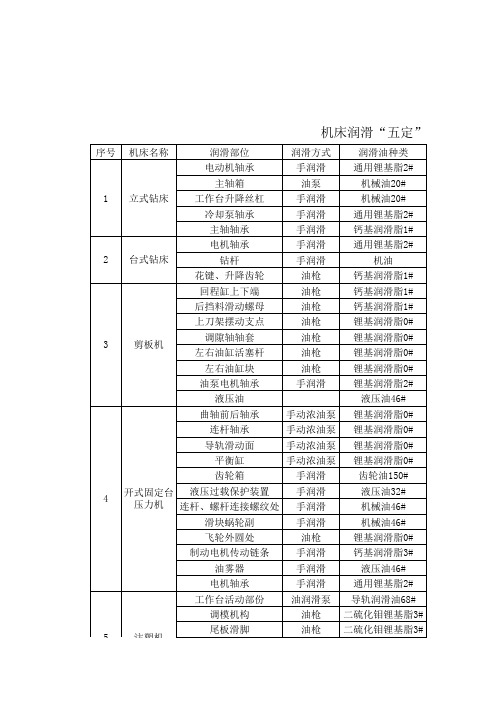
各机床润滑点
- 格式:docx
- 大小:181.94 KB
- 文档页数:5


机床润滑系统机床是其它工业设备的基础,而润滑系统则是机床正常运行的必备条件。
现代机床的结构日趋复杂,润滑系统也变得越来越重要。
一个优秀的润滑系统可以提高机床的效率和寿命,减少故障,降低工作成本。
本篇文章将从机床润滑系统的构建、分类以及润滑方式等几个方面进行讨论。
1. 机床润滑系统的构建一般来说,机床的内部润滑系统由以下几个部分组成:(1) 润滑剂油箱机床润滑系统的油箱通常位于机床的底部或侧面,并且油箱应该具有足够的容量以容纳足够的润滑油。
同时,油箱还应该具有一定的密封性和稳定性,以保证润滑系统的正常运行。
油箱一般由金属、塑料或玻璃等材料制成。
在常规操作过程中,油箱内应有液位计来监测润滑油的水平,以免油位低于最低安全水平引起事故。
(2) 润滑泵润滑泵是机床润滑系统的核心部件,它的主要任务是把润滑油从油箱中提取、传输到机床的各个部位,并对润滑点进行定量、定时的润滑。
润滑泵分为手动润滑泵和自动润滑泵两种。
手动润滑泵是一种简易润滑系统,适用于少量润滑,但是没有定时定量的功能。
而自动润滑泵则可以根据设定的参数、时间和频率自动控制润滑量,从而更好地保证机床的稳定性和安全性。
(3) 油管和滤清器油管是润滑系统中用于输送润滑油的管道,在机床润滑系统中,油管通常由不锈钢、铜、钢等材料制成。
油管的质量直接决定了润滑油的输送速度和效率。
油管中引入滤清器,可以有效地过滤环境中的杂质和油渣,同时防止润滑油中的颗粒物质损坏机床,提高润滑效果。
(4) 活动接头和润滑点活动接头作为润滑系统中机床和润滑管路的连接部件,可以在加工过程中随着机床的移动而改变方向和角度。
而润滑点则是具体的润滑区域,需要根据机床的设计结构和工作方式来确定。
2. 机床润滑系统的分类机床润滑系统根据润滑剂的种类、润滑方式和润滑点的不同,可以分为:(1) 油浸润滑油浸润滑是机床最基本的润滑方式之一,也是最常见的一种。
该方式的优点在于润滑效果好,安全稳定,且易于实现。

一.机床数控车床卧式车床 CNC加工中心所有用于金属切削加工的设备都叫加工机床,又称工作母机。
加工机床在亚洲以台湾的产量最多,广东地区多数用台湾产设备,其越来越趋向综合化、自动化、电脑化,对油品之要求极严格,但每台机用油不多。
一、机床的润滑要求加工机床为复杂而精密的设备,润滑力求避免升温和振动。
在有集中润系统的机床上,一种油多种功能,不仅用于液压、齿轮、滑道亦用于普通接触面。
虽负荷不重,便一定要用抗磨注压油,但若仅是小型液压装置,可用普通液压油。
机床上的齿轮多数不大,负荷较轻,但转速快,宜用100以下的齿轮油或特级循环机油,在磨床等高速设备上的滑动轴承转速可达每可达每分钟万转。
中能用低粘度的12#或7#、5#轴承油。
否则粘度高会导致产生没泥、堵塞油路和轴承等事故发和。
加工机床大多数会接触水,因此导轨油一定要用抗水性良好的专用油。
二、加工机床的用油原则是用低粘度、高抗磨、高抗氧化性。
主要用:(1)多用途润滑油为特级循环机油R32、46、68,可用于液压、齿轮箱、轴承等。
(2)导轨油。
机床离不开导轨。
在某些机台只有液压系统和道轨用油就只用液压道轨两用油即可。
(3)滑脂用一般的就可,油脂枪用2#,集中润滑用0#。
(4)除非大齿轮箱,一般不常用齿轮油。
二.磨床磨床是为了适应工件精密加工而出现的一种机床,它是精密加工机床的一种。
磨床是用非金属的磨具或磨料加工工件各种表面的机床。
通常磨具旋转为主运动,工件的旋转与移动或磨具的移动为进给运动。
通常把使用砂轮加工的机床称为磨床,如外圆磨床,平面磨床,而把用油石、研磨料作为切削工具的机床称为精磨机床。
掌握经过一般磨削后和精密磨削后可达到的加工精度和表面粗糙度。
1. 磨床的特点(1)切削工具是由无数细小、坚硬、锋利的非金属磨粒粘结而成的多刃工具,并且做高速旋转的主运动。
(2)万能性强,适应性更广,它能加工其他机床不能加工的材料和零件。
(3)磨床种类多,范围广,能适应磨削各种加工表面、工件形状及生产批量的要求。

机床的16种润滑方式数控机床的润滑系统在机床整机中占有十分重要的位置,它不仅具有润滑作用,而且还具有冷却作用,以减小机床热变形对加工精度的影响。
下面,小编为大家分享机床的润滑方式,希望对大家有所帮助!离心润滑在离心力的作用下,润滑油沿着圆锥形表面连续地流向润滑点,用于装在立轴上的滚动轴承。
油浴润滑摩擦面的一部分或全部浸在润滑油内运转,用于中、低速摩擦副,如圆周速度<12-14m/s的闭式齿轮;圆周速度< 10m/s的蜗杆、链条、滚动轴承;圆周速度<12-14m/s的滑动轴承;圆周速度<2m/s的片式摩擦离合器等。
油环润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于载荷平稳、转速为100-2000r/min的滑动轴承。
飞溅润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于闭式齿轮,易于溅到油的滚动轴承,高速运转的滑动轴承,滚子链,片式摩擦离合器等。
刮板润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于低速(30r/min)滑动轴承。
手工加油润滑由人手将润滑油或润滑脂加到摩擦部位,用于轻载、低速或间歇工作的摩擦副。
如普通机床的导轨、挂轮及滚子链(注油润滑),齿形链(刷油润滑),dn<0.6*10**6的滚动轴承及滚珠丝杠副(涂脂润滑)等。
滴油润滑润滑油靠自重(通常用针阀滴油油杯)滴入摩擦部位,用于数量不多、易于接近的摩擦副如需定量供油的滚动轴承,不重要的滑动轴承(圆周速度<4-5m/s,轻载),链条,滚珠丝杠副,圆周速度<5m/s的片式摩擦离合器等。
油绳润滑利用浸入油中的油绳毛细管作用或利用回转轴形成的负压进行自吸润滑,用于中、低速齿轮,需油量不大的滑动轴承装在立轴上的'中速、轻载滚动轴承等。
有垫润滑利用浸入油中的油垫毛细管作用或利用回转轴形成的负压进行自吸润滑,用于圆周速度<4m/s的滑动轴承等。
压力循环润滑使用油泵将压力油送到各摩擦部位,用过的油返回油箱,经冷却、过滤后供循环使用,用于高速、重载或精密摩擦副的润滑,如滚动轴承、滑动轴承、滚子链和齿形链等。
谈谈机床润滑油的内润滑和外润滑
机床的润滑是机床保养中的最重要的方面之一。
机床的润滑可以分为内润滑和外润滑,相应的,机床润滑油也分为内润滑油和外润滑油。
内润滑是指机床的箱体内部相关部件的润滑。
如主轴箱、进给箱、溜板箱这些地方都是内循环的形式润滑,循环是靠白线油泵来完成的,每次加够一定量的油、就不需要去维护了只需要观察上油状况就可以了。
一般内润滑油六个月更换一次就可以了,因为它是内循环,和外界隔绝所以不容易受到外界的污染,也就不用更换那么频繁了,但是有特殊要求的机床还是要换的勤一点,一般3个月左右就需要更换机床润滑油。
机床润滑油的外润滑是指外部可以看到的部位的润滑。
有的机床用油润滑,有的机床用切削液,这要根据加工要求来定。
外润滑润滑的部位有:导轨、刀架、卡盘、尾座,最主要的地方就是润滑刀具和加工工件的接触面,如果这个面润滑不好的话会影响到工件加工的效率、光洁度,也会影响到机床刀具的使用寿命,间接的增加了工件的加工成本。
机床润滑油对机床非常重要,内润滑油选取或使用不当,会导致机床损坏降低机床的使用寿命;外润滑油选取或使用不当,则会影响机床的加工质量,同时也会降低机床的使用寿命。
车床润滑方案导言车床是一种常用的机械加工设备,用于制造各种金属和非金属工件。
在车床运行过程中,润滑是非常重要的,它能够减少摩擦、降低能耗、延长机器寿命并提高加工质量。
因此,设计一个合适的车床润滑方案对于保障车床正常工作和提高生产效率至关重要。
润滑机理在理解车床润滑方案之前,我们需要了解润滑的基本原理。
润滑的作用主要有两个方面:减少摩擦和冷却。
通过在摩擦表面之间形成一层润滑膜,润滑油能够减少金属与金属之间的接触,从而降低摩擦系数。
此外,润滑油还能吸收和储存热量,有效地冷却车床运转中的摩擦表面。
车床润滑方案1. 切削液切削液是车床润滑方案中的重要组成部分。
切削液不仅能够提供润滑效果,还可以冷却切削过程中的摩擦表面。
切削液的种类有很多,常见的有水溶性切削液、全合成切削液和半合成切削液等。
选择合适的切削液需要考虑车床加工工艺、切削材料和加工条件等因素。
2. 润滑油除了切削液,车床润滑方案中常常需要使用润滑油来润滑和冷却车床的其他运动部件,如主轴、导轨和滑块等。
润滑油的选择需要考虑温度、负荷和速度等因素。
不同的运动部件可能需要不同类型的润滑油,因此在选择润滑油时需要参考制造商的建议。
3. 润滑系统润滑系统是车床润滑方案中的一个重要组成部分。
润滑系统可以确保润滑油和切削液能够快速、准确地输送到需要润滑的部位。
常见的润滑系统包括循环润滑系统和滴润滑系统。
循环润滑系统适用于需要大量润滑的部位,能够连续、全面地润滑车床各个部件。
滴润滑系统主要适用于需要点润滑的部位,可以精确地将润滑油和切削液送到需要润滑的位置。
4. 定期维护定期维护是保障车床润滑方案有效的关键。
定期更换切削液和润滑油,清洗润滑系统和润滑部件,检查润滑系统,保持润滑系统正常运行,都是车床润滑方案中的必要步骤。
定期维护除了可以延长润滑剂的使用寿命,还可以减少机器故障和损耗,提高车床的生产效率和使用寿命。
结论车床润滑方案对于车床的正常运行和生产效率起着至关重要的作用。
机床加工过程中的润滑技术机床加工是工业生产中不可或缺的一个环节。
为了保证机床加工工艺的顺利进行和提高生产效率,润滑技术成为了至关重要的一部分。
本文将重点探讨机床加工过程中的润滑技术及其应用。
1. 润滑技术的基本原理润滑技术的基本原理是通过在机床加工过程中引入合适的润滑剂,减少机床部件之间的摩擦和磨损,降低能源损耗,延长设备的使用寿命。
润滑剂可以分为干润滑和液体润滑两种类型。
干润滑主要通过加入固体润滑剂,如石墨或涂层,降低摩擦系数。
液体润滑则通过在机床各部件表面形成一层稠密的润滑膜,减少摩擦和磨损。
2. 润滑技术在机床加工中的应用2.1 主轴轴承润滑主轴轴承是机床加工过程中常见的一个部件。
为了确保主轴的正常运转和延长轴承寿命,适当的润滑是必要的。
通常采用油润滑和脂润滑两种方式。
油润滑适用于高速高温工况,能够提供更好的冷却和润滑效果;脂润滑则适用于低速大负荷工况,能够提供更好的密封和抗污染能力。
2.2 导轨润滑机床的导轨是保证机床精度的关键部件之一。
为了减少导轨与滑块之间的摩擦,保证加工精度,采用液体润滑的方式是常见的选择。
常用的润滑剂有润滑油和导轨脂。
润滑油具有良好的润滑性和流动性,能够迅速到达润滑点;导轨脂则具有较好的粘附性和抗冲击性,能够在加工过程中稳定地润滑导轨。
2.3 传动装置润滑机床的传动装置如齿轮、滚珠丝杠等都需要进行适当的润滑,以减少摩擦和磨损。
常用的润滑方法有油浸润滑和液体润滑。
油浸润滑适用于齿轮、链条等传动装置,能够迅速形成润滑膜,减少摩擦损失;液体润滑适用于高速滚珠丝杠等传动装置,能够提供较好的冷却和润滑效果。
3. 润滑技术的发展趋势随着机床加工工艺的不断发展,润滑技术也在不断进步。
未来的润滑技术将会更加环保和高效。
例如,采用纳米润滑剂可以提高润滑效果和耐磨性,减少摩擦损失;采用微量润滑技术可以减少润滑剂的使用量,降低润滑成本。
总结:机床加工过程中的润滑技术对于保证加工精度、延长机床寿命和提高生产效率起着重要作用。