粉末冶金原理第四章
- 格式:ppt
- 大小:678.00 KB
- 文档页数:10

第四章特殊成形理论根据:帕斯卡原理关于液体传递压强的规将所需压制的物料(粉末状)装入弹性模具内(如橡胶、塑料等做成的模具),将模具口封闭,置于高压容器内,然后将高压容器入口封闭,用超高压泵打入加压介质,容器内压力可升高到100-600MPa,高压容等静压制法比一般的钢模压制法有下列优点:1)能够压制具有凹形、空心等复杂形状的压件;2)压制时,粉末体与弹性模具的相对移动很小,所1)对压坯尺寸精度的控制和压坯表面的光洁度都高压泵把介质压入耐高压的钢质密封容器1.压力分布和摩擦力对压坯密度分布粉末压制时,粉末颗粒之间、粉末与压模模壁或压模之间发生了相对运动,产生了滑动摩擦压坯的密度分布沿纵断面是均匀的;压坯的密度分布沿横断面从外往内逐渐2.压制压力与压块密度的关系粉末体在等静压力压制时,压力与压坯密度的变化关系可用黄培云的压制双对1.冷等静压力机的结构及类型冷等静压制按粉料装模及其受压形式可分干袋模•(1)湿袋模具压制•把无须外力支持也能保持一定形状的薄壁软模6装入粉末料8,用橡皮塞5塞紧密封袋口,然后套装入穿孔金属套7一起放入高压容器9中,使模袋泡浸在液体压力介质中经受高压泵注入的高压液体压制。
2012/3/13湿袋模具压制的优点和缺点能在同一压力容器内同时压制各种形状的压件,适合于小批量、多品种、大型及复干式等静压成形优点和缺点成形过程中操作人员不直接和液体介质接触,工序相对简单,生产率高,易于实现1)应有一定的强度和弹性,装粉时能保持原来的几何形粉末的工艺性能直接影响压制过程和压坯的质料袋内粉末装入的均匀程度直接影响压块的质量。
三个阶段。
卸压也不宜过快,过快会使残留在坯体中的受压缩气在高温高压密封容器中,以高压氩气为介质,对其中的粉末或待压实的烧结坯料(或零件)施粉末体在等静压高压容器内同一时间经受高温和高压的联合作用,强化了压制与烧结过程,降低了制品的烧结温度,改善了制品的晶粒结构,消除了材热等静压技术已经成为提高粉末冶金制品性能及压制大型复杂形状零件的先进技术。
第4章陶瓷粉末成型原理及工艺4.1 成型前粉末的预处理成型是粉末冶金工艺的第二个基本工序,是使粉末密实成具有一定形状、尺寸、孔隙度及强度的压坯的工艺过程。
为了改善粉末成型过程和制品最终性能,在成型之前一般都要对原料粉末进行预处理,包括:热处理(退火或煅烧)、混合、筛分、加成型剂和润滑剂、制粒等。
1.热处理(退火或煅烧)退火主要是针对金属粉末而言的,其目的为:使金属粉末中的氧化物还原,降低氧含量,提高粉末的纯度;消除金属粉末的加工硬化,恢复粉末的成型塑性(用还原法、机械球磨法、电解法、喷雾法以及羰基离解法等制备的金属粉末通常都要经过退火处理);使某些超细金属粉末表面钝化,以防止发生自燃现象。
例如,一般在300℃、H2气中将电解Cu粉进行退火处理;电解Fe粉或电解Ni 粉通常在700℃、H2气中或真空中进行退火处理。
煅烧主要是针对陶瓷粉末而言的,其目的是:除去所吸附的杂质;使两种或两种以上的混合粉末发生固态反应而形成所需要的相结构;调整粉末的粒度和松装密度以满足压型技术的需要。
对于象TiC、TiB2、UC、UN、U3Si2等一些易氧化和易燃的非氧化物陶瓷超细粉末,最好在低氧手套箱内进行操作,并且在移出手套箱之前要在氧分压可控的电炉内加热进行表面钝化处理。
2.混合混合是指将两种或两种以上不同成分的粉末混合均匀的过程。
而合批一般是指将不同批次生产的、成分相同、但粒度不同的粉末进行混合。
混合方法一般有机械法和化学法两种。
其中,最简单、应用最广泛的是机械法,即将不同成分的粉末机械地掺和均匀而不发生化学反应。
常用的混合机有V 型混合机、(单、双)锥型混合机、螺旋混合机、三维运动混合机、球磨机等。
机械法混料又可分为干混和湿混两种。
加入磨球有利于提高混合效率,甚至还能使粉末粒度减小;但是,有时为了避免金属粉末在混合过程中产生加工硬化,或为了避免金属或陶瓷粉末的粒度发生变化,一般就不用磨球。
干混法几乎对于所有物料都适用。
第四章单元系粉末烧结Sintering of single component§1 烧结现象(简介)纯金属、固定化学成分的化合物和均匀固溶体的粉末烧结体系1. 烧结现象:1)辅助添加剂的排除(蒸发与分解)→形成内压→若内压超过颗粒间的结合强度→膨胀,起泡或开裂等→废品2)当烧结温度达到退火温度时,压制过程的内应力释放,并导致压坯尺寸胀大产生回复和再结晶现象由于颗粒接触部位在压制过程中承受大量变形,为再结晶提供了能量条件。
3)孔隙缩小,形成连通孔隙网络,封闭孔隙4)晶粒长大1.烧结温度与时间(自学)T=(2/3-4/5)Tm2.烧结密度与尺寸变化(自学)§2 烧结过程中的晶粒长大1 .烧结材料的晶粒尺寸细小:在粉末烧结初、中期,晶粒长大的趋势较小而在烧结后期才会发生可观察到的晶粒长大现象但与普通致密材料相比较,烧结材料的这种晶粒长大现象几乎可以忽略。
原因有二:孔隙、夹杂物对晶界迁移的阻碍烧结温度低于铸造温度1)对晶界的阻碍作用:烧结坯中孔隙对晶界迁移施加了阻碍作用,即孔隙的存在阻止晶界的迁移。
粉末颗粒的原始边界随着烧结过程的进行一般发展成晶界。
烧结坯中的大量孔隙大都与晶界相连接。
孔隙对晶界迁移施加的阻力:随其中孔隙尺寸的减小而降低孔隙的数量的下降而降低当孔隙度固定时,孔隙数量愈大,这种阻碍作用也愈强相应地,晶粒长大趋势亦小在相同烧结条件下,粒度粗的粉末易得到较粗大的晶粒而粒度较细的粉末则易获得较细小的晶粒结构细粉时,孔隙数量大,对晶界的阻碍作用较强但烧结温度过高或烧结时间过长,则会发生聚集再结晶当烧结坯中的孔隙尺寸和总孔隙度下降到一定程度后,孔隙的阻碍作用迅速减弱,导致晶界与孔隙发生分离现象。
这时,晶内孔隙形成。
粉末中的夹杂物也对晶粒长大施加一定的阻碍作用。
夹杂物包括硅酸盐和稳定性高的金属氧化物对晶界迁移的阻碍作用大于孔隙因为孔隙随着烧结过程的进行可减弱或消失。
而夹杂物一般难以消除(若夹杂物在烧结过程中稳定)同时,粉末烧结温度远低于铸造温度故粉末烧结材料的晶粒一般较细小2 .晶粒长大(grain growth)的阻碍作用模型若附在晶界上的孔隙的尺寸为rP,平均晶粒尺寸为Ga,则孔隙的体积分数为fP=48(rP/Ga)3假设单位晶界面积上的孔隙个数为N,则N=24/πGa2晶界迁移的驱动力F=2kγgb(1/Ga-1/G)k=4/5(for normal grain growth)孔隙或夹杂物及溶质原子对晶界的拉力为Fd=πrPγgb(N+MP/Mb)其中:孔隙的移动性MP=An/rPnAn、rn依赖于导致孔隙迁移的物质迁移机构其中δ为表面层厚度;m为摩尔质量;αˊ为蒸发速度常数晶界移动性Mb=(αC∞+1/Mo)-1Mo:晶界本征移动性,C∞:溶质原子的平均浓度因而对晶界总的拉力为Fd=πrPγgb(N+AnαC∞/rPn+An/MorPn)产生晶界与孔隙分离或形成晶内孔隙的条件是晶界迁移驱动力F≥施加在晶界上的拉力Fd容易发现rP愈小,N↑,→Fd↑细粉末难以形成内孔隙原始晶粒尺寸分布愈均匀,晶界与孔隙分离的机率也愈小晶粒长大动力学方程为Gn -Go n =kt 2<n≤3Ga为平均晶粒尺寸孔隙等的存在导致晶粒长大速度下降§3 纳米粉末的烧结特性与烧结技术1. 纳米晶材料具有传统与微米晶材料的不同特性不透明→透明;脆性→超塑性;绝缘→导体;电子材料:很高的磁阻,超磁性(可控的能带间隙)技术困难纳米粉体的烧结是为了得到纳米晶全致密的块体材料(矛盾)2.目标:关键是在保持块体材料呈现纳米晶结构,而又能获得全致密化纳米粉末具有本征的偏离平衡态的亚稳结构纳米晶结构还导致晶体结构的改变固溶度增加物理性能改变问题是1)烧结后产生晶粒粗化→非纳米晶结构活性高:烧结驱动力用于致密化和晶粒长大2)试样细寸细小,特别是难以得到出现性能突变的可供测试的样品,无法判断对应晶粒尺寸3)工程应用也受到制约为什么纳米粉末颗粒的烧结活性很高?1)烧结热力学具有巨大的表面能,为烧结过程提供很高的烧结驱动力,使烧结过程加快2)烧结动力学由烧结动力学方程(X/a)m=F(T).t/am-n纳米粉末颗粒的a值很小达到相同的x/a值所需时间很短,烧结温度降低。

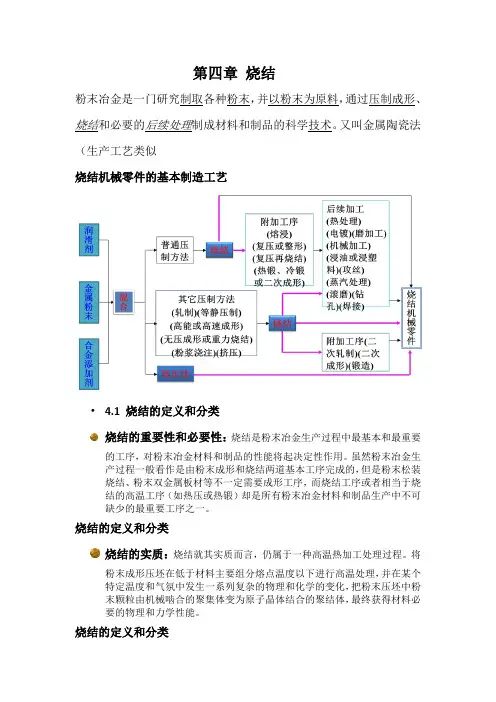
第四章烧结粉末冶金是一门研究制取各种粉末,并以粉末为原料,通过压制成形、烧结和必要的后续处理制成材料和制品的科学技术。
又叫金属陶瓷法(生产工艺类似烧结机械零件的基本制造工艺• 4.1 烧结的定义和分类烧结的重要性和必要性:烧结是粉末冶金生产过程中最基本和最重要的工序,对粉末冶金材料和制品的性能将起决定性作用。
虽然粉末冶金生产过程一般看作是由粉末成形和烧结两道基本工序完成的,但是粉末松装烧结、粉末双金属板材等不一定需要成形工序,而烧结工序或者相当于烧结的高温工序(如热压或热锻)却是所有粉末冶金材料和制品生产中不可缺少的最重要工序之一。
烧结的定义和分类烧结的实质:烧结就其实质而言,仍属于一种高温热加工处理过程。
将粉末成形压坯在低于材料主要组分熔点温度以下进行高温处理,并在某个特定温度和气氛中发生一系列复杂的物理和化学的变化,把粉末压坯中粉末颗粒由机械啮合的聚集体变为原子晶体结合的聚结体,最终获得材料必要的物理和力学性能。
烧结的定义和分类烧结的定义:所谓烧结,就是将粉末或粉末压坯在低于其主要组元熔点的温度(大约0.7~0.8T)下进行加热处理,借助于原子迁移实现颗粒绝对熔点间的联结以提高压坯强度和各种物理机械性能的工艺过程。
烧结过程按照有无外加压力可以分为两大类:不施加外压力的烧结和施加外压力的烧结,简称不加压烧结和加压烧结固相烧结是指整个烧结过程都是在固态下进行的。
烧结体系按粉末原料的组成可以分成:由纯金属、化合物(如Al2O3,B4C等)或固溶体组成的单相系;由金属-金属、金属-非金属、金属-化合物组成的多相系。
单元系烧结:纯金属(如难熔金属和纯铁软磁材料)或化合物,在其熔点以下的温度进行的固相烧结过程。
(属于固相烧结)由两种或两种以上组元构成的多元系烧结,分为两种类型:一种是烧结温度低于多元系中低熔点组元的熔点下进行的烧结,属于多元系固相烧结,如铁-石墨、Cu-Ni、Fe-Ni熔点成分的熔点温度下进行的烧结,即在烧结中出现明显的液相成分,称其为多元系液相烧结。

粉末冶金原理粉末冶金新技术摘要本文主要从粉末冶金的基本工艺过程阐述粉末冶金工业今年出现的新工艺,粉末冶金的制粉,成型,烧结等方面论述了粉末冶金的新工艺以及这些工艺的特点及相关应用,论述粉末冶金的新工艺的发展方向关键字:粉末冶金、新技术、粉末冶金工艺1.引言粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。
粉末冶金法与生产陶瓷有相似的地方,因此,一系列粉末冶金新技术也可用于陶瓷材料的制备。
由于粉末冶金技术的优点,它已成为解决新材料问题的钥匙,在新材料的发展中起着举足轻重的作用粉末冶金是一门新兴的材料制备技术。
近代粉末冶金兴起于19世纪末20世纪初。
至20世纪30年代, 粉末冶金整套技术逐步形成, 工业生产初具规模, 对工艺过程及其机理的研究也取得了一定成果。
20世纪中期, 粉末冶金生产技术发展迅速, 产品应用领域不断扩大, 成为现代工业的重要组成部分。
并在此基础上, 为适应科学技术飞速发展对材料性能和成形技术提出的更高要求, 开发了多项粉末冶金新工艺, 包括: 热等静压、燃烧合成、快速凝固、喷射成形、机械合金化、粉末注射成形、温压成形、快速全向压制、粉末锻造、热挤压、爆炸。
2.粉末冶金新技术--制粉2.1雾化法制备金属粉末---低氧含量铁粉生产在无氧气氛中进行, 并包含一些石蜡,这些分解为碳与氢。
碳与铁反应, 形成很薄的富碳表面层。
碳含量使颗粒的延性降低, 但提高了表面的烧结活性。
在粉末压块中, 碳易于扩散到颗粒中心及相邻的颗粒中, 因而可用于生产不需添加石墨的粉末冶金钢。
瑞典IPS钢粉公司每年低氧含量雾化铁粉, 其氧含量低于 (0.015%)。
对于粉末冶金应用来说,这种无氧粉末允许使用便宜的合金元素(铬和锰等)代替镍和铜。
镍作为战略性资源,不但价格昂贵,并且还是一种致癌物, 应尽量避免使用。
这种粉末也很适合于用温压与热等静压工艺来生产高强度部件。
粉末冶金原理课程教学大纲课程名称:粉末冶金原理英文名称:The Principle of Powder Metallurgy课程编号:X3010781学时数:80学时其中实验学时数:16课外学时数:0学分数:5.0适用专业:材料化学一'课程的性质和任务《粉末冶金原理》是材料化学专业的专业必修课。
是培养材料化学专业工程技术人员和相关领域研究人员必要的专业课程。
课程涉及粉末冶金原理、工艺、粉末冶金材料及新技术, 特别是粉末冶金技术在新材料研究上的应用。
通过教学,要求学生基本到达:1了解粉末冶金技术的现状及开展,以及在目前新材料研究中的应用。
2较为系统地掌握粉末冶金学原理和工艺技术。
掌握粉末冶金及材料制备的基础理论和工艺过程,熟练掌握铁基粉末冶金材料的工艺制备技术,理解热力学、冶金动力学等方面的基本概念、基本理论。
3理解粉末冶金材料的分类与应用,以及基本制备方法。
二、课程教学内容的基本要求、重点和难点课程教学的基本要求:(-)概述掌握粉末冶金的概念,了解粉末冶金技术的现状及开展前景,以及在目前新材料研究中的重要应用。
重点:粉末冶金基本概念。
难点:粉末冶金工艺。
(二)粉末的制取了解各种粉末制取方法与特点:了解液相沉淀法、电解法制备金属粉末技术,熟练掌握机械粉碎法,雾化法,还原法制备金属粉末的工艺技术和设备。
重点:水雾化法、还原法。
难点:还原法。
(三)粉末的性能及其测定了解粉末的概念及粉末的性能,了解粉末化学检验内容与方法,掌握粉末颗粒形状分类与分析。
熟练掌握金属粉末工艺性能测试方法。
重点:粉末工艺性能。
难点:粉末比外表的分析。
(四)成形掌握成形前材料准备方法,了解粉末压制过程及力学分析,熟练掌握压坯密度及其分布, 了解压制设备,理解特殊成形技术方法。
重点:压坯密度分布规律。
难点:压制方程。
(五)粉末冶金模具设计基础了解模具设计基础,掌握压坯的正确设计,掌握模具参数选择和零件尺寸计算。
重点:压坯设计。