毛纺加工原理
- 格式:ppt
- 大小:917.00 KB
- 文档页数:64

纺织中梳理的原理纺织中的梳理是一种纤维预处理技术,该技术通过利用梳理机将纤维排列整齐和清楚,以便后续的纺纱和织造过程。
梳理的原理包括纤维开展、纤维分离和纤维并行三个方面。
首先,梳理的原理之一是纤维的开展。
在纺织中,原料纤维如棉花或毛纱通常散乱在一起,具有不同的长度、厚度和方向。
梳理通过使用梳理机将这些纤维打开,使得纤维能够更好地分离和整理。
梳理机通常具有一个或多个旋转的针筒,每个针筒上都装有许多钢针。
当纤维通过梳理机时,钢针穿过纤维束,将它们打开并拉直。
这样,纤维就能够展开,并且可以更容易地进行后续的处理。
其次,梳理的原理还包括纤维的分离。
在梳理过程中,纤维束会被梳理机的钢针分离。
钢针的长度和形状可以根据纤维的特性和所需的效果进行调整。
当纤维通过梳理机时,细长的钢针会穿过纤维束,将其分离为单独的纤维。
这种分离的过程有助于进一步提高纤维的质量和均匀度,并减少纤维之间的纠结和缠绕。
最后,梳理的原理还包括纤维的并行。
在梳理过程中,纤维不仅被打开和分离,还会被整理成并行排列的形式。
这可以通过梳理机上的钢针定向和纤维束的运动来实现。
当纤维通过梳理机时,钢针的定向以及梳理机的运动会使得纤维在纵向方向上对齐并平行排列。
这样,纤维就能够更容易地进行后续的纺纱和织造过程。
梳理的原理旨在提高纤维的质量和均匀度,增加对纺纱和织造的适应性。
通过梳理,纤维得以打开、分离和并行排列,从而减少纤维之间的混乱和交织,提高织物的质量和强度。
梳理还能够减少纤维中的杂质和破损,使得最终产品更具优质感和一致性。
因此,梳理被广泛应用于纺织业中,尤其在棉纺和毛纺等领域。
总而言之,纺织中的梳理通过纤维的开展、分离和并行,来提高纤维的质量和均匀度。
梳理机利用钢针的旋转和穿刺来打开纤维束,并将其分离为单独的纤维。
同时,梳理机的针筒定向和纤维束的运动会使得纤维在纵向上对齐并平行排列。
这样,纤维就能够更好地满足后续纺纱和织造过程的需要。
梳理的原理在纺织业中具有重要的意义和应用价值。
短纤维纺纱工艺比较摘要棉、羊毛、绢丝、苎麻都是常见的天然短纤维,由于它们的纤维长度与性质的差异,所采用的纺纱方法与纺纱工艺也有所不同。
本文针对棉、羊毛、绢丝、苎麻这四种天然短纤维,讨论其纺纱方法与工艺,对它们的工艺流程,初加工方式,开松梳理作用,成条作用,成纱及后加工作用进行比较分析,得出了它们纺纱工艺之间的异同点。
关键词短纤维;纺纱;羊毛;绢丝;苎麻纺纱作为一门工程技术,加工对象是纤维集合体,其实质就是将纤维由杂乱无章的状态变为纵向有序排列的加工过程。
目前常用的纺纱原料主要是天然纤维和化学纤维两大类,其中天然纤维主要包括棉、毛、丝、麻等纤维,使用天然纤维纺纱已有久远的历史。
棉、毛、丝、麻虽然都是天然纤维,但是它们各具特点,某些纤维性质差异非常显著,纺纱性能差别很大,至今难以采用统一的加工方法制成细纱。
本文通过阅读大量书籍、文献等参考资料,选择棉、羊毛(毛)、绢丝(丝)、苎麻(麻)这四种常见的天然短纤维,对它们的纺纱工艺进行比较。
纤维的性能对纺纱的影响很大,其中,纤维长度对纺纱的设备和工艺的影响尤为突出。
目前的短纤维纺纱系统,主要有两大类:棉型纺纱系统和毛型纺纱系统。
棉型纺纱系统,适合加工的纤维长度为25~50mm,主要用来加工棉纤维;毛型纺纱系统,适合加工的纤维长度为70~110mm,可以用来加工羊毛、苎麻、绢丝等天然纤维。
这两种纺纱系统由于纤维长度差异较大,因此,尽管纺纱原理是相同的,但在加工设备、加工流程和加工工艺上有较大区别。
本文主要针对棉、羊毛、绢丝、苎麻纺纱的工艺流程、初加工、开松梳理、成条、成纱及后加工五个方面进行比较。
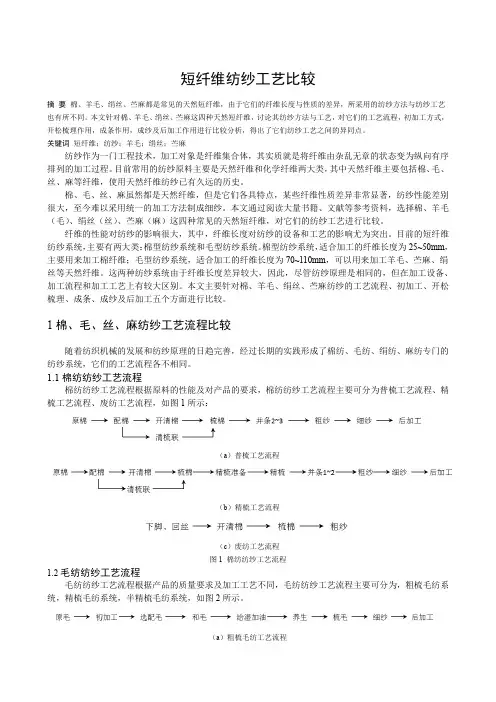
1棉、毛、丝、麻纺纱工艺流程比较随着纺织机械的发展和纺纱原理的日趋完善,经过长期的实践形成了棉纺、毛纺、绢纺、麻纺专门的纺纱系统,它们的工艺流程各不相同。
1.1棉纺纺纱工艺流程棉纺纺纱工艺流程根据原料的性能及对产品的要求,棉纺纺纱工艺流程主要可分为普梳工艺流程、精梳工艺流程、废纺工艺流程,如图1所示:(a)普梳工艺流程(b)精梳工艺流程(c)废纺工艺流程图1 棉纺纺纱工艺流程1.2毛纺纺纱工艺流程毛纺纺纱工艺流程根据产品的质量要求及加工工艺不同,毛纺纺纱工艺流程主要可分为,粗梳毛纺系统,精梳毛纺系统,半精梳毛纺系统,如图2所示。


第一章绪论1、纺纱基本原理(松解、集合、开松、梳理、牵伸、加捻、除杂、精梳、混和、卷绕)P1~2页及PPT教案。
2、纺纱工程包含的工序①初步加工工序:原棉的轧棉;原毛开洗烘及含草多时炭化;麻类纤维脱胶;绢纺中的精练以去除丝胶、油脂等。
②梳理前准备工序:棉纺即开清棉工程,制成棉卷(定量单位为克/米)或均匀的棉流。
使用机台为开清棉联合机。
毛纺即和毛。
使用机台即和毛机。
麻纺即精干麻→机械软麻→给湿加油→分磅堆仓→开松③梳理工序:棉纺盖板梳理机,制成生条(定量单位克/5米);毛、麻、绢纺用罗拉梳理机。
④精梳工序:对棉纺而言,是精梳前准备工序(制精梳小卷)+精梳机(制精梳棉条)的统称。
⑤并条(针梳)工序:制半熟条、熟条。
涉及并合原理、牵伸原理、混和原理(涤棉混纺纱采用棉条混和)。
⑥粗纱工序:制粗纱(定量单位为克/10米)。
⑦细纱工序:制细纱(定量单位为克/100米)。
⑧后加工工序:络筒、并纱、捻线、烧毛、上蜡、丝光等。
3、棉纺纺纱系统(普梳系统、精梳系统、废纺系统:与普梳系统相比,无并条工序)化纤与棉混纺系统(精梳系统:棉要经过精梳、涤要经过预并、然后三道混并普梳系统:棉不需精梳但要经过预并、涤要经过预并、然后三道混并)第二章纤维原料初加工与选配1、轧棉机分类、轧棉质量判断(三观察:外观变化、长度变化、皮辊棉黄根的多少及锯齿棉疵点的多少)。
2、棉包质量的标识方法(P9页。
类型代号、品级代号、长度代号、马克隆值代号)。
3、“三丝”定义,三丝含量分档(“无、低、中、高”四档)。
4、含糖棉的处理方法。
5、乳化洗毛原理及工艺流程。
(P12~13页)6、炭化原理。
7、麻纤维脱胶基本原理(微生物脱胶、化学脱胶)。
Chapter3 原料的选配与混合配棉定义:棉纺厂将几种唛头、地区或批号的原棉,按比例搭配使用的方法。
1.配棉目的或意义(能满足不同纱线的质量要求、能保持生产过程和成纱质量的相对稳定、多唛混纺,混和批量大,混和棉的性能差异也较单一品种间的原棉性能差异为小,因而采用混和棉纺纱既可增加投产批量,又能在较长时期内保持原棉性能的稳定,确保生产过程和成纱质量的相对稳定、能节约原棉和降低成本)3.原棉主要性能(长度、短绒、细度等)与成纱强力、条干间关系。