肉制品的分类
- 格式:docx
- 大小:16.24 KB
- 文档页数:5
肉制品分类标准
从不同的目的和角度出发,依据不同的准则,为适应生产和流通的需要,可将肉及肉制品标准进行如下分类:
①按照标准的不同属性,可分为强制性标准和推荐性标准。
如:GB2726-2005《熟肉制品卫生标准》为强制性标准;GB/T9961-2008(鲜、冻胴体羊肉》为推荐性标准。
②按照标准的不同层级,可分为国家标准、行业标准、地方标准和企业标准。
如:GB/T9960-2008《鲜、冻四分体牛肉》是一项国家标准: NY/T1759-2009《猪肉等级规格》是一项农业行业标准;DB11520-2008《生食肉类产品卫生要求)是一项北京市的地方标准;Q/3201YRS001--2010《西式火腿》是雨润集团的一项企业标准。
③按照标准的性质,可分为技术标准、管理标准和工作标准。
如:GB/T23815--2009《猪肉制品中植物成分定性PCR检测方法》是一项技术标准; GB/T27301-2008《食品安全管理体系肉及肉制品生产企业要求》是一项管理标准; NY/T1565-2007《冷却肉加工技术规范》是一项工作标准。
④按照标准的内容,可分为基础标准、产品标准、安全限量标准、检验检测方法标准、质量安全控制与管理技术标准、其他标准等。
如: GB/T19480-2009《肉与肉制品术语》是一项基础标准;GB/T 23586-2009《酱卤肉制品》是一项产品标准;GB2760-2007《食品
添加剂使用卫生标准》是一项安全限量标准;GB/T9695.22-2009《肉与肉制品铜含量测定》是一项检验检测方法标准; GB/T20094-2006(屠宰和肉类加工企业卫生管理规范》是一项质量安全控制与管理技术标准。

中国肉制品分类肉制品(meat products)是指以肉或可食内脏为原料加工制成的产品。
据文献记载,中国是肉制品的发源地之一,至今已有三千多年的历史。
肉制品的种类繁多,德国仅香肠类产品就超过1500种;瑞士的一家发酵香肠生产企业生产500种以上的色拉米香肠;在我国,仅名、特、优肉制品就有500多种,而且新产品还在不断涌现。
不同国家和地区间的地理环境、气候条件、资源、经济、民族、宗教、饮食习惯和嗜好等因素各异,肉制品的种类也不尽相同,因此肉制品的分类方法也存在极大差异,迄今为止,尚没有一个分类方法可以国际通用。
根据我国肉制品最终产品的特征和产品的加工工艺,可以将肉制品分为10大类。
1香肠制品(sausage)香肠制品是指切碎或斩碎的肉与辅料混合后充填入肠衣内加工制成的肉制品。
主要包括中式香肠、发酵香肠、熏煮香肠和生鲜肠等。
中式香肠是按照我们民族的工艺加工制成的香肠制品。
其主要以猪肉为原料,切碎或绞碎成丁,添加食盐、硝酸钠等辅料腌制后,充填入可食性肠衣中,经晾晒、风干或烘烤等工艺制成。
发酵香肠是以猪、牛肉为主要原料,绞碎或粗斩成颗粒,并添加食盐、发酵剂等辅助材料,充填入肠衣中,经发酵、干燥、成熟等工艺制成的具有稳定的微生物特性和典型的发酵香味的肉制品。
熏煮香肠是以肉为原料,经腌制、绞碎、斩拌处理后,充填入肠衣内,再经蒸煮、烟熏等工艺制成的肉制品。
生鲜肠是未腌制的原料肉,经绞碎并添加辅料混匀后冲入肠衣内制成的生肉制品。
生鲜肠未经熟制,多在冷却条件下贮存,食用前需熟制处理。
2火腿制品(ham)火腿制品是指用大块肉为原料加工而成的肉制品。
其包括下述几类产品。
干腌火腿是主要以猪后腿为原料,经腌制、干燥和成熟发酵等工艺加工而成的生腿制品。
著名的产品有金华火腿、宣威火腿、如皋火腿、帕尔马火腿、伊比利亚火腿、美国的乡村火腿等。
熏煮火腿是大块肉经盐水注射腌制、嫩化滚揉、充填入模具或肠衣中,再经熟制、烟熏等工艺制成的熟肉制品。
肉制品分为预制肉制品和熟肉制品两大类,每一类食品又有具体的产品分类。
1 、预制肉制品包含调理肉制品(非速冻)和腌腊肉制品
调理肉制品(非速冻)是以畜禽肉为主要原料,绞制或切制后添加调味料等辅料,经滚揉、搅拌、调味或预加热等工艺加工而成,食用前须经二次加工的非即食类肉制品。
腌腊肉制品以鲜(冻)畜、禽肉或其可食副产品为原料,添加或不添加辅料,经腌制、烘干(或晒干、风干)等工艺加工而成的非即食肉制品。
2 、熟肉制品是以鲜(冻)畜、禽产品为主要原料加工制成的产品。
主要包含:
发酵肉制品是指畜禽肉在自然或人工条件下经特定微生物发酵或酶的作用,加工制成的一类可即食的肉制品。
酱卤肉制品是以鲜(冻〉畜禽肉和可食副产品放在加有食盐、酱油(或不加)、香辛料的水中,经预煮、浸泡、烧煮、酱制(卤制)等工艺加工而成的酱卤系列肉制品。
熟肉干制品是以畜禽瘦肉为原料,经修割、预煮、切丁(或片、条)、调味、复煮、收汤、干燥制成的熟肉干制品。
熏烧烤肉制品是指以畜禽肉为原料,以熏烤为主要加工方法生产的熟肉制品。
熏煮香肠火腿制品可分为熏煮香肠类和熏煮火腿类。
熏煮香肠是以鲜、冻畜禽肉为主要原料,经切碎、选料绞碎、腌制(或不腌制)、细绞或粗绞,加入辅料搅拌(或斩拌),充填人肠衣内,再经烘烤、熏煮、烟熏(或不烟熏)和冷却等工艺制成的熟肠类制品。
熏煮火腿类是用大块肉经整形修割(剔去骨、皮、脂肪和结缔组织,或部分去除)、腌制(可注射盐水)、嫩化、滚揉、捆扎(或充
填人粗直径的肠衣、模具中)后,再经蒸煮、烟熏(或不烟熏)、冷却等工艺制成的熟肉制品。
肉制品分类与质量安全要求一、肉制品分类我国没有制定统一的食品类别划分标准,生产许可及各类通用限量标准的食品分类仅适用各自用途。
也就是说,肉制品企业在进行生产许可审证时应按照《食品生产许可分类目录》及生产许可审查细则中的审证单元进行申请;在确认肉制品中食品添加剂使用时,应按照《食品安全国家标准食品添加剂使用标准》(GB 2760)中食品分类系统对具体食品类别“定位”后,再查找具体使用规定;在确认肉制品中食品营养强化剂使用以及污染物、致病菌限量时,同样应先确认该肉制品在相应标准中的食品类别。
如《食品生产许可分类目录》将肉制品分为热加工熟肉制品、发酵肉制品、预制调理肉制品、腌腊肉制品4个亚类,各亚类下又细分为次亚类,其中,热加工熟肉制品包括酱卤肉制品、熏烧烤肉制品、肉灌制品、油炸肉制品、熟肉干制品和其他熟肉制品6个次亚类。
次亚类下肉制品类别归属的判定需要结合生产许可审查细则、产品标准、分类术语标准等综合判断,其中,分类术语标准主要包括《肉制品分类》(GB/T 26604)、《肉与肉制品术语》(GB/T 19480)。
而《食品安全国家标准食品添加剂使用标准》(GB 2760)的肉制品包括预制肉制品和熟肉制品2个亚类,分别又细分到次亚类、小类。
食品类别的判定可以参考GB 2760实施指南,结合产品标准、分类术语标准等。
二、熟肉制品的食品安全要求肉制品的食品安全要求主要在食品安全产品标准、通用标准、生产经营规范标准中有规定,其中,产品标准和通用标准中的指标已制定食品安全检测方法标准或指定检测方法标准,这些检测方法标准也在肉制品食品安全要求的范围内。
依据《食品安全法》的规定,食品安全标准是强制性标准,所以,我国发布的与肉制品相关的食品安全国家标准是对肉制品产品的最低要求,是必须执行的“底线标准”。
食品安全地方标准则是各行政区域内的强制性标准。
1、食品安全产品标准针对肉制品,我国制定了《食品安全国家标准熟肉制品》(GB 2726)、《食品安全国家标准腌腊肉制品》(GB 2730)两项产品标准,而速冻调制肉制品应符合产品标准《食品安全国家标准速冻面米与调制食品》(GB 19295)的规定。
肉制品的主要分类按照肉制品分类(GB/T 26604—2011)的国家标准,肉制品的主要分类如下。
1.腌腊肉制品(1)咸肉类包括咸猪肉等肉类制品。
(2)腊肉类包括四川腊肉、广式腊肉、湖南腊肉等肉类制品。
(3)腌制肉类包括风干禽肉、腌制鸭、腌制肉排、腌制猪肘、腌制猪肠和生培根等肉类制品。
2.酱卤肉制品(1)酱卤肉类包括酱肉、卤肉及肉类副产品、酱鸭、盐水鸭、扒鸡等肉类制品。
(2)糟肉类包括糟肉、糟鹅、糟爪、糟翅、糟鸡等肉类制品。
(3)白煮肉类包括白切羊肉、白切鸡等肉类制品。
(4)肉冻类包括肉皮冻、水晶肉等肉类制品。
3.熏烤焙烤肉制品(1)熏烤肉类包括熏肉、烤肉、熏肚、熏肠、烤鸡腿、熟培根等肉类制品。
(2)烧烤肉类包括盐焗鸡、烤乳猪、叉烧肉、烤鸭等肉类制品。
(3)焙烤肉类包括肉脯等肉类制品。
4.干肉制品包括肉干、肉松等肉类制品。
5.油炸肉制品包括炸肉排、炸鸡翅、炸肉串、炸肉丸、炸乳鸽等肉类制品。
6.肠类肉制品(1)火腿肠类包括猪肉肠、鸡肉肠、鱼肉肠等肉类制品。
(2)熏煮香肠类包括热狗肠、法兰克福香肠、维也纳香肠、啤酒香肠、红肠、香肚、血肠等肉类制品。
(3)中式香肠类包括风干肠、腊肠、腊香肚等肉类制品。
(4)发酵香肠类包括萨拉米香肠等肉类制品。
(5)调制香肠类包括松花蛋肉肠、肝肠、血肠等肉类制品。
(6)其他肠类包括台湾烤肠等肉类制品。
7.火腿肉制品(1)中式火腿类包括金华火腿、宣威火腿、如皋火腿、意大利火腿等生火腿的肉类制品。
(2)熏煮火腿类包括盐水火腿、熏制火腿等肉类制品。
8.调制肉制品包括咖喱肉、各类肉丸、肉卷、肉糕、肉排、肉串等肉类制品。
9.其他类肉制品包括上面未涵盖的肉类制品。
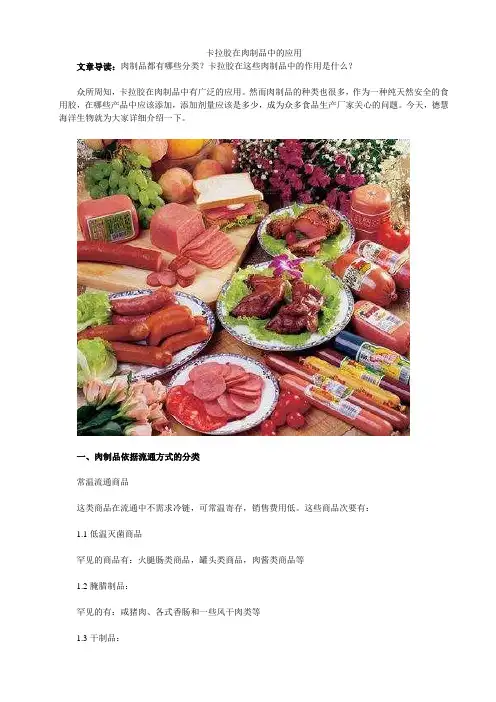
卡拉胶在肉制品中的应用文章导读:肉制品都有哪些分类?卡拉胶在这些肉制品中的作用是什么?众所周知,卡拉胶在肉制品中有广泛的应用。
然而肉制品的种类也很多,作为一种纯天然安全的食用胶,在哪些产品中应该添加,添加剂量应该是多少,成为众多食品生产厂家关心的问题。
今天,德慧海洋生物就为大家详细介绍一下。
一、肉制品依据流通方式的分类常温流通商品这类商品在流通中不需求冷链,可常温寄存,销售费用低。
这些商品次要有:1.1低温灭菌商品罕见的商品有:火腿肠类商品,罐头类商品,肉酱类商品等1.2腌腊制品:罕见的有:咸猪肉、各式香肠和一些风干肉类等1.3干制品:罕见的有:肉松类、肉干类和肉脯类2.冷链流通商品2.1高温商品:罕见的商品有:高温火腿类、高温香肠类、高温软包装类等2.2速冻商品罕见的商品有:速冻水饺、速冻汤圆、速冻海鲜等二、卡拉胶的三大品型卡拉胶萃取自红海藻,是一种可溶于水的自然增稠和胶凝剂,根本上可分爲3品种型:κ-型卡拉胶:会构成热可逆转的脆性凝胶;ι-型卡拉胶:会构成热可逆转和触变的弹性凝胶;λ-卡拉胶:只能增稠,不会构成凝胶。
将这3种卡拉胶结合运用于各种肉禽制品中,既能进步商品的产出率,降低消费本钱,又能进步商品的质量,进步全体的消费效益。
三、卡拉胶在肉制品中的作用1、保持水分作用在肉类的加工进程中,往往会将水以纯水或盐水的方式灌注于肉中。
但是,在加热处置时,水会从肉中释出,招致商品呈现烧煮损耗和脱水膨胀的状况发作,从而降低商品的分量,增加产出率:另一方面,渗出的水和萃出的肉蛋白会在商品的外表构成凝胶似的物质,影响商品的外表。
在肉制品中添加卡拉胶,就能改良肉品的持水性,坚持其外表干爽,增加烧煮损失和脱水膨胀作用,这不但有助于进步商品的产出率,关于商品的质量,包括多汁性和质感,都有正面的影响。
而且,卡拉胶无色无味,不会使商品呈现异味或变色。
详细来说,卡拉胶在肉制品中次要作爲胶凝剂或波动剂,使肉品与水粘合,并将盐水包封在一个网状构内,使肉制品更爲多汁。
肉制品的名词解释肉制品是指经过一定的加工处理后,以动物肉类为主要原料制成的食品。
它们多样化的品种和多层次的加工方式,使其成为人们日常膳食中不可或缺的组成部分。
本文将从肉制品的起源、分类、加工方式和文化地位等方面深入探讨,带您了解这些美味食物背后的世界。
一、肉制品的起源和意义肉制品的起源可以追溯到人类开始狩猎和养殖动物的时代。
随着人们对烹饪技术的不断改进,动物肉类得以更好地保存和利用,从而进一步丰富了人类饮食的种类和口味。
肉制品作为一种具有高蛋白质、丰富营养的食品,不仅能提供人体所需的能量,还能够满足人们对口感和味道的追求。
因此,肉制品在人类文明发展中扮演着重要的角色。
二、肉制品的分类肉制品的分类可以根据原料、加工方式和食用方式等维度进行。
按原料分类,肉制品可以分为禽肉制品、畜肉制品和水产肉制品等。
禽肉制品包括鸡肉制品、鸭肉制品和鹅肉制品等;畜肉制品则涵盖了牛肉制品、猪肉制品和羊肉制品等;水产肉制品则包括鱼肉制品、虾肉制品和蟹肉制品等。
按加工方式分类,肉制品可以分为腌制品、熏制品、腊制品和烤制品等。
按食用方式分类,肉制品可以分为肉松、肉脯、肉干和肉酱等。
三、肉制品的加工方式肉制品的加工方式多种多样,每一种方式都能赋予肉类不同的味道和风味。
腌制是将肉类放入带有盐、糖、香料等调料的溶液中浸泡,使其充分入味。
熏制则是利用熏炉中的燃烧物散发的烟熏气味将肉类熏烤,达到防腐和增香的效果。
腊制是将肉类进行风干处理,使其更加耐储存。
烤制是将肉类放在高温环境下进行烘烤,使其外焦里嫩,香气四溢。
不同的加工方式,赋予肉制品不同的质地和口感,让人们在品尝的过程中获得不同的享受。
四、肉制品的文化地位肉制品在不同文化中具有不同的地位和象征意义。
在中国,猪肉作为最为重要的肉类来源之一,被视为富贵和吉祥的象征,在许多重要的节日和场合都扮演着不可或缺的角色。
例如,在中国的春节期间,人们会准备丰盛的肉制品作为年夜饭的主食,寓意着家庭的团圆和幸福。
肉类研究M EAT RES EARCHw w w.c m r c.c om.cn2008.10中国肉制品分类周光宏,罗 欣,徐幸莲,赵改名,刘登勇,马汉军,郇延军,孙京新,李春保,黄 明,陈 韬(中国畜产品加工研究会,江苏南京210095)摘 要:根据我国肉制品最终产品的特征和产品的加工工艺,可以将肉制品分为以下十大类:香肠制品、火腿制品、腌腊制品、酱卤制品、熏烧烤制品、干制品、油炸制品、调理肉制品、罐藏制品、其他类制品。
关键词:肉制品;分类The Classification of Chinese Meat Pr oductsZHOU Guanghong,LUO Xin,XU Xinglian,ZHAO G1aiming,LIU Dengyong,MA Hanjun,HUAN Yanjun,SUN Jingxin,LI Chunbao,HUANG Ming,CHEN Tao(Chinese Association of Animal Product Processing Research,J iangsu Nanjing210095,China)Abst ract:There are ten groups classifications of Chinese meat products according to characteristicsof final products and processing technology,including sausag e,ham,cured products,sauce pickledproducts,smoked and roas ted products,dried meat products,deep fried products,prepared meatproducts,canned meat products and the other.Key word s:meat products;classification中图分类号:TS251.5 文献标识码:A 文章编号:1001-8123(2008)10-0003-03肉制品(m e a t pr o du c t s)是指以肉或可食内脏为原料加工制成的产品。
肉制品的分类——肉制品分类的定义和鉴别特征
一、腌腊制品的门类
肉经腌制、酱渍、晾晒(或不晾晒)、烘烤等工艺制成的生肉类制品,食用前需经加工。
有咸肉类、腊肉类、酱(封)肉类、风干肉类。
酱(封)肉是咸肉和腊肉制作方法的延伸和发展。
1、咸肉类
肉经过腌制加工而成的生肉类制品,使用前需经熟加工。
咸肉类有:咸猪肉、咸羊肉、咸水鸭、腌鸡、咸牛肉、戒腿等。
2、腊肉类
肉经腌制后,再经晾晒或烘焙等工艺而成的生肉类制品。
食用前需经熟加工,有腊香味。
腊肉类有:腊猪肉、腊羊肉、腊牛肉、腊兔、腊鸡、腊鸭、板鸭、鸭炖干等。
3、酱(封)肉类
肉用食盐、酱料(甜酱或酱油)腌制、酱渍后再经风干或晒干、烘干、熏干等工艺制成的生肉制品,,食用前需经熟煮。
色棕红,有酱油味。
酱(封)肉类有:北京清酱肉、广东清酱封肉和杭州酱鸭等。
4、风干肉类
肉经腌制、洗晒(某些产品无此工序)、晾挂、干燥等工艺制成的生、干肉类制品,食用前需经熟加工。
风干肉类有风干猪肉、风干牛肉、风干羊肉、风干带毛鸡和云南风鸡等。
二、酱卤制品门类
肉加调料和香辛料以水为加热介质,煮制而成的熟肉类制品。
有白煮肉类、酱卤肉类、糟肉类。
白煮肉可以认为是酱卤肉未经酱制或卤制的一个特例;糟肉则是用酒糟或陈年香糟代替酱汁或卤汁的一类产品。
1、白煮肉类
肉经(或不经)腌制后,在水(盐水)中煮制而成熟肉类制品,一般在食用时再调味,产品保持固有的色泽和风味。
白煮肉类有:白切肉、白切猪肚、白切鸡和盐水鸭等。
2、酱卤肉类
肉在水中加食盐或酱油等调味料和香辛料一起煮制而成的一类熟肉类制品。
某些产品在酱制或卤制后,需再烟熏等工序。
产品的色泽和风味主要取决于所用的调味料和香辛料。
酱卤肉有:苏州酱汁肉、卤肉、糖醋排骨、道口烧鸡、蜜汁蹄膀和德州扒鸡等。
3、糖肉类
肉在白煮后,再用“香糟”糟制的冷食熟肉制品。
产品保持固有的色泽和曲酒香味。
糟肉类有;糟肉、糟鸡和糟鹅等。
三、熏烧烤制品门类
肉经腌、煮后,再以烟气、高温空气、明火或高温固体为介质的干热加工制成的熟肉类制品。
有烟熏肉类、烧烤肉类。
熏、烤、烧三种作用往往互为关联,极难分开。
以烟雾为主者属熏烤;以火苗或以盐、泥等固体为加热介质煨制而成者属烧烤。
1、熏烧烤肉类
肉经煮制(或腌制)并经决定产品基本风味的烟熏工艺而制成的熟(或生)肉类制品。
熏烤类有:培根、熏猪舌和熏鸡等。
2、烧烤肉类
肉经配料、腌制,再经热气烘烤,或明火直接烧烤,或以盐、泥等固体为加热介质煨烤而制成的熟肉类制品。
烧烤肉类有:北京烤鸭、广州脆皮乳猪、扒鸡、常熟叫花鸡、江东盐焗鸡和叉烧肉等。
四、干制品门类
瘦肉先经熟加工,再成型干燥,再经熟加工制成的干、熟肉类制品。
可直接食用,成品为小的片状、条状、粒状、絮状、或团粒状。
有肉松类、肉干类和肉脯类。
1、肉松类
瘦肉经煮制、撇油、调味、收汤、炒松、干燥或进而油酥等工艺制成的肌肉纤维蓬松成絮状或团粒状。
有肉松、油酥肉松、肉粉松。
(1)肉松瘦肉经煮制、撇油、调味、收汤、炒松、搓松和干燥等工艺制成的肌肉纤维蓬松成絮状的肉制品。
肉松类有:太仓肉松。
(2)油酥肉松瘦肉经煮制、撇油、调味、收汤、炒松,再加入食用油脂炒制而成的肌肉纤维断碎成团粒状的肉制品。
油酥肉松类有:福建肉松。
(3)肉松粉瘦肉经煮制、撇油、调味、收汤、炒松,再加入食用油脂和谷物粉炒制而成的团粒状、粉状的肉制品。
谷物粉的量不超过成品重的20%。
油酥肉松与肉粉松的只要区别在于,后者添加了较多的谷物粉,故动物蛋白的含量低。
2、肉干类
瘦肉经预煮、切片(条、丁)调味、复煮、收汤、和干燥等工艺制成的干、熟肉制品。
肉干类有:牛肉干和猪肉干等。
3、肉脯类
瘦肉经切片(或绞碎)、调味、腌制、摊筛、烘干和烧制等工艺制成的干、熟薄片型的肉制品。
有肉脯、肉糜脯
(1)肉脯瘦肉经切片、调味、摊筛、烘干、和烤制等工艺制成的薄片型的肉制品。
肉脯类有:靖江猪肉脯等。
(2)肉糜脯瘦肉经绞碎、调味、摊筛、烘干、和烤制等工艺制成的薄片型的肉制品。
肉糜脯类有:美味猪肉脯。
五、油炸肉制品门类
油炸肉制品门类是以食用油作为加热介质为其主要特征。
经过加工调味或挂糊后的肉(包括生原料、半成品、熟制品)或只经干制的生原料、以食用油为加热介质,高温炸制(或浇淋)的熟肉类制品。
油炸制品有:上海狮子头、炸猪皮、炸乳鸽和油淋鸡等。
六、香肠制品门类
1、中国腊肠类
以猪肉为主要的原料,经切碎或绞碎成肉丁,用食盐、(亚)硝酸盐、白糖、曲酒和酱油等辅料腌制后,充填入可食性肠衣中,经晾晒、风干或烘烤等工艺制成的肠衣类制品。
食用前经过熟加工,具有酒香、糖香和腊香。
中国香肠(腊肠)类有:广东皇上皇腊肠、喜上喜腊肠、上海腊肠、四川香肠、济南南肠、枣肠、香肚和正阳楼风干肠等。
2、发酵肠类
以牛肉或猪肉为主要原料,经过绞碎或粗斩成颗粒,用食盐、(亚)硝酸盐、糖、等辅料腌制,并经自然发酵或人工接种,充填入可食用肠衣内,再经烟熏、干燥、和长期发酵等工艺而成的生肠类制品,可直接食用。
发酵肠类有:图林根香肠,色拉米香肠等。
3、熏煮肠类
以肉为主要原料,经切碎、腌制(或不腌制)、细绞或粗绞,加入辅料搅拌(或斩拌),充填如肠衣内,再经烘烤、熏煮、烟熏(或不烟熏)和冷却等工艺制成的熟肠类制品。
包括:不经乳化的绞肉香肠;干淀粉添加量不超过肉重的10%的一般香肠;乳化香肠和以乳化肉馅为基础,添加瘦肉块、肥肉丁、豌豆、蘑菇等块状物生产的不同品种的乳化型香肠。
熏香肠有:法兰克福香肠、波洛尼亚香肠、啤酒肠、茶肠、天津火腿肠、北京大腊肠、哈尔滨红肠等。
4、肉粉肠类
以淀粉、肉为主要原料,肉块经腌制,(或不腌制),绞切成块或糜,添加淀粉及各种辅料,充填入肠衣或肚皮中,再经烘烤、蒸熏和烟熏等工序制成的一类熟肠制品。
干淀粉的添加量超过肉重的10%。
肉肠粉类有:北京蒜肠、小肚、天津粉肠等。
5、其他肠类
除中国腊肠类、发酵肠类、熏煮肠类、肉粉肠类等以外的肠类制品外,还有生鲜香肠、肝肠、水晶肠等。
必要的条件是:
(1)须经切碎、绞碎或乳化加工;
(2)调味处理;
(3)充填入肠衣。
七、火腿制品门类
用大块肉经腌制加工而成的肉类制品。
虽然中国火腿与西式火腿在工艺上差异很大,但在名称上是一致的,有利于归纳和检索,在“类”这一层次,无疑是符合工艺一致性的原则的。
有中国火腿类、发酵火腿类、熏煮火腿类、压缩火腿类等。
1、中国火腿类
用带骨、皮、爪尖的整只猪后腿,经腌制、洗晒、风干和长期发酵、整形等工艺制成的中国传统的生腿制品,食用前应熟加工。
中国火腿有:金华火腿、宣威火腿、如皋火腿
2、发酵火腿。
用带骨、皮(或去皮、去骨)猪腿肉,经腌制、处理和长期发酵、成熟而成的生肉制品,都生食。
发酵火腿有:(意大利)波马火腿。
3、熏煮火腿类
用大块肉经整形修割(剔去骨、皮、脂肪和结缔组织,或部分去除)、腌制(可注射盐水)、嫩化、滚揉、捆扎(或充填入粗直径的肠衣、模具中)后,再经蒸煮、烟熏(或不烟熏)、冷却等工艺制成的熟肉制品。
熏煮火腿类有:盐水火腿、方腿、熏圆火腿和庄园火腿等。
4、压缩火腿
用猪肉及其他畜禽肉(牛、羊、马)的小肉块(≥20g/块)为原料,并加入兔肉、鱼肉等芡肉,经腌制、充填入肠衣或模具中,再经蒸煮、烟熏(或不烟熏)、冷却等工艺制成的熟肉制品。
八、其他制品门类
1、肉糕类
以肉为主要原料,经绞碎,切碎或斩拌,以洋葱、大蒜、西红柿、蘑菇等蔬菜为配料,并添加各种辅料混合在一起,装入模子后,经蒸制或烧烤等工艺制成的熟食类制品。
肉糕有:肝泥糕、血和泥糕等。
2、肉冻糕
以肉为主要原料,调味煮熟后充填入模子中(或添加各种经调味、煮熟后的蔬菜),以食用明胶作为粘结剂,经冷却后制成的半透明的凝冻状熟肉制品,冷食。
肉冻类有:肉皮冻、水晶肠、猪头肉冻等。