API-5LD中文版
- 格式:doc
- 大小:207.50 KB
- 文档页数:26
API 5L(44版)有关工艺方面的技术要求一、API5L标准常见术语:1 缺陷:是尺寸和/或分布密度超过标准规定验收极限的缺欠。
2 缺欠:是采用标准所述的检查方法检验出的产品壁厚内部或表面上的不连续或不规则处。
3 分层:内部金属分离形成的片层通常与钢管表面平行。
4 管体:对于焊接钢管指不包括焊缝和热影响区德整根钢管。
5 管端:包括钢管每个端头100mm长度范围内的钢管。
6 错边:钢带/钢板边缘间的径向偏移。
7 冷成型:不用加热将钢带或钢板成型为钢管的工艺。
8 钢管等级:表明钢管强度水平的名称。
与钢级(钢名即牌号)相同。
9 服役条件:由购方在订货合同中规定的使用条件(分为非酸性或非海上服役,酸性和/或海上服役)。
10 要求验证的工序:是指钢管制造过程中,应对影响产品特性符合本标准要求(化学成份和尺寸除外)的最终操作。
11 产品规范PSL:API5L标准确定了两个等级产品规范水平,(PSL1和PSL2规定了不同的标准水平。
PSL2对碳当量、缺口韧性、屈服强度最大值、抗拉强度最大值、屈强比、交货状态等作了强制性规定。
12 试验批:采用同一炉批在相同钢管制造条件下,通过制管相同工序,制成的相同规定外径、规格壁厚的规定数量的钢管。
13 产品分析:钢管、钢级、钢带的化学分析。
14 设备校验:将无损检测设备调整到规定参照值的活动。
15 咬边:焊缝金属在邻近焊趾的母材上形成的凹槽和未充满。
二、API 5L(44版)常见符号1 D 钢管规定外径mm2 d 钢管计算内径mm3 C E IIW碳当量采用国际焊接学会公式确定4 CEpcm碳当量,采用Ito-Bessyo碳当量公式的化学部分确定。
5 L 钢管长度6 P 静水压试验压力mpa7 S 水压试验环向应力8 Rm 抗拉强度9 Rpo2 屈服强度(0.2%非比例延伸)10 Rt0.5 屈服强度(0.5%总延伸)11 t 钢管规定壁厚mm12 t min钢管最小允许壁厚13 P1 平端钢管单位长度质(重)量三 API 5L(44版)常用缩略语1 PSL 产品规范水平2 CVN 夏比V型缺口3 DMT 落锤撕裂4 IQI 像质计5 NDT 无损检验6 SAW 采用埋弧焊接工艺焊成焊缝7 SAWH 制造时对钢管实施螺旋埋弧焊工艺8 HAE 热影响区四 API (44版)常用计算公式1 单位长度质量ρ=0.02466(D-t )t2 静水压试验压力P=2st/D3 直度偏差L1=0.2%L4 碳当量当C ≦12%时,CEpcm=C+Si 30 +Mn 20 +Cu 20 +Ni 60 +Cr 20 +Mo 15 +V10 +5B当C ﹥12%时,CE IIW =C+Mn 6 +Cr+Mo+V 5 +Ni+Cu15六PSL1钢管检验频次。
衬里耐腐蚀合金复合钢管质量计划编号:XY0501材质: X42R/LC1812规格:Φ159×(4.5+0.6)×10000执行标准:API 5LD-2009 《内覆或衬里耐腐蚀合金复合钢管》编制:审批:日期:×××××××××××发布一、生产线简介×××××××××××可以生产满足API5LD要求的衬里耐腐蚀合金复合钢管。
设计年产量300万米,员工45人。
其中具有大、中专人员20余人,中高层管理人员9人,检验人员3人。
管理部门和生产线主要管理负责人员名单岗位姓名岗位姓名岗位姓名管理者代表** 市场部**技术部**生产部**质检部**最终检测**采购部**仓库**该条生产线设备先进,检测设施齐全。
主要生产设备10余台,主要有水压复合机组、自动喷砂除锈设备、焊接设备等。
根据设备的配备和人员的控制,可以保证在生产过程中对质量进行有效的控制。
公司质量目标:1)成品合格率达:98%;2)顾客信息反馈处结率:100%;3)顾客满意度调查综合评价不少于90分。
部门分解质量目标部门分解质量目标销售部1、顾客信息反馈处结率100%质检部1、进货检验和验证完成率100%2、按合同要求按时交货2、过程工序检验完成率100%采购部1、采购产品合格率达到100% 3、最终产品检验完成率100%2、按合同要求保证原材料采购4、不合格品处理完成率100%技术部1、技术文件合同要求时间内完成5、检验状态标识完成率100%2、工艺规程出错率为0 6、理化试验完成率100%生产部7、产品出厂合格率达到100%1、车间成品一次检验合格率达到98% 仓库1、原材料和产品出、入库手续办理完好率100%。
受控状态:分发号:编制年月日审核:年月日批准:年月日上海月月潮钢管制造有限公司一、目的为了确保产品满足顾客的要求,应该制订API Spec 5LD产品接收准则,使产品符合规定的要求。
二、范围适用于进货检验、生产过程检验和成品检验。
三、规范1、进货检验1.1进货检验是指公司进的原材料、外购件、外协件和辅助材料入厂时的检验,它是保证生产正常运行和产品质量的重要措施。
质保部门根据采购部门的要求,按照API Spec 5LD 产品标准和其它相关标准对产品进行检测。
1.2材料进厂检验采购物资进厂后交仓管员,仓管员物资仅作验证确认,再通知检验员验收,外观检验合格就可先入库存放,检验不合格按不合格品处置。
同时做好检验验收的记录。
出口产品的钢板和钢管原材料化学力学试验按各标准相关规定进行复试,复试合格再进行投料生产,生产时间要求紧时可复试与投料生产同步进行,但复试结果不合格马上停止,划入不合格品处理。
1.3检验项目1.3.1原材料检验1.3.1.1焊管原材料钢板验收1.3.2外购件、辅料验收1.3.2.1外购件属标准件,辅料是辅助材料如焊丝、焊剂、油类的验证有:名称、型号规格、数量、外观、合格证等。
1.3.3外协件验收1.3.3.1外协件按照外协加工技术协议规定检验,但至少要对其名称、型号规格、数量、外观质量和合格证进行检验。
2 过程检验2.1过程检验指的是将产品中可能发生的缺陷在生产过程中发现和解决,可以避免批次性的质量问题和不合格品出现。
2.2过程检验的方式过程检验包含首检、巡检和完工检验三种。
2.2.1首检是指一个批次的产品第一件加工后的检验,主要是检验;标识与流程号是否相符合。
首件产品的质量特性是否符合加工工艺规定的要求,首件检验一般采用“三检制”的方法,即操作者自检、班组长复检、检验员专检;应该在产品上做好首检标记,必须有首检记录。
2.2.2巡检巡回检验是检验员在一定的时间间隔,一般在12小时内采取3次检查,检查该加工工序已加工完的产品;2.2.2.1巡检内容主要是检验员按照加工产品工艺文件中对该工序的加工要求,性能参数的规定检查。
ASTM钢管标准A1000-99 弹簧专用碳钢和合金钢钢丝规范A1001-99 大型材高强度钢铸件规范A1002-99 镍铝类合金铸件规范A100-93(2000) 硅铁A101-93(2000) 铬铁A102-93(2000) 钒铁合金A105/A105M-01 管系部件用碳素钢锻件A106-999e1 高温用无缝碳素钢管A108-99 优质冷加工碳素钢棒材技术规范A109/A109M-00e1 冷轧碳素钢带技术规范A111-99a 电话和电报线路用镀锌"铁"丝规格A116-00 镀锌钢丝编织栏栅网A121-99 镀锌刺钢丝A123/A123M-00 钢铁产品的锌镀层(热浸镀锌)技术规范A125-96 热处理螺旋形钢弹簧A126-95(2001) 阀门、法兰和管配件用灰铁铸件A128/A128M-93(1998) 钢铸件,奥氏体锰A131/A131M-94 海船用结构钢A132-89(2000) 钼铁合金A134-96 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上) A135-01 电阻焊钢管A139-00 电熔(电弧)焊钢管(4英寸以上的)A143-74(1999) 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A146-64(2000) 氧化钼制品A148/A148M-01 结构用高强度钢铸件A153/A153M-00 钢铁制金属构件上镀锌层(热浸)A159-83(2001) 汽车用灰铁铸件A167-99 不锈钢和耐热铬镍钢板、薄板及带材A176-99 不锈钢和耐热铬钢板、薄板及带材A178/A178M-95(2000) 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(1996)e1 热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 普通锻制碳素钢管的规格A182/A182M-01 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-98 钢轨用碳素钢螺栓和螺母A184/A184M-01 混凝土加筋用变形钢筋编织网A185-97 钢筋混凝土用焊接钢丝结构A1-00 碳素钢丁字轨A192/A192M-91(1996)e1 高压用无缝碳素钢锅炉管A193/A193M-01 高温设备用合金钢和不锈钢螺栓材料A194/A194M-01 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00 化铁炉用可锻铸铁A20/A20M-01 压力容器用钢板材通用要求A202/A202M-93(1999) 压力容器用铬锰硅合金钢板A203/A203M-97 压力容器用镍合金钢板A204/A204M-93(1999) 压力容器用钼合金钢板A209/A209M-98 锅炉和过热器用无缝碳钼合金钢管A210/A210M-96 锅炉和过热器用无缝中碳素管A213/A213M-01 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96 热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-93(1998) 高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-01 适合高温受压零件用合金钢和马氏体不锈钢铸件A21-94(1999) 铁路用未经热处理和经热处理的碳素钢轴A220/A220M-99 珠光体可锻铁A225/A225M-93(1999) 压力容器用锰矾镍合金钢板A227/A227M-99 机械弹簧用冷拉钢丝A228/A228M-00 乐器用优质弹簧钢丝A229/A229M-99 机械弹簧用油回火的钢丝A230/A230M-99 阀门用油回火优质碳素钢弹簧丝A231/A231M-96 铬钒合金钢弹簧丝A232/A232M-99 阀门用优质铬钒合金钢弹簧丝A234/A234M-00a 中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(1999) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-01 压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-00a 高强度低合金结构钢A247-67(1998) 铁铸件中石墨显微结构评定试验方法A249/A249M-01 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-95(2001) 锅炉和过热器用电阻焊铁素体合金钢管A252-98e1 焊接钢和无缝钢管桩A254-97 铜焊钢管规格A255-99 测定钢淬透性用末端淬火试验的标准试验方法A262-98 奥氏体不锈钢晶间浸蚀敏感性的检测A263-94a(1999) 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-94a(1999) 包覆的不锈铬镍钢板,薄板及带材规格A265-94a(1999) 镍和镍基合金包覆钢板规格A266/A266M-99 压力容器部件用碳素钢锻件规格A268/A268M-01 一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-01 一般设备用无缝和焊接奥氏体不锈钢管A27/A27M-95(2000) 通用碳素钢铸件A270-01 卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-98 钢锻件的磁粉检查试验方法A276-00a 不锈钢棒材和型材A278-93 适用于650F容压部件用灰铸铁件的技术规范A283/A283M-00 低和中等抗拉强度碳素钢板A285/A285M-90(2001) 压力容器用低和中等抗拉强度的碳素钢板A288-91(1998) 涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97 发电机非磁性定位环用合金钢锻件的技术规范A29/A29M-99e1 热锻及冷加工碳素钢和合金钢棒A2-90(1997) 普通型,带槽和防护型碳素工字钢轨A290-95(1999) 减速器环用碳素钢和合金钢锻件A291-95(1999) 减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295-98 高碳耐磨轴承钢技术规范A297/A297M-97(1998) 一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-97e1 压力容器用锰硅碳钢板A302/A302M-97e1 压力容器用锰钼和锰钼镍合金钢板A304-96 有末端淬火淬透性要求的合金钢棒材的技术规范A307-00 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308-99 经热浸处理镀有铅锡合金的薄板材的技术规范A309-94a(1999) 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-95(2000) 有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-00c 无缝和焊接奥氏体不锈钢管A313/A313M-98 不锈钢弹簧丝技术规范A314-97 锻造用不锈及耐热钢坯及钢棒规格A31-00 钢铆钉及铆钉和压力容器用棒材A319-71(2001) 高温无压部件用灰铁铸件A320/A320M-01 低温用合金钢螺栓材料规格A321-90(1995)e1 经淬火和回火的碳素钢棒A322-91(1996) 合金钢棒材.级别A323-93(2000) 硼铁规格A324-73(2000) 钛铁合金A325-00 经热处理最小抗拉强度为120/105ksi的钢结构螺栓A325M-00 结构钢连接件用高强度螺栓(米制)A327-91(1997) 铸铁冲击试验方法A327M-91(1997) 铸铁冲击试验方法(米制)A328/A328M-00 薄钢板桩A331-95(2000) 冷加工合金钢棒A333/A333M-99 低温用无缝与焊接钢管规格A334/A334M-99 低温设备用无缝与焊接碳素和合金钢管A335/A335M-01 高温用无缝铁素体合金钢管A336/A336M-99e1 压力与高温部件用合金钢锻件规格A338-84(1998) 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件API是美国石油学会(American Petroleum Institute)的英文缩写。
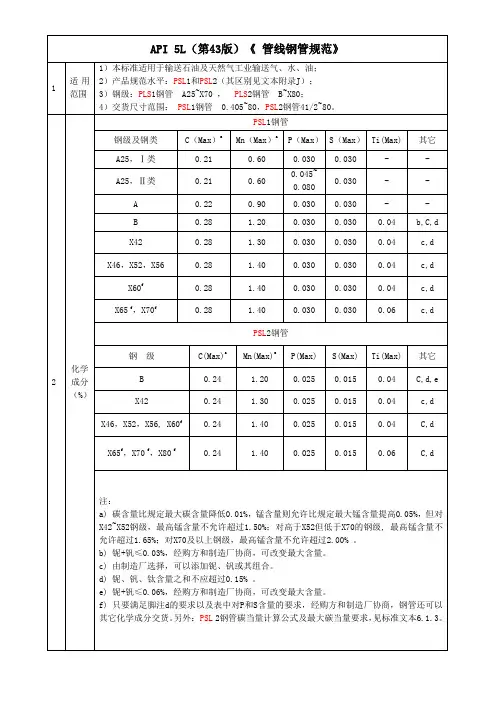
API SPEC 5L管线钢管管线钢管1 1 范围范围范围1.1 1.1 适用范围适用范围制定本标准的目的是为给石油天然气工业中输气、输水、输油用管提供一个适用的标准。
本标准适用于无缝钢管和焊接钢管,其中包括普通端口、螺纹端口、承插端口的管及直通流线管(TFL )和端口已为特殊连接做好加工的管。
虽然符合本标准的普通端口的钢管主要是供工地现场环形对焊之用,但制造厂对现场焊接将不承担责任。
1.2 1.2 产品等级(产品等级(产品等级(PSL PSL PSL))本标准规定了两种产品规范等级(PSL1和PSL2)。
此两种PSL 等级的产品所规定的标准技术要求水平不一样,PSL2对碳当量、缺口韧性、最大屈服强度、最大抗拉强度有强制性要求。
这里所述及其他方面的区别在附录J 中有论述。
可以明确要求只以PSL1或PSL2级供货,没有明确要求的则任选其一供货。
无论是订购PSL1或PSL2级的产品,需方还可附加要求。
本标准有补充要求(附录F )和其他可选项目(4.2和4.3)。
1.3 1.3 钢级钢级钢级本标准所涉及的钢级(见注释)有A25、A 、B 、X42、X46、X52、X56、X60、X65、X70、X80及任一中间钢级(钢级高于X42的两相邻标准级的中间级由供需双方协商)。
PSL1级的管,以A25至X70级钢供货;PSL2级的管,以B 至X80级钢供货。
Ⅱ类钢(ClⅡ)是回磷钢,大多数情况下比Ⅰ类钢(ClⅠ)具有更好的螺纹加工性能。
原因是Ⅱ类钢的磷含量较Ⅰ类钢高,使其弯曲起来要难一些。
未经需方许可,供方不得用X60或以上钢级的钢管代替其所订购的X52级或以下钢级的钢管。
注释:钢级的代号是相对的,A 级、B 级没有标出其最小屈服强度参数;其他钢级代号是由字母A 或X 加美制单位规定的最小屈服强度的首两位数组成的。
1.4 1.4 尺寸规格尺寸规格尺寸规格本标准中的尺寸规格是相对单位制下的表示方法,数值是美制单位对管子的外径尺寸测量而产生的。
技术标准订单:订单编号:ZJ/ZC-07-JSBZ-0011. 订单生产计划号:2. 钢管规格:Ф609.6×9.53×12000mm3. 执行标准/材质:API5LPSL2X524. 原料规格:马钢9.53×1900×L(mm);5.化学成份(每炉进行一次)C ≤0.22%Mn ≤1.40%P ≤0.025%S ≤0.015%Ti ≤0.04%Nb +V +Ti ≤0.15%Pcm ≤0.25% CE(IIW)≤0.43%30206015105Si Mn Cu Cr Ni Mo V Pcm C B ++=++++++W CE Mn Cr+Mo+VCu+Ni Ⅱ6515=C+++注:碳含量比规定最大碳含量每降低0.01%,锰含量则允许比规定最大锰含量提高0.05%,但最高锰含量不允许超过1.50%。
验收:如果一个熔炼炉次的钢板所生产的钢管不符合以上要求,则由该熔炼炉次的钢板所制造的所有钢管应予拒收。
6.力学性能:6.1管材拉伸:(每炉每100支进行一次)试验方法:ASTMA3706.1.1管体拉伸531MPa ≥R t0.5≥359MPa758Mpa ≥Rm ≥455MPaR t0.5/Rm ≤0.93A 50.8≥26%6.1.2焊接接头横向拉伸:在钢管上垂直焊缝截取矩形拉伸试样,焊缝位于试样中部,冷压平后做拉伸试验,焊缝抗拉强度应≥455MPa 。
6.2焊缝导向弯曲试验(正弯1件,反弯1件;每炉每50支进行一次):使用弯轴直径D=78.7mm ;弯曲角度180º左右。
验收:a 不得完全断裂b 焊缝金属不得出现长度大于3.18mm ,而深度不限的裂纹或破裂c 母材、热影响区或熔合线不得出现长度大于3.18mm 而深度大于1.2mm 的裂纹和破裂。
但在试验过程中沿着试样边缘产生的裂纹且从任一方向上测定的尺寸小于6.35mm 的裂纹应不予考虑。
6.3夏比冲击试验(每炉每100支进行一次,试验温度0℃,试样尺寸10*6.7*55mm )试验方法:ASTMA370取样位置:距焊缝90°的母材(横向)。
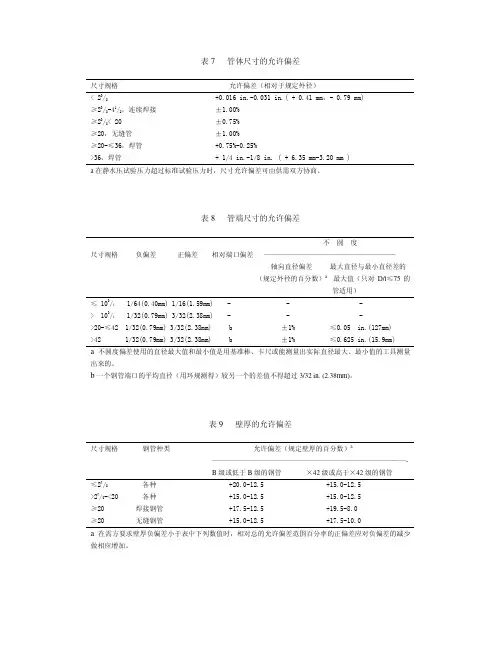
表7 管体尺寸的允许偏差尺寸规格允许偏差(相对于规定外径)< 23/8 +0.016 in.-0.031 in.( + 0.41 mm,- 0.79 mm)≥23/8-41/2,连续焊接 ±1.00%≥23/8< 20 ±0.75%≥20,无缝管 ±1.00%≥20-≤36,焊管 +0.75%-0.25%>36,焊管 + 1/4 in.-1/8 in. ( + 6.35 mm-3.20 mm )a在静水压试验压力超过标准试验压力时,尺寸允许偏差可由供需双方协商。
表8 管端尺寸的允许偏差不圆度尺寸规格负偏差正偏差相对端口偏差———————————————————轴向直径偏差最大直径与最小直径差的(规定外径的百分数)a 最大值(只对D/t≤75的管适用)≤ 103/4 1/64(0.40mm) 1/16(1.59mm) - - -> 103/4 1/32(0.79mm) 3/32(2.38mm) - - ->20-≤42 1/32(0.79mm) 3/32(2.38mm) b ±1% ≤0.05 in.(127mm)>42 1/32(0.79mm) 3/32(2.38mm) b ±1% ≤0.625 in.(15.9mm)a不圆度偏差使用的直径最大值和最小值是用基准棒、卡尺或能测量出实际直径最大、最小值的工具测量出来的。
b一个钢管端口的平均直径(用环规测得)较另一个的差值不得超过3/32 in. (2.38mm)。
表9 壁厚的允许偏差尺寸规格钢管种类允许偏差(规定壁厚的百分数)a————————————————————————————-B级或低于B级的钢管×42级或高于×42级的钢管≤27/8 各种 +20.0-12.5 +15.0-12.5>27/8-<20 各种 +15.0-12.5 +15.0-12.5≥20 焊接钢管 +17.5-12.5 +19.5-8.0≥20 无缝钢管 +15.0-12.5 +17.5-10.0a在需方要求壁厚负偏差小于表中下列数值时,相对总的允许偏差范围百分率的正偏差应对负偏差的减少做相应增加。
抗腐蚀合金复合钢管或衬管规范API 5LD规范第二版1998年7月生效日期:1998年12月31日特别说明API出版物仅对普遍性问题做出了规定。
对一些特殊情况,应查阅联邦、州和地方的有关法规。
API不为供应商、制造商和雇主承担其雇员在健康、安全风险及预防措施进行教育、培训和装备等方面的义务。
亦不承担他们因违反联邦、州和地方法律而应负的责任。
有关健康、安全风险及预防措施方面的详细资料或情况可向雇主、供应商或制造商索取,或从材料的安全数据表处得到。
API出版物不能以任何方式解释为授予任何人权利不制造、销售或使用属于专利证书所涉及的方法、设备或产品。
同样不能解释为保证任何人因侵犯专利权而不承担责任。
一般情况下,API标准每5年至少进行一次复审、修改、重新确认或予以撤销。
有时审定周期会延长,延长期不超过两年。
所以,除已授权再版延期外,作为现行的API标准自出版之日起,5年后不再有效。
可向API勘探开发部[电话:(202)6828000]了解本出版物情况。
API每年颁布一次出版物和资料目录,每季度订正一次变动情况,API地址位于:American Petroleum Institute,1220,L Street,N.W.Washington,D.C.20005。
本文件是在保证获得适当通知和参与开发工作的基础上,根据API标准化程序制定的,称之为API标准。
涉及到本标准内容的解释和本标准制定程序的问题,请直接致函美国石油学会勘探开发部部长。
地址:American Petroleum Institute,1220,L Street,N.W.Washington,D.C.20005。
要求复制或翻译本资料全文或任一部分也可致函商务部长。
API标准的出版便于已被证实的安全可靠的技术工艺及具体做法的推广应用。
考虑到这些标准的使用时间和地点,这些标准无意排除对采用可靠技术方法的需求。
API标准的制定和出版无意以任何方式禁止任何人采用其它标准。
44版API 5L《管线钢管规范》解读(一)美国石油学会(API)成立于1919年,由美国各石油公司和设备材料生产企业等方面的代表组成。
上世纪二十年代,美国石油学会制定了第一个管材类标准“规范5”。
截止2004年,规范5经过多次调整和修订,已发布至第43版。
2007年10月1日,美国石油学会发布了API Specification 5L《管线钢管规范》第44版标准,该标准已于2008年10月1日生效。
5L第44版英文版全文近170页,二十多万字。
全文包括正文14章、附录15个、图13个,表格58个,参考书目1个,引用国际和国外标准71个。
中文版也已出版北京和宝鸡的两个翻译版本,本文解读引述宝鸡44版API 5L《管线钢管规范》。
一.总体结构采用了ISO 3183:2007《石油天然气工业—管线输送系统用钢管》,所以其结构层次和编写规则与国际标准相同(为便于理解和使用,保留了一些不同于ISO标准要求的传统惯用符号)。
各种用途钢管的基本要求在正文中给出(无损检验除外),而一些特定用途钢管的特殊要求在附录中给出,这种编排方式,突出了作为标准主体的技术要求,使标准结构枝干明晰,也便于不同类型用户根据钢管预期服役条件进行各类技术要求的单选和组合选择。
1.基本要求在14章正文中明确规定了油气输送管线钢管的基本性要求,包括:范围、一致性、规范性引用文件、术语和定义、符号和缩略语、钢管等级、钢号和交货、购方需提供信息、制造、检验、验收极限、标志、涂层和螺纹保护器、记录保存和钢管装载。
不仅是对油气输送用一般服役条件钢管的要求,而且也是对特殊般服役条件钢管的基本要求。
2.提出附加要求的时机在钢管订货时,用户往往需根据特殊的服役情况补充附加技术条件,在前言中特意指出,订购特殊服役情况钢管时,应在订货合同中指定相应的特殊附加要求(对应于标准中的附录),且指出只有在订货合同中指定的附录适用。
3.规定的对应于特殊服役条件的附录订购需要进行制造工艺评定的PSL2钢管(附录B);订购输气管线中具有抗延性断裂扩展的PSL2钢管(附录G);订购酸性服役条件的PSL2钢管(附录H);订购海上服役条件的PSL2钢管(附录J);按“直通过油管(TFL)”订购的钢管(附录I)。
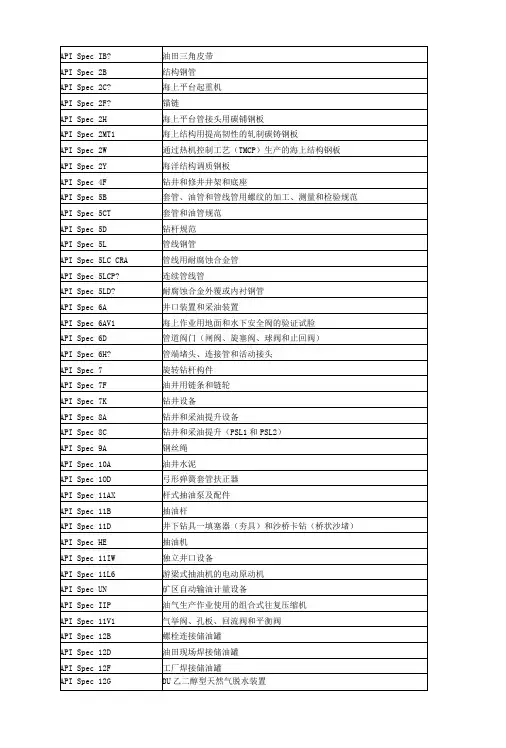
2005年API会标大纲(第7版) API会标大纲认证更新文件包API Spec Q1-2007 (第8版) 石油、石化和天然气工业质量纲要规范(ISO TS 29001:2007)API Spec 2B-2001 (第6版) 结构钢管制造技术规范API Spec 2C-2004 (第6版) 海上平台起重机规范API RP 2D-2003 (第5版) 海上平台起重机使用与维护推荐作法API Spec 2F-1997 (第6版) 系泊锚链规范API Spec 2H-2006 (第9版) 海洋平台管接头用碳锰钢板规范API Spec 2MT1-2001 (第2版) 用于近海结构件改善韧性的碳锰钢板规范API Spec 2MT2-2002 (第1版) 改良缺口韧性的扎制型钢规范API RP 2X-2004 (第4版) 海上结构件超声检测和磁粉检测推荐作法及无损检测人员资格指南API Spec 2Y-2006 (第5版) 海上结构用调质钢板规范(中英对照)API Spec 4F-2008 (第3版) 钻井和修井井架、底座规范API RP 4G-2004 (第3版) 钻井和修井、底座的检查、维护、修理与使用API RP 5A3-2003 (第3版) 套管、油管和管线管的螺纹脂推荐方法(ISO 13678:2000) API Spec 5B-2008 (第15版) 套管、油管和管线管螺纹的加工、测量和检验(美制单位) API RP 5B1-1999 (第5版) 套管、油管和管线管螺纹测量和检验API RP 5C1-1999 (第18版) 推荐采用的套管、油管的维护和使用方法API Bull 5C2-1999 (第21版) 套管、油管和钻杆使用性能API Spec 5CT-2005 (第8版) 套管和油管规范(ISO 11960:2004)API Spec 5D-2001 (第5版) 钻杆规范ANSI/API Spec 5DP-2009(第1版) 石油天然气工业-钢制钻杆(中英对照)API Spec 5L-2007 (第44版) 管线钢管规范ISO 3183:2007(MOD)API Spec 5L1-2002 (第6版) 管线钢管铁路运输的推荐实用规程API RP 5L2-2002 (第4版) 非腐蚀性气体输送管线管内涂层推荐做法API Spec 5LC-1998(R2006)(第3版)耐腐蚀合金管线钢管API SPEC 5LD-1998 (第2版) 内覆或衬里耐腐蚀合金复合钢管规范API RP 5LW-1996(R2003) (第2版) 管线管内陆及海上船舶运输推荐作法API Spec 6A-2004 (第19版) 井口装置和采油树设备规范API Spec 6AV1-1996(R2008)(第1版)近海作业用地面和水下安全阀的验证试验规范API Spec 6D-08 (第23版) 管线阀门规范(ISO 14313:2007)API Spec 6FA-1999 (第3版) 阀门耐火试验规范API Spec 6H-1998 (第2版) 管道终端、连接件和旋转接头技术规范API Spec 7-2001(2004a) (第40版) 旋转钻柱构件规范ANSI/API Spec 7-1-2006 (第1版) 旋转钻井钻柱构件规范API Spec 7B-11C-1994(R2000) (第9版)油田用往复式内燃机规范API RP 7C-11F-1994(R2000)(第5版)内燃机的安装、维护和操作推荐作法API Spec 7F-2003 (第7版) 油井链条和链轮API Spec 7K-2005 (第4版)钻井和井口操作设备规范(含2006增补1,2)API Spec 8A-1997 (第13版) 钻井和采油提升设备规范(含A2001)API RP 8B-2002 (第7版) 提升设备的检查、保养、修理及大修的推荐作法(ISO 13534:2000)API Spec 8C-2003 (第4版) 钻井和采油提升设备规范(PSL1和PSL2) API Spec 9A-2004 (第25版) 钢丝绳规范API RP 9B-2002 (第11版) 油田钢丝绳的应用、保养和使用的推荐方法API Spec 10D-2002 (第6版) 弓簧套管扶正器规范API RP 11AR-2000 (第4版) 地下抽油泵的维护和使用推荐作法API Spec 11AX-2006 (第12版) 地下杆式抽油泵及其配件的技术规范API Spec 11B-1998 (第26版) 抽油杆规范API Spec 11D1-2002 (第1版) 石油天然气工业-井下装备-封隔器和桥塞(ISO 14310:2001)API Spec 11E-1994(R2000)(第17版)抽油机技术规范API Spec 11E-2008 (第18版) 抽油机技术规范(含09堪误1、2)(中英对照)API RP 11G-1994(R2000) (第4版) 抽油机的安装和润滑API TR 11L-1993(R2000) (第4版) 有杆泵抽油系统(常规抽油机)的设计计算API RP 11S-1994(R2008) (第3版) 潜油电泵装置的操作、维护和故障检查API RP 11S2-1997(R2008)(第2版) 潜油电泵离心泵试验推荐做法API RP 11S3-1999(R2008)(第2版) 潜油电泵装置的安装API RP 11S4-2002(R2008)(第3版) 潜油电泵装置的规格与选用的推荐做法API RP 11S8-1993(R2008)(第1版) 潜油电泵振动试验方法API Spec 11V1-1995(R2000)(第2版)气举阀、孔板、回流阀和隔板阀规范API RP 11V7-1999 (第2版) 气举阀的修理、试验和鉴定推荐作法API Spec 12B-1995 (R2000)(第4版)螺栓连接储油罐规范API Spec 12D-1994(R2000)(第10版)油田现场焊接储油罐规范API Spec 12F-2008 (第12版) 车间焊接的生产液体储罐技术规范API Spec 12GDU-1990(R1999) (第1版)二醇型天然气脱水装置规范API Spec 12J-2008 (第8版) 油气分离器规范(中英对照版)API RP 12R1-1997 (R2008)(第5版)采油用储罐的安装、维护、检测、操作和维修API RP 13B1-2003 (第3版) 水基钻井液现场测试程序(中英对照)API RP 13B2-2005 (第4版) 油基钻井液现场测试程序(中英对照)API Spec 14A-2000 (第10版) 井下安全阀设备规范(ISO 10432:1999)API Spec 14B-2005 (第5版) 井下安全阀系统的设计、安装、修理和操作的推荐做法API Spec 15HR-2001 (第3版) 高压玻璃纤维管线管规范(含04增补,07勘误)API Spec 15LR-2001 (第7版) 低压玻璃纤维管线管和管件ANSI/API Spec 16A-2004(第3版) 钻井通道设备规范(ISO 13533:2001修改)API Spec 16C-1993(R2001)(第1版)节流和压井系统规范API RP 51-2001 (第3版) 陆上石油天然气生产保护环境的作法API RP 500-1997(R2002)(第2版) 石油设施电气设备安装一级一类和二类区域划分的推荐方法API 510-2006 (第9版) 压力容器检验法规:维护检验、评估、修理和改造API RP 520-1-2000 (第17版) 炼油厂压力泄放装置的尺寸确定和选择API RP 520-2-2003 (第15版) 炼油厂压力泄放装置的安装API Std 526-2002 (第5版) 钢制法兰端泄压阀API Std 527-1991(R2002)(第3版) 泄压阀的阀座密封度API 570-2006a (第2版) 管道检验法规:使用中管道系统检验、修理、改造和重新评估API RP 572-2001 (第2版) 压力容器检验API RP 576-2000 (第2版) 泄压装置的检验API RP 591-2003 (第3版) 炼油阀门的用户验收ANSI/API Std 594-2004(第6版) 双夹式、凸耳式、对夹式和对焊止回阀API Std 598-2004 (第8版) 阀门的检验和试验API Std 599-2002 (第5版) 法兰端、螺纹端和焊接端金属旋塞阀API Std 600-2001 (第11版) 石油和天然气工业用阀盖螺栓连接的钢制闸阀(ISO 10434:1998)API Std 600-2009 (第12版) 石油和天然气工业用阀盖螺栓连接的钢制闸阀(ISO 10434:1998)(中英对照)API Std 602-2005 (第8版) 石油和天然气工业用公称尺寸小于和等于DN100的钢制闸阀、截止阀和止回阀(ISO 15761:2002)API Std 603-2001 (第6版) 法兰端、对焊端、耐腐蚀栓接阀盖闸阀ANSI/API Std 607-2005(第5版) 转1/4周软阀座阀门的耐火试验(ISO 10497-5:2004)API Std 608-2002 (第3版) 法兰、螺纹和焊连接的金属球阀API Std 609-2004 (第6版) 双法兰连接、凸耳及饼式蝶阀API Std 610-2004 (第10版) 石油、重工化学和天然气工业用离心泵API Std 617-2002 (第7版) 石油、化工及气体工业用的离心压缩机以及膨胀机-压缩机API Std 620-2002 (第10版) 大型焊接低压储罐设计与施工API Std 650-1998 (第10版) 钢制焊接石油储罐(含A00,01)API Std 650-2007 (第11版) 钢制焊接石油储罐(中英对照)API Std 653-2001 (第3版) 储油罐检验、修理、改造和重建API Std 660-2003 (第7版) 炼油厂用通用管壳式换热器API Std 661-2002 (第5版) 炼油通用操作空气冷却换热器API Std 661-2006 (第6版) 炼油通用操作空气冷却换热器(中英对照)API Std 662-2002 (第2版) 炼油厂通用板式换热器API Std 674-1995(R2000)(第2版) 往复式容积泵API Std 675-1994(R2000)(第2版) 容积泵-计量泵API Std 682-2002 (第2版) 用于离心泵和旋转泵的泵轴封系统API RP 683-1993(R2000) (第1版) 石油、化工与燃气工业机械设备质量改进细则API Std 685-2000 (第1版) 石油、重化工和气体用无焊离心泵API RP 941-2004 (第6版) 适用于石油精炼厂和石化厂高温和高压气工况的钢"API Std 1104-1999 (第19版) 管道及有关设施的焊接(含2001勘误)API RP 1109-2003 (第3版) 液体石油管道设施标识推荐方法API RP 1110-1997 (第4版) 液体石油管道压力试验API 标准汇编API标准中译本丛书(一)管线管和阀门(含12个标准) 5L、6A、6AV1、14A、598、600、602、607、608、609、11V1和11V7API RP 1117-1996(R2002)(第2版) 移动使用运行中的管道API Std 1631-2001 (第15版) 地下储油罐内衬里与定期检验API RP 2009-2002 (第7版) 石油和石油化工安全焊接、切削和热加工作法API RP 2027-2002 (第3版) 常压储罐喷砂在使用烃类时着火的危险API RP 2210-2000 (第3版) 石油储罐通风处的火焰消除器API Std 2510-2001 (第8版) 液化石油气设备的设计与建造API Std 2552-1966 (R2006) 球罐和球形容器的测量与检定。
抗腐蚀合金复合钢管或衬管规范API 5LD规范第二版1998年7月生效日期:1998年12月31日特别说明API出版物仅对普遍性问题做出了规定。
对一些特殊情况,应查阅联邦、州和地方的有关法规。
API不为供应商、制造商和雇主承担其雇员在健康、安全风险及预防措施进行教育、培训和装备等方面的义务。
亦不承担他们因违反联邦、州和地方法律而应负的责任。
有关健康、安全风险及预防措施方面的详细资料或情况可向雇主、供应商或制造商索取,或从材料的安全数据表处得到。
API出版物不能以任何方式解释为授予任何人权利不制造、销售或使用属于专利证书所涉及的方法、设备或产品。
同样不能解释为保证任何人因侵犯专利权而不承担责任。
一般情况下,API标准每5年至少进行一次复审、修改、重新确认或予以撤销。
有时审定周期会延长,延长期不超过两年。
所以,除已授权再版延期外,作为现行的API标准自出版之日起,5年后不再有效。
可向API勘探开发部[电话:(202)6828000]了解本出版物情况。
API每年颁布一次出版物和资料目录,每季度订正一次变动情况,API地址位于:American Petroleum Institute,1220,L Street,N.W.Washington,D.C.20005。
本文件是在保证获得适当通知和参与开发工作的基础上,根据API标准化程序制定的,称之为API标准。
涉及到本标准内容的解释和本标准制定程序的问题,请直接致函美国石油学会勘探开发部部长。
地址:American Petroleum Institute,1220,L Street,N.W.Washington,D.C.20005。
要求复制或翻译本资料全文或任一部分也可致函商务部长。
API标准的出版便于已被证实的安全可靠的技术工艺及具体做法的推广应用。
考虑到这些标准的使用时间和地点,这些标准无意排除对采用可靠技术方法的需求。
API标准的制定和出版无意以任何方式禁止任何人采用其它标准。
按照API标准中的标志要求,为其设备、原料做标志的任何制造厂,应对其所采用标准的所有要求负责。
美国石油学会不声明、担保或确认该产品均确实符合相应的API标准。
订购API抗腐蚀合金复合管或衬管建议在按API-5LD规范订购防腐蚀合金复合管或衬管时,购方宜在订单中规定一列要求:规范--------------------------------------------------------------------------------------5LD数量母材钢管-------------------------------------------------------------------------------1.1抗腐蚀合金层钢管-------------------------------------------------------------------表1抗腐蚀合金层类型------------------------------------------------------------------4.1.a尺寸母材公称直径-------------------------------------------------------------------------1.1母材壁厚-------------------------------------------------------------------------------1.1抗腐蚀合金层最低厚度-------------------------------------------------------------表3公称长度-------------------------------------------------------------------------------9.5管端加工-------------------------------------------------------------------------------9.8就下列选项,购方也宜在订单中规定要求:抗腐蚀合金层的化学成分要求---------------------------------------------------5.1,5.3缺陷修补程序-------------------------------------------------------------------------11.6,11.7,11.8 就下列规定事项,应经购方与制造厂协商确定:抗腐蚀合金层的化学成分要求--------------------------------------------------表1硬度试验频次(离心浇铸)------------------------------------------------------6.18.c抗腐蚀合金层的机械性能--------------------------------------------------------6.1抗腐蚀合金层粘合试验-----------------------------------------------------------7.3适用于内径的外径偏差-----------------------------------------------------------表3抗腐蚀合金层的最大厚度--------------------------------------------------------表3补充静水压试验--------------------------------------------------------------------8.4中间直径及壁厚--------------------------------------------------------------------9.2,9.3接管-----------------------------------------------------------------------------------9.7焊接复合管的无损检验-----------------------------------------------------------10.1无缝及离心浇铸复合管的无损检验--------------------------------------------10.2衬管的无损检验--------------------------------------------------------------------10.3腐蚀合金层的连续性-------------------------------------------------------------11.2.g抗腐蚀合金层的缺陷修补--------------------------------------------------------11.5.b在内表面的标志--------------------------------------------------------------------12.2.b,A.2补充要求-----------------------------------------------------------------------------附录B:SR1,SR2目录1 范围1.1范围1.2总则1.3公制单位2 参考文件2.1总则2.2要求2.3等同标准2.4引用标准3 定义4 制造工艺及材料4.1制造工艺4.2冷扩径4.3热处理5 化学性能及试验5.1化学成分5.2抗腐蚀合金层的熔炼分析5.3抗腐蚀合金层的产品分析5.4复验5.5控制分析5.6化学分析程序5.7母材原料6 力学性能及试验6.1力学性能6.2拉伸试验—总则6.3试验频次6.4纵向拉伸试验6.5横向拉伸试验6.6焊缝拉伸试验6.7控制拉抻试验6.8复验6.9压扁试验—电焊母材6.10验收标准6.11复验6.12压扁试验—无缝管,离心浇铸管,不带填充金属复合管及衬管6.13导向弯曲试验6.14导向弯曲试验—只对复合管6.15导向弯曲试验—复验6.16电焊管的焊缝延性试验6.17复验7特殊试验7.1晶间腐蚀试验(STRAUSS 试验)7.2粘合试验8 静水压试验8.1水压试验检验8.2试验的验证8.3试验压力8.4补充静水压试验9 尺寸,重量及长度9.1尺寸及重量9.2直径9.3壁厚9.4重量9.5长度9.6直度9.7接管9.8管端10 无损检验10.1焊接复合管的检验方法10.2衬管的检验方法10.3射线检验—设备10.4荧光检查法操作人员资质10.5操作员证书10.6对比试块10.7 ISO金属丝渗透计10.8频次10.9荧光屏显示检验设备动态运行评定程序10.10验收标准10.11缺欠10.12缺陷10.13补焊11 工艺质量,外观检验及缺陷的修补11.1购方检验11.2工艺质量11.3外观检验11.4缺陷11.5缺陷的修补11.6埋弧焊焊接钢管焊缝的补焊程序11.7电焊及感应焊钢管焊缝的补焊程序11.8熔化极气体保护电弧焊钢管焊缝的补焊程序12 标志及表面处理12.1标志—总则12.3标志顺序12.4长度12.5字模压印12.6表面处理12.7钢管加工厂标志13 文件13.1质量证明书13.2电子版质量证明书附录A API许可证持有者做标志说明附录B补充要求附录C购方检验图1 母材及防腐蚀合金层硬度试验位置2 圆形夹渣和气孔型缺欠最大分布模式图例3 条形夹渣缺欠最大分布模式图例表1 抗腐蚀合金层熔炼分析的化学成分要求,百分数2 阳模及Poisson’s在77℉(25℃)下的比率3 尺寸及重量公差4 ISO金属丝透度计(灵敏度2%)5 条形夹渣缺欠(见图2)6 圆形夹渣和气孔型缺欠抗腐蚀合金复合钢管或衬管规范1.范围1.1范围本规范包括了具有改善的抗腐蚀性能的无缝管、离心浇铸管及焊接复合钢管及衬管钢管。
这里规定的复合钢管及衬管由钢管外表面的母材金属及钢管内表面的抗腐蚀合金层组成。
除其中修正以外,母材原料应满足API-5L规范中要求。
初级产品应有方形管端,但经供方与制造厂协商也可供应其它特殊端部加工的钢管。
公称尺寸范围从1in到42in.本规范中母材金属包括的钢级为X42,X46,X52,X56,X60,X70,X80以及任意中间的钢级。
抗腐蚀性合金层的钢级为LC1812,2205,2506,2242及2262,其它抗腐蚀合金层钢级应经购方与制造厂协商。