塞规公差计算表
- 格式:xls
- 大小:111.00 KB
- 文档页数:10
二楼所说的不是完全正确,你说的是塞规的基本尺寸,做塞规时也要有公差的。
根据楼主所说,内孔是φ70(公差是+0.03/0)可知该孔为7级精度。
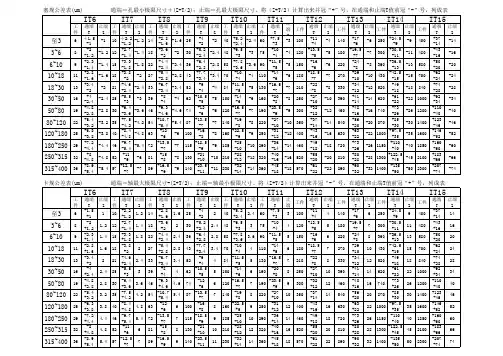
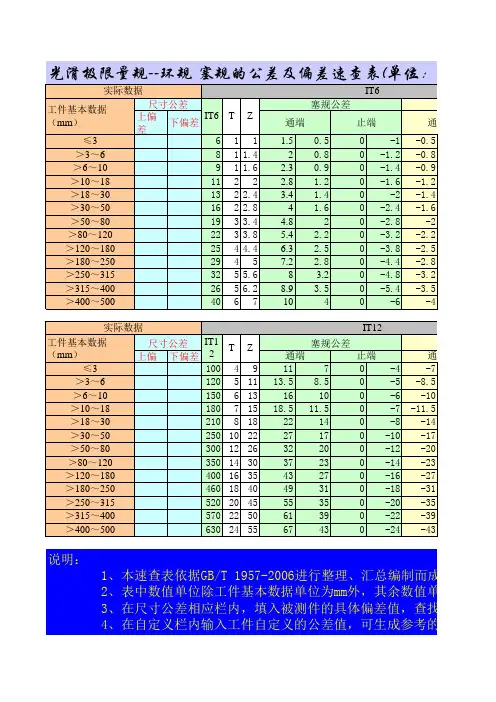
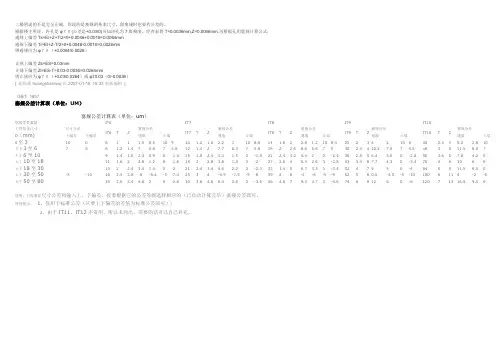
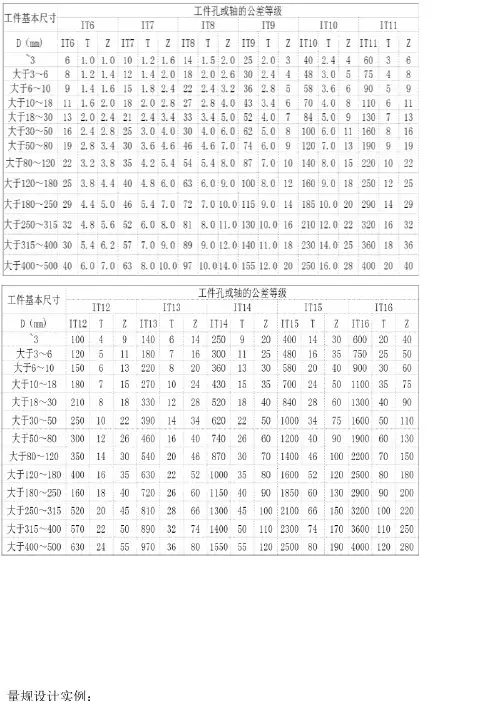
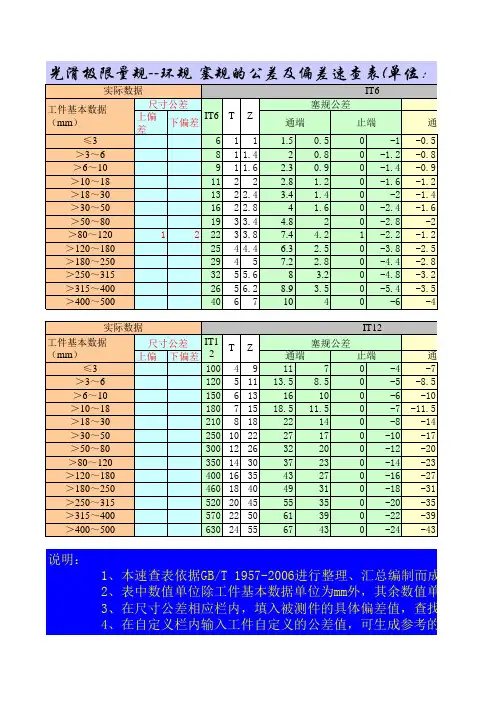
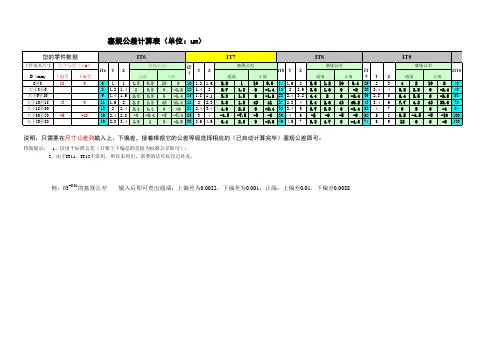
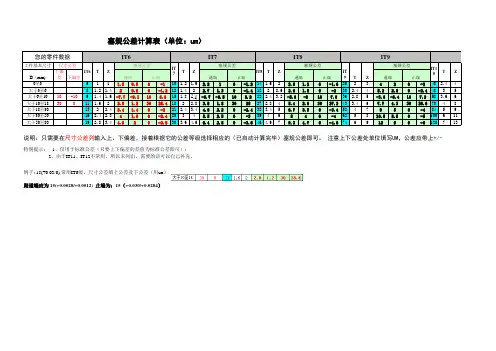
经查表得T=0.0036mm,Z=0.0046mm.再根据孔用量规计算公式:通规上偏差Ts=EI+Z+T/2=0+0.0046+0.0018=0.0064mm通规下偏差Ti=EI+Z-T/2=0+0.0046-0.0018=0.0028mm则通规应为φ70(+0.0064/0.0028)止规上偏差Zs=ES=0.03mm止规下偏差Zi=ES-T=0.03-0.0036=0.0264mm则止规应为φ70(+0.03/0.0264)或φ70.03(0/-0.0036)[ 此贴被huangshanwwj在2007-01-18 16:33重新编辑]GB/T 1957塞规公差计算表(单位:UM)塞规公差计算表(单位:um)您的零件数据IT6 IT7 IT8 IT9 IT10工件基本尺寸尺寸公差IT6 T Z 塞规公差IT7 T Z塞规公差IT8 T Z塞规公差IT9 T Z塞规公差IT10 T Z塞规公差D(mm)上偏差下偏差通端止端通端止端通端止端通端止端通端止端0至310 0 6 1 1 1.5 0.5 10 9 10 1.2 1.6 2.2 1 10 8.8 14 1.6 2 2.8 1.2 10 8.4 25 2 3 4 2 10 8 40 2.4 4 5.2 2.8 10大于3至67 5 8 1.2 1.4 7 5.8 7 5.8 12 1.4 2 7.7 6.3 7 5.6 18 2 2.6 8.6 6.6 7 5 30 2.4 4 10.2 7.8 7 4.6 48 3 5 11.5 8.5 7大于6至109 1.4 1.6 2.3 0.9 0 -1.4 15 1.8 2.4 3.3 1.5 0 -1.8 22 2.4 3.2 4.4 2 0 -2.4 36 2.8 5 6.4 3.6 0 -2.8 58 3.6 6 7.8 4.2 0 3大于10至1811 1.6 2 2.8 1.2 0 -1.6 18 2 2.8 3.8 1.8 0 -2 27 2.8 4 5.4 2.6 0 -2.8 43 3.4 6 7.7 4.3 0 -3.4 70 4 8 10 6 0 4大于18至3013 2 2.4 3.4 1.4 0 -2 21 2.4 3.4 4.6 2.2 0 -2.4 33 3.4 5 6.7 3.3 0 -3.4 52 4 7 9 5 0 -4 84 5 9 11.5 6.5 0 5大于30至50-5 -10 16 2.4 2.8 -6 -8.4 -5 -7.4 25 3 4 -4.5 -7.5 -5 -8 39 4 6 -2 -6 -5 -9 62 5 8 0.5 -4.5 -5 -10 100 6 11 4 -2 -5 1大于50至8019 2.8 3.4 4.8 2 0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6 0 -6 120 7 13 16.5 9.5 0 7说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
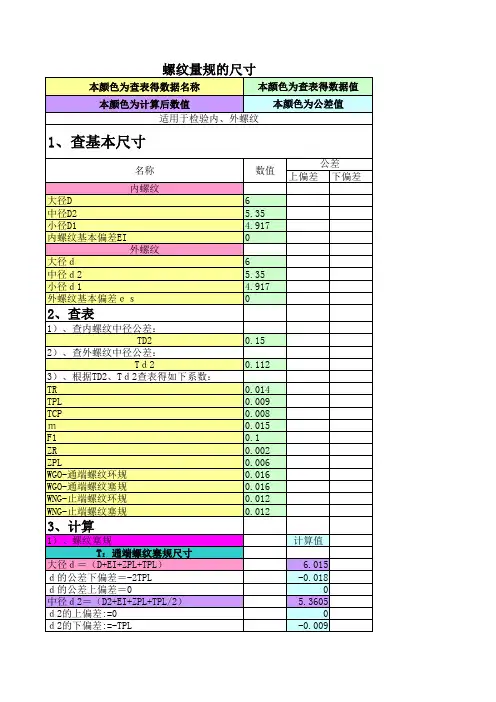
量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。

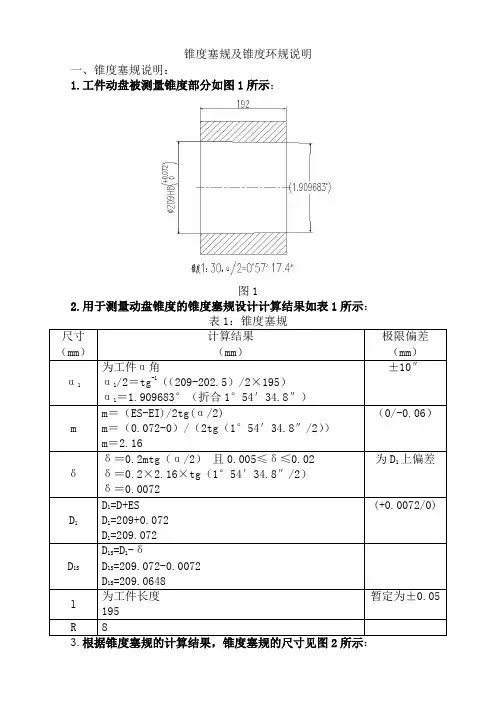
锥度塞规及锥度环规说明一、锥度塞规说明:1.工件动盘被测量锥度部分如图1所示:图12.用于测量动盘锥度的锥度塞规设计计算结果如表1所示:尺寸(mm)计算结果(mm)极限偏差(mm)α1为工件α角α1/2=tg-1((209-202.5)/2×195)α1=1.909683°(折合1°54′34.8″)±10″m m=(ES-EI)/2tg(α/2)m=(0.072-0)/(2tg(1°54′34.8″/2))m=2.16(0/-0.06)δδ=0.2mtg(α/2)且0.005≤δ≤0.02δ=0.2×2.16×tg(1°54′34.8″/2)δ=0.0072为D1上偏差D1D1=D+ESD1=209+0.072D1=209.072(+0.0072/0)D1S D1S=D1-δD1S=209.072-0.0072 D1S=209.0648l 为工件长度195暂定为±0.05R 8图2二、锥度环规说明:1.工件主轴被测量锥度部分如图3所示:图32.用于测量主轴锥度的锥度环规设计计算结果如表2所示:尺寸(mm)计算结果(mm)极限偏差(mm)α1为工件α角1.909683°(折合1°54′34.8″)m m=(es-ei)/2tg(α/2) (0/-0.06)m=(0-(-0.046))/(2tg(1°54′34.8″/2))m=1.38D1D1=D+esD1=209.6+0 D1=209.6l 为工件长度198暂定为±0.05d1d1=D1-2×l×tg(α/2)d1=209.6-2×198×tg(1.909683/2)d1=2033.根据锥度环规的计算结果,锥度环规的尺寸见图4所示:图44.附注:锥度环规的锥角在制造时难以测量的控制,一般配有校对塞规。