带表卡尺的读数方式课件
- 格式:ppt
- 大小:4.33 MB
- 文档页数:6

卡尺测量正确读数
1、首先将卡尺设置为0,也就是将滑动部分推到最左侧,确保两端的内爪和外爪分别并拢。
这时候看你的表盘,看指针是否刚好指向表盘上的0刻度位置。
如果指针没有朝向0刻度位置,松开调节螺钉并用手转动刻度盘的上部,直到指针朝向刻度盘的0刻度位置。
然后再次拧紧调节螺钉。
所以卡尺被校准了。
2、根据副尺零线以左的主尺上的最近刻度读出整毫米数;
3、根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;
4、将上面整数和小数两部分加起来,即为总尺寸。
带表卡尺的读数方法(一)带表卡尺的读数简介1. 什么是带表卡尺?带表卡尺是一种用来测量物体尺寸的工具。
它由一个主体部分和一个可滑动的尺针组成。
尺针上刻度清晰可见,通常为毫米(mm)或英寸(inch)。
2. 如何读取带表卡尺上的刻度?要读取带表卡尺上的刻度,需要注意以下几点:主刻度的读取•确定主刻度的单位:带表卡尺上通常有两种主刻度单位,毫米和英寸。
根据需要选择正确的单位。
•对齐刻度线:将带表卡尺的尺针轻轻移动,使之与被测物体的边缘对齐。
确保尺针与被测物体的表面平行。
•观察主刻度:读取尺针上主刻度对应的数值。
如果尺针没有完全与某个主刻度对齐,可以根据尺针与主刻度之间的距离估算出小数位的数值。
辅助刻度的读取•确定辅助刻度的单位:辅助刻度通常是用来表示更精确的测量结果的。
根据需要选择正确的单位。
•观察辅助刻度:辅助刻度通常比主刻度间隔更小,用来增加测量的准确度。
根据尺针上辅助刻度对应的数值来得到更精确的测量结果。
3. 使用带表卡尺的注意事项在使用带表卡尺进行测量时,需要注意以下几点:•保持尺针清洁:尺针上的灰尘或污渍可能会对测量结果产生误差,所以要经常清洁尺针。
•避免抖动:在进行测量时应尽量避免手部的抖动,以免对测量结果产生干扰。
•注意读数误差:由于人眼对于细小刻度的分辨能力有限,读数时应尽量减小误差,可以多次测量并取平均值得到更准确的结果。
4. 带表卡尺的应用领域带表卡尺主要应用于以下领域:•机械加工:用来测量零件的尺寸,确保产品质量。
•建筑工程:用于测量墙壁、门窗等构件的尺寸,确保施工准确性。
•实验室实验:用作实验器材,测量实验样品的尺寸。
5. 小结通过使用带表卡尺,我们可以方便快捷地测量物体的尺寸。
在实际应用中,我们需要准确读取刻度,并注意测量误差的影响。
带表卡尺在各个领域都有广泛的应用,为我们的工作和生活提供了便利。
希望本文能对您理解和使用带表卡尺有所帮助!如上文所述,带表卡尺是一种用来测量物体尺寸的工具。
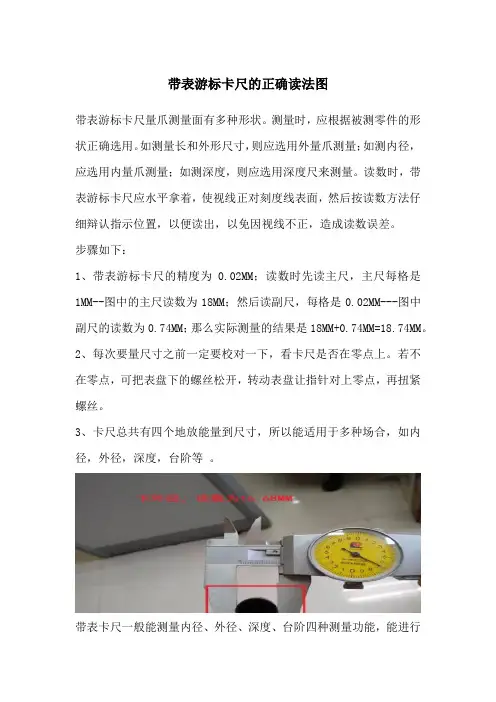
带表游标卡尺的正确读法图
带表游标卡尺量爪测量面有多种形状。
测量时,应根据被测零件的形状正确选用。
如测量长和外形尺寸,则应选用外量爪测量;如测内径,应选用内量爪测量;如测深度,则应选用深度尺来测量。
读数时,带表游标卡尺应水平拿着,使视线正对刻度线表面,然后按读数方法仔细辩认指示位置,以便读出,以免因视线不正,造成读数误差。
步骤如下:
1、带表游标卡尺的精度为0.02MM;读数时先读主尺,主尺每格是
1MM--图中的主尺读数为18MM;然后读副尺,每格是0.02MM---图中副尺的读数为0.74MM;那么实际测量的结果是18MM+0.74MM=18.74MM。
2、每次要量尺寸之前一定要校对一下,看卡尺是否在零点上。
若不在零点,可把表盘下的螺丝松开,转动表盘让指针对上零点,再扭紧螺丝。
3、卡尺总共有四个地放能量到尺寸,所以能适用于多种场合,如内径,外径,深度,台阶等。
带表卡尺一般能测量内径、外径、深度、台阶四种测量功能,能进行
直接测量和比较测量。
直接测量:用卡尺直接测量工件,按上述读数方法读出工件的测量值。
比较测量:将标准量块(或标准样件)置于两测量面间(孔,则用环规),先松开表盘紧固螺钉,转动盘,使表针与“零”线重合,锁紧表盘,然后测量工件,从指示表上即可读出工件相对于标准件样件的尺寸差值。
这对同一尺寸的大批量检查,将大大提高工效。