内部的空气压力将塑料吹制成所需要的形状。
吹塑模具的制作需要使用先进的数控机床和激光成型技术,以保证模具的高精度和高质量。
在模具的设计中,需要考虑到产品的形状、尺寸、厚度、壁厚等因素,以及模具的材质和结构,以确保生产出的塑料制品具有良好的外观和性能。
通常情况下,吹塑模具是由两个模具组成:一个是内模,一个是外模。
在模具关闭后,塑料通过喷嘴进入模具,然后在模具内部被加热软化。
接着,通过加压将空气送入模具内部,使得塑料在模具内部成型。
随着空气的压力不断增加,塑料的形状也随之改变,最终成为所需的产品形状。
吹塑模具广泛应用于各种塑料制品的生产中,包括瓶子、桶子、盆子、玩具等。
它具有生产效率高、成本低、产品质量好等优点,是现代工业生产中不可或缺的一种工具。
- 1 -。

吹塑模具的基本结构及材料选用吹塑模具是吹塑工艺中非常重要的一环,它的结构和材料的选用直接影响到产品的质量和生产效率。
下面是吹塑模具的基本结构及材料选用的详细介绍。
一、吹塑模具的基本结构1.模具座:模具座是模具的基座,它一般由铸铁、钢板焊接等材质制成,具有较高的强度和稳定性,用于固定模具及固定在吹塑机上。
2.模具板:模具板是承载塑料瓶胚的主要部件,它一般由铝合金、钢板等材质制成,具有高硬度和耐磨性,能够确保塑料瓶胚的形状和尺寸精度。
3.模具芯:模具芯是决定塑料容器内部形状的部件,它一般由优质的钢材制成,具有高硬度、高耐磨性和高韧性,能够承受较大的冲击力和压力,保证塑料瓶胚的内部光滑和精度。
4.模具口:模具口是决定塑料瓶口形状和尺寸的部件,它一般由合金钢制成,具有高硬度、高精度和高抗磨性,能够确保瓶口的光滑和密封性能,以及方便后续的打磨和修整。
5.喷嘴:喷嘴是决定塑料瓶体形状和尺寸的部件,它一般由优质的钢材制成,具有高耐磨性和高热传导性能,能够确保塑料瓶体的成型质量和精度。
二、吹塑模具的材料选用1.模具座材料选用:模具座需要具备高强度和稳定性,一般选用铸铁、钢板焊接等材质。
铸铁具有较高的强度和耐腐蚀性,钢板焊接具有较好的稳定性和韧性,能够满足模具固定和吹塑操作的需求。
2.模具板材料选用:模具板需要具备高硬度和耐磨性,一般选用铝合金、钢板等材质。
铝合金具有较高的硬度和轻量化特点,能够减轻模具的重量和提高生产效率;钢板具有较好的稳定性和耐腐蚀性,能够确保塑料瓶胚的形状和尺寸精度。
3.模具芯材料选用:模具芯需要具备高硬度、高耐磨性和高韧性,一般选用优质的钢材。
优质的钢材具有高硬度和优良的耐磨性,能够保证模具芯的使用寿命和塑料瓶胚的内部精度;高韧性能够承受较大的冲击力和压力,确保模具的稳定性和可靠性。
4.模具口材料选用:模具口需要具备高硬度、高精度和高抗磨性,一般选用合金钢。
合金钢具有很高的硬度、高精度和高抗磨性,能够确保瓶口的光滑和密封性能,以及方便后续的打磨和修整。
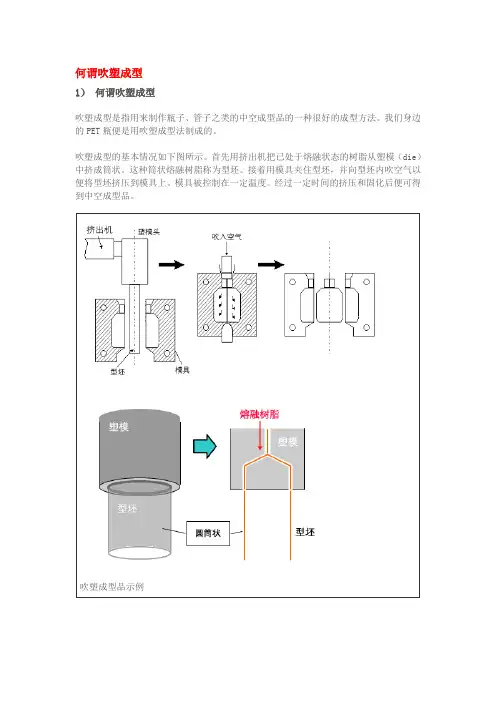
何谓吹塑成型1)何谓吹塑成型吹塑成型是指用来制作瓶子、管子之类的中空成型品的一种很好的成型方法。
我们身边的PET瓶便是用吹塑成型法制成的。
吹塑成型的基本情况如下图所示。
首先用挤出机把已处于熔融状态的树脂从塑模(die)中挤成筒状。
这种筒状熔融树脂称为型坯。
接着用模具夹住型坯,并向型坯内吹空气以便将型坯挤压到模具上。
模具被控制在一定温度。
经过一定时间的挤压和固化后便可得到中空成型品。
吹塑成型品示例2)吹塑成型的特点优点1.便于制作中空成型品。
注射成型时采用气体辅助注射(GAI)等方法也可进行中空成型,但中空率高的容器之类的成型品却难以制作。
不过天无绝人之路,吹塑成型法便可很容易地解决这一问题。
2.可获得韧性很高的成型品。
吹塑成型采用高分子树脂以便形成型坯,因此可以获得高韧性成型品。
3.属于低应力成型。
只是用模具夹住筒状下垂的树脂,而不是像注射成型那样通过高压把树脂填充到模具内,因此可以降低流动应变、取向应变、残留应力等。
4.可进行多层成型。
5.容易形成双层成型品。
6.成型机价格低廉。
7.模具价格便宜(合模力低,因此结构简单一些就够用了)。
8.所需器材都很便宜,因此适合多品种少批量生产。
缺点1.尺寸精度降低。
由于不像注射成型那样需要施加树脂压力,因此模具的复制效果较差;同时由于会出现一定程度的自由收缩,因此尺寸精度也难以体现出来。
2.内面平滑性变差(玻璃纤维增强品)。
3.成型周期延长。
由于模具温度会受到控制,因此成型品外壁会较快固化,但由于成型品内部是中空的,因此内壁不会冷却,从而导致固化时间延长。
(3)吹塑成型的种类(3-1)直接吹塑成型直接吹塑成型是容器形状成型中常用的一种吹塑成型方法。
复杂形状的制品容易产生飞边,因此还应预先考虑好飞边的回收利用方法。
直接吹塑成型的基本过程(3-2) 三维吹塑成型在通过数字控制方式来移动倾斜的模具的同时使型坯流入模腔并充气的一种成型方法(Placo 式)。
本方法适用于弯管成型,几乎不会产生飞边。
吹塑模具工作原理吹塑模具是制造塑料容器等塑料制品的一种专用加工设备,工作原理是通过塑料熔融挤出机将塑料颗粒加热熔融,然后将熔融的塑料通过导杆传输到模具腔内,在模具的作用下通过气压将塑料膨胀成型,并在冷却后将模具打开,取出被成型的产品。
吹塑模具通常由模具材料、模具结构和模具设计几个方面构成。
首先,模具材料通常选择具有高耐磨性、耐腐蚀性和导热性能的材料,如钢、铬镍钴合金等。
模具材料的选择对模具的使用寿命和产品质量有着重要影响。
其次,模具结构是吹塑模具工作原理的基础。
模具通常由上模和下模两部分组成,上模与下模通过拉杆等连接方式相连,形成一个封闭的模具腔。
模具内部的几何形状和结构决定了最终成型产品的形状和结构,通常由模芯和模腔几个部分组成。
模芯是由涡轮式或机械式进步器控制的气动或液压传动机构驱动,用于控制模腔的开合,实现产品的膨胀成型和取出。
模腔是塑料膨胀成型的重要部分,其形状和尺寸决定了最终产品的形态。
最后,模具设计是根据产品的要求和成型过程的要求进行的。
首先,需要根据产品的形状和尺寸设计出合适的模芯和模腔,以保证产品的形态和尺寸精度。
其次,在模具设计过程中,需要考虑塑料膨胀成型的过程,确定合适的模具腔内气流和冷却系统,以保证成型过程中的均匀和稳定。
最后,需要考虑模具的制造和使用过程中的方便性和自动化程度,以提高生产效率和产品质量。
总的来说,吹塑模具工作原理是通过熔融塑料的挤出和气压膨胀成型,在模具结构和设计的作用下,实现塑料容器等塑料制品的成型。
模具材料、模具结构和模具设计是影响吹塑模具工作原理的重要因素,合理的选择和设计可以提高成型效率和产品质量。
吹塑模具是一种用于制造塑料制品的工具,主要用于塑料成型工艺中的吹塑工艺。
该工艺通过在闭合的模具内吹入压缩空气,使材料向四周扩散,从而紧贴模具内壁形成中空状态。
具体来说,吹塑模具可以用于生产各种中空容器,如瓶子、罐子、桶等,以及套管部件,如电视外壳、冰箱外壳等。
此外,吹塑模具还可以应用于食品、化妆品和医疗等行业,用于生产食品包装瓶、塑料杯、化妆品瓶、盖子、药品瓶和口腔水杯等。
吹塑模具的出现不仅提高了塑料制品的生产效率,同时也提高了产品的质量。
其制作过程涉及计算机辅助设计、数控机床加工、雕铣、线切割、电火花等技术,保证了模具的尺寸精度和表面质量,从而确保了塑料制品的一次成型效果。
吹塑模具一般由一对模具组成,有上下两个部分,上下模具通过压力形成成型腔。
根据制品形状和生产工艺的不同,吹塑模具可以分为不同的类型,如中空容器吹塑模具和套管吹塑模具等。
同时,吹塑模具材料的选择也非常重要,一般采用耐磨、耐腐蚀的工具钢。
总的来说,吹塑模具是塑料加工行业中不可或缺的重要工具,其应用范围广泛,对于提高塑料制品的生产效率和产品质量具有重要意义。
吹塑模具设计要点概要1.产品设计要点:在进行吹塑模具设计之前,首先需要对要生产的产品进行深入的分析和了解。
包括产品的形状、尺寸、容量、材质等要求。
这些数据将直接影响到模具的设计和制造。
2.模具结构设计要点:吹塑模具通常由芯棒、冷却系统、分模系统和出料系统等部分组成。
在进行模具结构设计时,需要考虑产品的形状和尺寸,并选择合适的结构形式。
如常用的两片式模具、多片式模具、套筒模具等。
3.材料选用要点:吹塑模具通常采用优质合金钢或特殊材料制造,以保证模具的耐磨性、强度和使用寿命。
在选择材料时,需要考虑模具的工作环境和要求,选择合适的材料,同时还需要考虑材料的可加工性和成本。
4.出料系统设计要点:吹塑模具的出料系统用于将熔融的塑料注入模具中,同时将成型品取出。
在出料系统设计时,需要考虑塑料的流动性、冷却性和断面均匀性等因素,以保证产品的质量和生产的效率。
5.冷却系统设计要点:吹塑模具在生产过程中需要进行冷却,以便塑料快速凝固并保持形状。
在冷却系统设计时,需要考虑到产品的不同部位的冷却速度不同,需合理安排冷却系统的布局和设计冷却水路。
6.模具加工要点:吹塑模具的制造需要经过多道工序,包括车床加工、铣床加工、电火花加工、线切割加工等。
在进行模具加工时,需要保证加工工艺和精度,尤其是对于塑件的尺寸和表面光洁度要求较高的模具。
吹塑模具设计的要点总结如上,不同类型的吹塑模具在设计和制造时会有一些特定的要求和注意事项,根据实际情况进行具体的分析和设计。
模具设计师需要熟悉吹塑工艺的原理和要求,结合实际的生产情况,进行综合考虑和优化设计,以提高模具的质量和生产效率。
吹塑铝合金模具设计与制造以吹塑铝合金模具设计与制造为题,本文将从模具设计和制造的角度介绍吹塑铝合金模具的相关知识。
一、吹塑铝合金模具的概述吹塑铝合金模具是一种用于吹塑成型的模具,它采用铝合金材料制造而成。
吹塑成型是一种常见的塑料加工方法,通过将熔化的塑料注入到模具中,经过冷却和固化后得到所需的塑料制品。
铝合金模具由于其优良的导热性能和较低的成本,成为吹塑模具制造中的重要选择。
二、吹塑铝合金模具的设计1. 模具结构设计吹塑铝合金模具的结构设计应考虑到产品的形状、尺寸和生产要求。
模具结构通常包括模具座、模具芯、模具腔等部分,其中模具芯和模具腔是形成产品形状的关键部分。
设计时需要考虑产品的收缩率、壁厚、表面光洁度等因素,确保最终产品的质量。
2. 模具材料选择吹塑铝合金模具的材料选择主要考虑到其导热性能和机械性能。
铝合金具有良好的导热性能,能够快速散热,提高模具的生产效率。
同时,铝合金还具有较高的强度和硬度,能够满足模具在生产过程中的工作要求。
3. 模具制造工艺吹塑铝合金模具的制造工艺主要包括模具结构加工、表面处理和装配等环节。
模具结构加工包括数控加工、线切割、铣削等,通过这些工艺将模具的结构加工成所需的形状。
表面处理则是为了提高模具的耐磨性和防腐性,常见的表面处理方法包括阳极氧化、喷砂、电镀等。
最后,将各个部件装配到一起,确保模具的完整性和可靠性。
三、吹塑铝合金模具的制造1. 设计验证在制造吹塑铝合金模具之前,需要进行设计验证,确保模具的设计符合产品要求。
通过计算和模拟分析,验证模具的结构和尺寸是否满足产品的要求,避免因设计错误导致的生产问题。
2. 材料准备吹塑铝合金模具的制造需要准备相应的铝合金材料。
选择合适的铝合金材料,根据模具的尺寸和形状进行切割和加工,确保材料符合设计要求。
3. 模具制造模具制造包括模具结构加工、表面处理和装配等环节。
根据设计要求,通过数控加工、线切割、铣削等工艺将模具的结构加工成所需形状。
苏打水瓶中空吹塑模具设计(含全套CAD图纸)摘要摘要吹塑成型是热塑性塑料制件的一种主要成形方法。
吹塑成形可成形各种形状的塑料制件。
它的特点是成形周期短,能一次成形外形复杂,尺寸较为精密,不带嵌件的塑料制件,且生产率比较高,易于实现自动化生产,所以广泛用于塑料制件的生产。
近年来,PET吹塑瓶以其质量轻、强度高、透明、无毒等优点被大量用于饮料包装,特别是碳酸性饮料的包装,于是提出了PET树脂中空吹塑模具设计。
该设计方案首先分析了PET瓶的几何结构和瓶坯的吹塑成型工艺,模具工作部分的温度控制等;然后提出了中空吹塑模具的结构,并阐述其工作原理。
该模具结构设计合理,操作方便,能满足使用要求。
关键词: PET树脂; 瓶坯; 吹塑模; 冷却水道。
IABSTRACTABSTRACTThe blowing injection formation is the thermoplastic work piece one main formed method. The injection forming may form each kind of shape the plastic work piece. Its characteristics is to take shape periodshort, can take shape the shape complications once, size nicety, take the plastics system piece of have the piece, and the rate of production is high, being easy to carry out the automation production, so used for the production of the plastics system piece extensively.In recent years, with its quality mould high trength, ransparent, non-toxic advantages ,PET bottles were used to the beverage packaging, especially the carbonate drink . Then PET resin for blow molding mould design. The design scheme is firstly analyzed the geometrical structure of PET bottle of bottle preform and blow molding process. Mould work of temperature control parts etc. Then it puts forward for blow molding mould structure.,and its working principle. The mould structure reasonable design, convenient operation, can satisfy the requirements of operation .Keywords: PET resin; bottle reform; blowing mold; cooling channels.II目录目录摘要 ..................................................................... ........................................................................ . (I)ABSTRACT ........................................................... ........................................................................ .. II第一章简介 ..................................................................... ...................................................... 1 1.1 概述 ..................................................................... .......................................................... 1 1.2 吹塑制品的应用 ..................................................................... ........................................ 2 1.3 选题的依据和意义 ..................................................................... .................................. 4 1.4 本课题目前发展状况 ..................................................................... ................................ 4 1.5 本课题在国外的发展现状 ..................................................................... ........................ 5 1.6 塑料注塑模具的地位和未来的发展趋势 .....................................................................6第二章吹塑制件设计 ..................................................................... .................................... 9 2.1 吹塑件的功能和性能要求 ..................................................................... .................... 9 2.2 材料及其性能 ..................................................................... ...................................... 10 2.3 吹塑制件的几何结构设计 ..................................................................... (12)2.3.1容积 ..................................................................... .. (12)2.3.2.外形 ..................................................................... . (12)2.3.3.垂直载荷强度 ..................................................................... (13)2.3.4.刚度 ..................................................................... . (14)2.3.5.壁厚 ..................................................................... . (14)2.3.6.底部(支撑面) .................................................................... (14)2.3.7.边缘及转角(圆角) .................................................................... . (15)2.3.8.口部 ..................................................................... . (15)2.3.9.螺纹 ..................................................................... . (16)2.3.10.脱模斜度 ..................................................................... (17)第三章吹塑成型工艺 ..................................................................... .................................. 18 3.1 中空吹塑成型方式 ..................................................................... .............................. 18 3.2 吹塑成型的工艺及技术参数 ..................................................................... .. (20)3.2.1塑料挤出工艺 ..................................................................... . (21)3.2.2 吹胀定型工艺 ..................................................................... (22)3.2.3成型技术参数 ..................................................................... . (24)3.2.4 成型设备选用 ..................................................................... .. (26)第四章模具结构设计 ..................................................................... .................................. 28 4.1 吹塑模具结构选择 ..................................................................... (28)4.1.1 吹塑模具的工作方式 ..................................................................... .. (28)4.1.2 吹塑模具的组装方式 ..................................................................... .. (29)4.1.3 吹塑模具的吹气方式 ..................................................................... .. (30)4.1.4 吹塑模具的启闭方式 ..................................................................... .............. 30 4.2 分模面的选择 ..................................................................... ...................................... 31 4.3 成型零件设计 ..................................................................... .. (31)目录4.3.1 成型零件应具备的性能 ..................................................................... . (31)4.3.2 成型零件结构设计 ..................................................................... (32)4.4 吹塑模具的排气系统设计 ..................................................................... (36)4.4.1模腔排气 ..................................................................... (36)4.4.2螺纹处排气 ..................................................................... .. (39)4.5 吹塑模具冷却系统设计 ..................................................................... . (40)4.5.1 模具材料的选择 ..................................................................... . (40)4.5.2 冷却系统设计计算 ..................................................................... (40)4.5.3冷却水的位置布置 ..................................................................... .. (45)4.6 导向机构设计 ..................................................................... .. (46)4.6.1 导柱 ..................................................................... (46)4.6.2 导套 ..................................................................... (47)4.6.3 导柱位置的布置 ..................................................................... ...................... 47 第五章模具尺寸与技术参数校核 ..................................................................... (48)5.1模具结构尺寸 ..................................................................... . (48)5.2锁模力的校核 ..................................................................... . (48)5.3 模板开距的校核 ..................................................................... ...................................... 49 结束语 ..................................................................... .. (50)致谢 ..................................................................... .........................................................................56 参考文献 ..................................................................... (46)河南理工大学本科毕业论文第一章简介1.1 概述人们生活中使用的各种容器,随着科学技术的进展,制造容器的材料在不断演变和发展,如石头、泥土、木材、竹、藤、草、纸张、棉布、皮革、陶瓷、玻璃、水泥、铁、钢、有色金属、橡胶和合成塑脂等,而塑料容器时19世纪中叶才出现的新材料、新产品。
注塑和吹瓶模具基础知识(1)成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模(成型塑件内部形状)、凹模(成型塑件外部形状)、型芯、嵌件和镶块等组成(2)浇注系统熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通道称为浇注系统主流道、浇口及冷料井等组成。
1.澆口設計須產生一迅速、均勻和單方向的模具充填模式2.澆口位置必須使在模穴內的空氣對射出成形時可逃逸,否則將在成形時造成短射或是燒焦痕跡.3.萬一澆口位置造成縫合線和熔合線,應使縫合線和熔合線移至較適當位置4.澆口位置和尺寸應避免產生噴射流(在短射時有線狀或是義大利麵條狀的熔膠外觀),噴射流現象可以藉加大澆口或是改變澆口位置使熔膠流向及衝擊模壁.5. 澆口冷凝時間是模穴最大有效保壓時間. 假如澆口冷凝時間設計得宜將可避免射出材料的逆6.澆口位置應置於成形品最厚的區域, 最好是在不影響模製品的功能和外觀之處.(3)导向定位机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合(4.1)侧向抽芯旋转机构塑件上的侧向如有凹、凸形状的孔或凸台,这就需要有侧向的凹、凸模或型芯来成型。
在塑件被推出之前,必须先拔出侧向凸模或抽出侧向型芯,然后方能顺利脱出。
使侧向凸模或侧向型芯移动的机构称为侧向抽芯机构。
(5.2)顶出机构顶出机构是指模具分型以后将塑件顶出的装置(又称脱模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆等组成。
(6)冷却加热系统(温控) 1.提高生產力. 2.保証一幅模具的有效利用在熱塑性塑膠射出成型的周期中,模具的冷卻時間占整個周期的三分之二以上.有效的冷卻迴路設計可減少冷卻時間,因而增加總生產量;再者,均勻的冷卻可降低因熱傳不均而產生的殘余應力.從而控制成品翹曲,以維持成形品尺寸的精準度和穩定性,進而改善產品的品質.为了使熔融塑料在模具型腔内尽快固化成型,提高生产效率,一些塑料成型时必须对模具进行冷却,通常是在模具上开设冷却水道,当塑料充满型腔并经一定的保压时间后,水道通以循环冷水对模具进行冷却。
吹塑模具工作原理吹塑模具是一种用于塑料制品生产的专用模具,它是塑料制品加工中不可或缺的工具之一、吹塑模具的工作原理是通过将加热软化的塑料吹入模具腔体,并通过压缩空气的作用使塑料在模具空腔中迅速冷却成型,最终得到所需的塑料制品。
下面将详细阐述吹塑模具的工作原理。
首先,吹塑模具由模具上、下两个部分组成。
上模具和下模具之间有一个模具腔体,模具腔体的形状和尺寸决定了最终塑料制品的形状和尺寸。
上模具上有一个供塑料进料的喷嘴,下模具上有一个供模具腔体排气的出气口。
模具腔体是由上模具和下模具闭合时形成的,它是塑料制品的外形。
接下来,选择适当的塑料料粒加热至软化点,通常采用的加热方式有热疑炉加热、电加热和红外线加热三种。
加热后的塑料料粒塞进模具的喷嘴中,通过挤压机或搅拌器将塑料料粒塞进模具。
然后,模具上下两个部分闭合,形成模具腔体。
此时,上模具的喷嘴与下模具的出气口相对应,通过模具的喷嘴进气口,将压缩空气注入模具腔体。
压缩空气的作用有两个方面:首先,它使塑料在模具腔体中均匀地贴附于模具腔体壁面,并且充满整个模具腔体;其次,压缩空气的注入也使塑料快速冷却,使其获得所需的形状。
随着模具腔体中的塑料冷却固化,模具腔体逐渐打开,模具上下两个部分分离。
此时,塑料制品与模具腔体分离,进一步加工处理即可得到最终所需的塑料制品。
需要指出的是,吹塑模具的具体工作原理根据不同的产品而有所差异,例如注塑家具、注塑日用品等。
不同的产品对吹塑模具的形状、尺寸、材料等都有不同的要求,因此吹塑模具的工作原理也会有所不同。
吹塑模具工作原理的关键是通过加热软化的塑料吹入模具腔体,并通过压缩空气的作用使塑料在模具空腔中迅速冷却成型。
通过不断改进和完善吹塑模具的设计和制造工艺,可以生产出更加复杂、精确的塑料制品,满足不同行业和领域的需求。
第11章气动成形模具1、中空吹塑成形模具塑料的中空成形是指用压缩空气吹成中空容器和用真空吸成壳体容器而言。
吹塑中空容器主要用于制造薄壁塑料瓶、桶以及玩具类塑件。
吸塑中空容器主要用于制造薄壁塑料包装用品、杯、碗等一次性使用的容器。
中空吹塑成形是把塑性状态的塑料型坯置于模具内,压缩空气注入型坯中将其吹涨,使吹涨后制品的形状与模具内腔的形状相同,冷却定型后得到需要的产品。
根据成形方法的不同,可分为挤出吹塑成形、注射吹塑成形、注射拉伸吹塑成形、多层吹塑成形、片材吹塑成形等形式。
(1) 中空吹塑成形工艺分类①挤出吹塑成形挤出吹塑成形是成形中空塑件的主要方法。
首先挤出机挤出管状型坯;截取一段管坯趁热将其放入模具中,闭合对开式模具的同时夹紧型坯上下两端;向型腔内通入压缩空气,使其膨胀附着模腔壁而成形,然后保压;最后经冷却定型,便可排除压缩空气并开模取出塑件。
挤出吹塑成形模具结构简单,投资少,操作容易,适合多种塑料的中空吹塑成形。
缺点是壁厚不易均匀,塑件需后加工去除飞边。
图11-1挤出吹塑成型1-挤出机头;2-吹塑模;3-管状型坯;4-压缩空气管;5-塑件②注射吹塑成形注射吹塑成形是用注射机在注射模中制成型坯,然后把热型坯移入中空吹塑模具中进行中空吹塑。
首先注射机在注射模中注入熔融塑料制成型坯;型芯与型坯一起移入吹塑模内,型芯为空心并且壁上带有孔;从芯棒的管道内通入压缩空气,使型坯吹涨并贴于模具的型腔壁上;保压、冷却定型后放出压缩空气,并且开模取出塑件。
经过注射吹塑成形的塑件壁厚均匀,无飞边,不需后加工,由干注射型坯有底,因此底部没有拼和缝,强度高,生产效率高,但是设备与模具的价格昂贵,多用于小型塑件的大批量生产。
图11-2注射吹塑成型1-注塑机喷嘴;2-注塑型坯;3-空心凸模;4-加热器;5-吹塑模;6-塑件③注射拉伸吹塑成形图11-3 注射拉伸吹塑成型1-注塑机喷嘴;2-注塑模;3-拉伸芯棒(吹管);4-吹塑膜具;5-塑件注射拉伸吹塑成形与注射吹塑成形比较,增加了延伸这一工序。
首先注射一空心的有底的型坯;型坯移到拉伸和吹塑工位,进行拉伸;吹塑成形、保压;冷却后开模取出塑件。
还有另外一种注射拉伸吹塑成形的方法,即冷坯成形法,型坯的注射和塑件的拉伸吹塑成形分别在不同设备上进行,型坯注射完以后,再移到吹塑机上吹塑,此时型坯已散发一些热量,需要进行二次加热,以确保型坯的拉伸吹塑成形温度,这种方法的主要特点是设备结构相对较简单。
④多层次吹塑成形多层吹塑是指不同种类的塑料,经特定的挤出机头挤出一个坯壁分层而又黏结在一起的型坯,再经吹塑制得多层中空塑件的成形方法。
发展多层吹塑的主要目的是解决单独使用一种塑料不能满足使用要求的问题。
例如单独使用聚乙烯,但它的气密性较差,所以其容器不能盛装带有香味的食品,而聚氯乙烯的气密性优于聚乙烯,可采用外层为聚氯乙烯、内层为聚乙烯的容器,气密性好且无毒。
⑤片材吹塑成形片材吹塑成形如图9.4所示。
将压延或挤出成形的片材再加热,使之软化,放入型腔,合模在片材之间通人压缩空气而成形出中空塑件。
图9.4a为合模前的状态,图9.4b为合模后的状态。
图11-4片状吹塑中空成型(2) 吹塑塑件设计中空成形时,需要确定的是塑件的吹胀比、延伸比、螺纹、塑件上的圃角、支承面及外表面等。
①吹胀比吹胀比是指塑件最大直径与型坯直径之比。
实践表明,吹胀比越大,塑料瓶的横向强度越高,但只能在一定的范围内。
型坯断面形状一般要做成与塑件的外形轮廓大体一致,如吹塑圆形截面的瓶子型腔截面应是管形;若吹塑方桶或矩形桶,则型坯断面应制成方管状或矩形管状;其目的是使型坯各部位塑料的吹胀情况趋于一致。
②延伸比在注射拉伸吹塑中,塑件的长度与型坯的长度之比。
延伸比确定后,型坯的长度就能确定。
实验证明,延伸比越大的塑件,即相同型坯长度而生产出壁厚越薄的塑件,其纵向的强度越高。
也就是延伸比和吹胀比越大,得到的塑件强度越高。
在实际生产中,必须保证塑件的实用刚度和实用壁厚。
③螺纹吹塑成形的螺纹通常采用梯形或半圆形的截面,而不采用细牙或粗牙螺纹,这是因为后者难以成形。
为了便于塑件上飞边的处理,在不影响使用的前提下,螺纹可制成断续状的.即在分型面附近的一段塑件上不带螺纹。
④圆角吹塑成形甥件的角隅处不允许设计成尖角,如其侧壁与底部的交接部分一般设计成圆角,因为尖角难于成形。
对于一般容器的圆角,在不影响使用的前提下,圆角以大为好,圆角大壁厚则均匀,对于有造型要求的产品,圆角可以减小。
⑤塑件支撑面在设计塑料容器时,不可以整个平面作为塑件支承面.应尽量减小底部的支承面,特别要减少结合缝作为支承面,因为切口的存在将影响塑件放置平稳。
⑥塑件的外表面吹塑塑件大部分都要求外表面的艺术质量。
如雕刻图案、文字和容积刻度等。
有的要做成镜面等。
这就要求对模具的表面进行艺术加工。
其加工方式如下:a)用喷砂做成缄面;b)用镀铬抛光做成镜面;c)用电铸方法铸成模腔壳体然后嵌入模体;d)用钢材热处理后的碳化物组织形状,通过酸腐蚀做成类似皮革纹;e)用涂覆感光材料后经过感光显影腐蚀等过程做成花纹。
成形聚氯乙烯塑件的模具型腔表面,最好采用喷砂处理过的粗糙表面,因为粗糙的表面在吹塑成形过程中可以存储一部分空气,可避免塑件在脱模时产生吸真空现象。
有利于塑件脱模,并且粗糙的型腔表面并不妨碍塑件的外观,表面粗糙程度类似于磨砂玻璃。
⑦塑件收缩率通常容器类的塑料制品对精度要求不高.成形收缩率对塑件尺寸影响不大,但对有刻度的定容量的瓶子和螺纹制品,收缩率有相当的影响。
(3) 吹塑模具设计①上吹口式②下吹口式图11- 上吹口模具结构图11-下吹塑模具结构1-口部镶块;2-底部镶块;3、6-余料槽;1、6-余料槽;2-底部镶块;3-螺钉;4-导柱;5-冷水管道4-冷水管;5-导柱;7-瓶颈(吹口)镶块模具设计要点:a)模口模口在瓶颈板上.是吹管的人口,也是塑件的瓶口,吹塑后对瓶口尺寸进行校正和切除余料。
口部内径校正是由装在吹管外面的校正芯棒,通过模口的截断部分,同时进行校正和截断的。
b)夹坯口夹坯口也称切口。
挤出吹塑过程中,模具在闭合的同时需将型口将余料切除,因此在模具相应部位要设置夹坯口。
切口部分的制造是关键部位,切口接合面的表面粗糙度值要尽可能地减小,热处理后要经过磨削和研磨加工,在大量生产中应镀硬铬抛光。
c)余料槽型坯在刃口的切断作用下,会有多余的塑料被切除,它们将容纳在余料槽内。
余料槽通常设在切口的两侧,其大小应依型坯夹持后余料的宽度和厚度来确定,以模具能严密闭合为准。
d)排气孔(槽)模具闭合后,型腔呈封闭状态,应考虑在型坯吹胀时,模具内原有空气的排出问题。
排气不良会使塑件表面出现斑纹、麻坑和成形不完全等缺陷。
为此,吹塑模还要考虑设置一定数量的排气孔(槽)。
一般开设在模具的分型面上和模具的“死角部位”(如在多面角部位或圆瓶的肩部)。
e)冷却吹塑模具的温度一般控制在20-50度,冷却要求均匀。
f)锁模力锁模力的大小应使两个半模闭合严密,应大于胀模力。
2、真空成形模具(1) 真空成形工艺分类①凹模真空成形首先将塑料板材置于模具上方将其四周固定.并进行加热软化,然后在模具下方抽真空,抽出板材与模具之间空隙中的空气,使软化的板材紧密地贴台在模具,当塑件冷却后,冉从模具下方充入空气,取出塑件。
用凹模成形法成形的塑件外表面尺寸精度较高,一般用于成形深度不大的塑件。
如果塑件深度很大时,特别是小型塑件,其底部转角处会明显变薄。
多型腔的凹模真空成形比相同个数的凸模真空成形节省原料,因为凹模模腔间距可以较近,用同样面积的塑料板,可以加工出更多的塑件。
图11-凹模真空成型②凸模真空成形有些要求底部厚度不减薄的吸塑件,可以用凸模真空成形,被夹紧的塑料板在加热器下加热软化,当加热后的片材首先接触凸模时,即被冷却而失去减薄能力。
当材料继续向下移动,一直到完全与凸模接触;抽真空开始,边缘及四周都由减薄而成形。
凸模真空成形多用于有凸起形状的薄壁塑件,成形塑件的内表面尺寸精度较高。
图11-凸模真空成型③凹、凸模先后抽真空成形凹凸模先后抽真空成形首先把塑料板紧固在凹模上加热,软化后将加热器移开,然后通过凸模吹人压缩空气,而凹模抽真空使塑料板鼓起,最后凸模向下插入鼓起的塑料板中并且从中抽真空,同时凹模通人压缩空气,使塑料板贴附在凸模的外表面而成形。
该成形方法,由于将软化了的塑料板吹鼓,使板材延伸后再成形,故壁厚比较均匀,可用成形深型腔塑件。
图11-凹凸模先后抽真空成型④吹泡抽真空成形首先将片材加热,然后向密闭箱内送压缩空气。
热片材向外吹涨,再将凸模升起,与片材之间形成密闭状态;最后由凸模上的气孔抽真空,利用外面的大气压力使它成形。
图11-吹泡真空成型⑤辅助凸模真空成形(柱塞下推真空成形)图11- 下向真空成型辅助凸模真空成形分为下向真空成形和上向真空成形。
下向真空成形首先将固定于凹模的塑料板加热至软化状态;接着移开加热器,用辅助凸模将塑料板推下,这凹模里的空气被压缩,软化的塑料板由于辅助凸模的推力和型腔内封闭的空气移动而延伸;然后凹模抽真空成形。
(2) 真空成形塑件设计真空成形对于塑件的几何形状、尺寸精度、塑件的深度与宽度之比、圆角、脱模斜度、加强肋等都有具体要求。
①塑件的几何形状和尺寸要求用真空成形方法成形塑件,成形后冷却收缩率较大,很难得到较高的尺寸精度。
一般凸模真空成形时,塑件内部尺寸精确;而凹模真空成形时,塑件外部尺寸精确。
②塑件的深度H与宽度(或直径)D之比塑件的深度H与宽度(或直径)D之比称为引伸比,引伸比在很大程度上反映了塑件成形的难易程度。
引伸比越大,成形越难。
引伸比和塑件的均匀程度有关,引伸比过大会使最小壁厚处变得非常薄,这时应选用较厚的塑料来成形。
引伸比和塑料品种、成形方法有关。
③圆角塑件设计时应使联接处圆滑过渡,圆角半径不小于型坯厚度。
④斜度即工艺倾斜面,以便从模具中取出制品。
⑤加强肋加强肋可减少型坯厚度,缩短加热时间,降低制品成本。
加强肋应沿制品外形或面的方向设计。
(3) 真空成形模具设计①抽气孔抽气孔大小应适合成形塑件的需要,一般对于流动性好、厚度小的塑料板材,抽气孔要小,反之则大。
②型腔尺寸该成形模具型腔尺寸计算方法与注射模型腔尺寸计算相同,应该考虑塑料收缩率和成形模具的精度。
3、压缩空气成形模具(1) 压缩空气成形工艺塑件成形过程是将塑料板材置十加热板和凹模之间,固定加热板,塑料板材只被轻轻地压在模具刃口上,然后,在加热板抽出空气的同时,从位于型腔底部的空气口向型腔中送入空气,使被加工板材紧贴加热板;这样塑料板很快被软化,达到适合于成形的温度。
这时加强从加热板进出的空气,使塑料板材逐渐贴紧模具。
与此同时,型腔内的空气通过其底部的通气孔迅速排出,最后使塑料板紧贴模具。