CCH 70-3 水力机械铸钢件检验规范
- 格式:pdf
- 大小:2.88 MB
- 文档页数:65

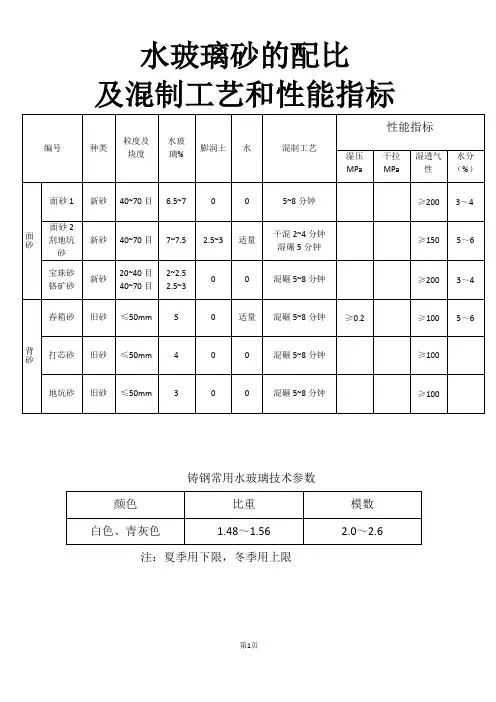
水玻璃砂的配比及混制工艺和性能指标铸钢常用水玻璃技术参数注:夏季用下限,冬季用上限冶炼碳钢的合理供电制度铸钢件生产通用操作检验规程(试行稿)配砂操作检验规程造型操作检验规程上箱造型检验规程制芯操作检验规程冶炼作业指导书装配、合箱、浇注操作检验规程浇冒口切割操作检验规程清铲操作检验规程铸钢件缺陷焊补操作检验规程铸钢件热处理操作检验规程说明1.本操作检验规程是铸钢件生产各工序在进行工作时必须遵守的主要工艺文件之一。
也是生产组长、班长、副主任技术人员和检查人员在指导生产时的主要依据。
2.在操作检验规程所规定之项目如与工艺文件夹抵触时按专用工艺文件执行。
3.对设备的使用按设备安全技术操作规程进行。
4.本规程的解释和修订为公司技术部。
5.本规程自下发之日执行。
配砂操作检验规程一.旧砂的准备1.旧砂必须经过处理,不能有碎的耐火砖块、杂草、木块、铁块等。
2. 旧砂块度不能大于50×50毫米。
二. 砂型的配制与运送1. 混砂前首先检查混砂机运转和润滑情况是否良好,称重装置是否准确,出砂装置是否灵活。
2. 各种型砂的配比,见表1:水玻璃砂的配比及混制工艺和性能指标铸钢常用水玻璃技术参数注:夏季用下限,冬季用上限。
3. 加料不能超过混砂机的负荷,机器启动后方可按顺序加入原材料。
4. 加料量力求准确,并尽量做到一次加入。
5. 面砂和背砂要用专用的混砂机混制,不能共用一台机器。
6. 送砂前砂斗要清理干净,各种型砂要装入指定砂斗,不能混杂。
三. 型砂的检验1. 质检员对加料成分、加料顺序、混压时间情况进行检查,对违反工艺的现象要及时纠正。
2. 型砂试验员每天对面砂要进行干拉强度、水分和透气性进行测定,对背砂要测定水分、通气性,每天抽检两次。
3. 型砂试验员对测定结果进行记录,发现不合格及时通知操作者,每天整理记录报告组长,每月统计一次。
造型操作检验规程一.造型前的准备1. 熟悉铸件工作图纸和有关文件,有异议及时和相关部门沟通。
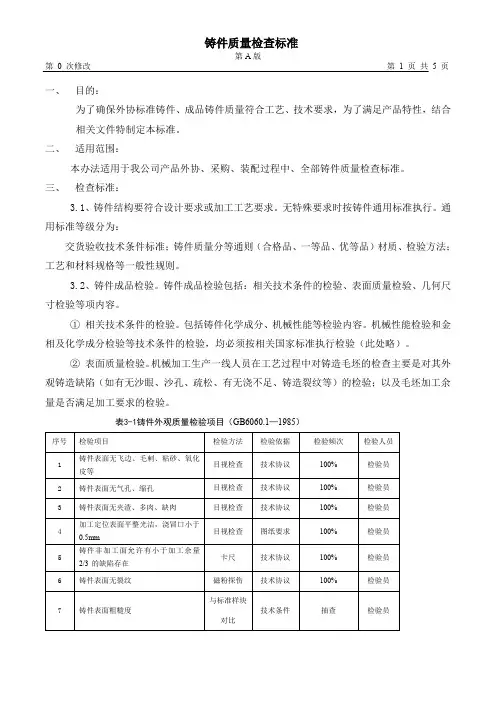
一、目的:为了确保外协标准铸件、成品铸件质量符合工艺、技术要求,为了满足产品特性,结合相关文件特制定本标准。
二、适用范围:本办法适用于我公司产品外协、采购、装配过程中、全部铸件质量检查标准。
三、检查标准:3.1、铸件结构要符合设计要求或加工工艺要求。
无特殊要求时按铸件通用标准执行。
通用标准等级分为:交货验收技术条件标准;铸件质量分等通则(合格品、一等品、优等品)材质、检验方法;工艺和材料规格等一般性规则。
3.2、铸件成品检验。
铸件成品检验包括:相关技术条件的检验、表面质量检验、几何尺寸检验等项内容。
①相关技术条件的检验。
包括铸件化学成分、机械性能等检验内容。
机械性能检验和金相及化学成分检验等技术条件的检验,均必须按相关国家标准执行检验(此处略)。
②表面质量检验。
机械加工生产一线人员在工艺过程中对铸造毛坯的检查主要是对其外观铸造缺陷(如有无沙眼、沙孔、疏松、有无浇不足、铸造裂纹等)的检验;以及毛坯加工余量是否满足加工要求的检验。
表3-1铸件外观质量检验项目(GB6060.1—1985)表3-2 铸件表面粗糙度(R a 值μm)(GB6414—1986)③铸件成品几何尺寸检验。
主要一种是采用划线法检查毛坯的加工余量是否足够。
另一种方法是:用毛坯的参考基准面(也称工艺基准面)作为毛坯的检验基准面的相对测量法(需要测量相对基准面的尺寸及进行简单换算)。
表3-3 铸件尺寸公差数值(mm)(GB6414—1986)注:铸件基本尺寸≤10mm 时,其公差等级提高3 级;大于10mm 至等于15mm 时,其公差等级提高2级;大于16mm 至25mm 时,其公差等级提高1 级。
附表:铸件质量检验与缺陷处理实用技术。
