第三章 常用的加工方法综述
- 格式:docx
- 大小:21.21 KB
- 文档页数:2


常用机械加工方法综述摘要机械加工是制造业中常见的一种加工方法,广泛应用于各个行业中。
本文主要介绍了常用的机械加工方法,包括车削、铣削、钻削、磨削、线切割等。
通过对这些方法的综述,可以帮助读者了解不同机械加工方法的原理、特点和应用领域,从而更好地选择适合自己需求的加工方法。
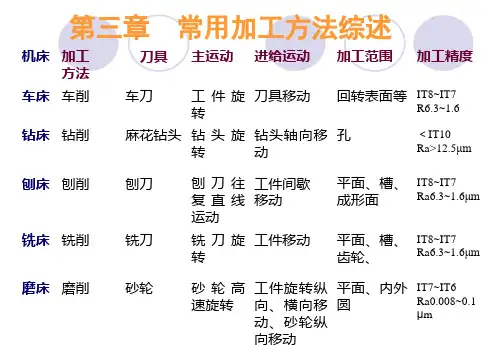
1. 车削车削是一种常见的机械加工方法,通过旋转工件,并用刀具将材料去除来达到加工的目的。
车削广泛应用于各种形状的零件加工,如轴、套、齿轮等。
车削的主要特点是加工精度高、表面光洁度好,适用于批量生产和精密加工。
1.1 车削的工艺流程车削的工艺流程主要包括以下几个步骤:1.选择合适的车床和刀具;2.安装和夹紧工件;3.调整车刀的位置和切削参数;4.进行车削加工;5.检查零件的加工质量。
1.2 车削的优缺点车削的优点包括:•加工精度高;•表面光洁度好;•适用于批量生产。
车削的缺点包括:•不能加工内孔;•对材料硬度要求较高;•加工效率相对较低。
1.3 车削的应用领域车削广泛应用于各个行业中,特别是需要加工轴类零件和套类零件的制造业。
例如汽车制造、航空航天、机械制造等行业都需要使用车削进行零件加工。
2. 铣削铣削是一种常用的机械加工方法,通过旋转刀具将工件上的材料去除,来达到加工的目的。
铣削适用于各种平面和曲面的加工,可以加工出复杂形状的零件。
铣削的主要特点是加工效率高、加工精度较高。
2.1 铣削的工艺流程铣削的工艺流程主要包括以下几个步骤:1.选择合适的铣床和刀具;2.安装和夹紧工件;3.调整切削参数;4.进行铣削加工;5.检查零件的加工质量。
2.2 铣削的优缺点铣削的优点包括:•加工效率高;•加工精度较高;•可以加工复杂形状的零件。
铣削的缺点包括:•切削力较大,对机床要求高;•刀具磨损较快;•不适合加工大型和重型零件。
2.3 铣削的应用领域铣削广泛应用于各个行业中,特别是需要加工平面和曲面零件的制造业。
例如模具制造、船舶制造、航空航天等行业都需要使用铣削进行零件加工。
第三章常用的加工方法综述
一般情况下,车削的切削过程为什么比刨削、铣削等平稳?对加工有何影响?
答:除了车削断续表面之外,一般情况下车削过程是连续进行的,不像铣削和刨削,在一次走刀过程中刀齿有多次切入和切出,产生冲击。
并且当车刀几何形状、背吃刀量和进给量一定时,切屑层公称横截面积是不变的。
因此,车削是切削力基本上不发生变化,车削过程要比铣削平稳。
又由于车削的主运动为工件回转,避免了惯性力和冲击的影响,所以车削允许采用较大的切削用量进行高速切削或强力切削,有利于提高生产率。
何为周铣和端铣?为什么在大批量生产中常采用端铣而不用周铣?
周铣:是用铣刀圆周表面上的切削刃铣削零件,铣刀的回转轴线平行。
端铣:是用铣刀端面上的切削刃铣削零件,铣刀的回转轴线与加工平面垂直。
由于端铣的切削过程比周铣平稳,有利于提过加工质量,并且端铣可达到较小的表面粗糙度,端铣还可以采用高速铣削提高生产效率,也提过已加工表面质量。
【※】镗床镗孔与车床镗孔有何不同?各适合于什么场合?
答。
镗床镗孔时,镗刀刀杆随主轴一起旋转,完成主运动,进给运动可由工作台带动零件纵向移动,也可由镗刀刀杆轴向移动实现。
车床镗孔主运动和进给运动分别是由零件的回转和车刀的移动。
回转体零件上的轴心孔多在车床上加工。
箱体类零件上的孔或孔系(相互有平行度或垂直度要求的若干个孔)常用镗床加工。
为什么刨削,铣削只能得到中等精度和较大的表面粗糙度Ra值?
刨削:在龙门刨床上用宽刃细刨刀以很低的切削速度,大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因切削力小,切削热少和变形少。
铣削:在铣削过程中铣削力是变化的,切削过程不平稳,容易产生振动,这就限制了铣削加工质量和生产率的进一步提高。
用周铣法铣平面,从理论上分析,顺铣比逆铣有哪些优点?实际生产中,目前多采用哪种铣削方式?为什么?
顺铣比逆铣刀具耐度高,零件表面质量好,零件夹持的稳定性高。
多采用逆铣,因为逆铣时,水平分力Fct与进给方向相反,铣削过程中工作台丝杆始终压向螺母,导致因为间隙的存在而引起零件窜动。
目前,一般铣床尚没有消除工作台丝杆螺母之间间隙的机构,所以,生产中常采用逆铣法。
当铣削带黑皮表面铸件或锻件时,若用顺铣法,因铣齿首先接触黑皮将加剧刀齿的磨损。
镗削的加工特点:可保证平面、各孔、槽的垂直度、平行度。
可保证同轴孔的同轴度。
可在一次装夹下,加工相互垂直、平行的孔合平面。
砂轮的自悦性:促使砂轮表层磨粒自动脱落,里层新磨粒锋利的切削刃则投入切削,砂轮又恢复了原有的切削性能。
【※】端磨平面时砂轮与零件的接触面积大,磨削力大,磨削热多,散热、冷却和排屑条件差,砂轮端面沿径向各点圆周速度不同,砂轮磨损不均匀,所以端磨精度不如周磨,但是端磨磨头悬伸长度较短,又垂直于工作台面,承受的主要是轴向力,刚度好,加之这种磨床功率较大,故可采用较大的磨削用量,生产效率较高,常用于大批量生产中代替铣削和刨削进行粗加工
内圆磨削的精度和生产率为什么低于外圆磨削表面粗糙度Ra值为什么也略大于外圆磨削
Addition
1、车削:【1】特点:特别适合于有色金属零件的精加工,因为有色金属零件材料的硬度较低,塑性较大,若用砂轮磨削,软的磨屑
易堵塞砂轮,难以得到粗糙度低的表面【2】应用:1.可以加工各种回转表面单件小批量:中小型零件,可选用数控机床加工;
大型圆盘类零件多用立式车床加工成批生产,用车床加工
2、钻孔:【1】没有孔,主进给运动都是钻头完成,粗加工【2】特点:1.钻头易引偏2.排屑困难3.切削温度高,刀具磨损快
3、扩孔:【1】已有孔,半精加工【2】特点:1.刚性较好2.导向作用好3.切削条件较好
4、铰孔:【1】以扩孔或半精镗孔为基础,精加工,公差等级IT8~IT6,用铰刀进行加工【2】铰刀工作部分包括切削部分和修光部分,
5、钻、扩、铰概述:麻花钻,扩孔钻和铰刀都是标准刀具,即定尺寸刀具。
对于中等尺寸以下较精密的孔,在单位小批量甚至大批量
生产中,钻、扩、铰都是经常采用的典型工艺;钻、扩、铰只能保证孔本身的精度,而不易保证孔与孔之间的尺寸精度及位置精度。
为了解决这一问题,可利用夹具进行加工,也可采用镗孔(※)箱体类:(有平行度或垂直度要求)用镗床加工
6、单刃镗刀镗孔:预加工孔如有轴线歪斜或有不大的位置误差,利用单刃镗孔可予以校正,若用扩孔或铰孔是不易达到的
7、多刃镗刀镗孔:与铰孔类似,不能校正原有孔的轴线歪斜或位置误差
8、镗孔:【1】概念:镗刀对已有孔进行扩大加工的方法【2】对于D>80mm的孔、内呈环形或孔内环槽等,镗削唯一适用【3】公差
等级IT8~IT6,表面粗糙度Ra为1.6~0.8µm;精细镗时尺寸公差等级可达IT7~IT5,表面粗糙度Ra为0.8~0.1µm【4】镗孔可以在镗床上或车床上进行。
回转体零件上的轴心孔多在车床上加工,主运动和进给运动分别是零件的回转运动和车刀的移动【5】分类:根据结构和用途不同,镗床分为卧式镗床、坐标镗床、立式镗床、精密镗床,应用最广泛的是卧式镗床【6】镗孔时,镗刀刀杆随主轴一起旋转,完成主运动;进给运动可由工作台带着零件纵向移动,也可由镗刀刀杆轴向移动来实现
9、刨削:主运动:道具的往复直线运动,进给运动:工件随工作台的间歇运动
10、拉削:【1】利用多齿拉刀【2】拉削面积较大的平面时,为减少拉削力,可采用渐进式拉刀进行拉削【3】特点:1.生产率高,在
拉刀的一次工作行程中能够完成粗加工、半精加工和精加工,大大缩短基本工艺时间的辅助时间2.拉床结构和操作比较简单,拉削只有一个主运动,即拉刀的直线运动。
进给运动是靠拉刀的后一个刀齿高出前一个刀齿来实现的,相邻刀齿的高出量称为齿升量【4】应用:虽然内拉刀属于定尺寸刀具,每把内拉刀只能拉削一种尺寸和形状的内表面,但不同的内拉刀可以加工各种形状的通孔
11、推削:刀具所受拉力改为推力,刀具为推刀
12、铣削:【1】主运动为刀具的旋转,进给运动是工件随工作台的运动【2】铣削方法:周铣法和端铣法
13、周铣法:用铣刀圆周表面上的切削刃铣削零件,分为顺铣和逆铣,逆铣时,每个刀齿的切削层厚度是从零增大到最大值,在生产
中仍采用逆铣法
14、端铣法:在铣刀端面上的切削刃铣削零件
15、周、端铣法比较:1.端铣的切削过程比周铣平稳,有利于提高加工质量2.端铣刀的刀齿,提高了刀具耐用度并可减小表面粗糙度
3.端铣可以利用修光已加工表面
4.高速铣削提高了生产效率,也提高了已加工表面质量
5.大都采用端铣法
16、砂轮:【1】有一定比例的硬度很高的粒状磨料和结合剂压制烧结而成的多孔物体【2】性能取决于砂轮的磨料、粒度、结合剂、
硬度、组织及形状尺寸
17、(※)砂轮粒度:砂轮磨料的粒度对磨削表面的粗糙度和磨削效率有很大的影响。
一般来说,粗粒度砂轮磨削深度大,故磨削效
率高,但表面粗糙度大。
细粒度砂轮加工生产率低而被加工零件表面粗糙度值较小,所以,粗磨时,一般选粗粒度砂轮,精磨时选细粒度砂轮。
磨软金属时,多选用粗的磨粒,磨脆和硬的金属时,则选用较细的磨粒
19、砂轮硬度:【1】概念:结合剂对磨料黏结能力的大小【2】决定因素:由结合剂的黏结强度决定,而不是靠磨料的硬度。
【3】若
磨粒很容易从砂轮上脱落,砂轮的硬度就比较低;反之。
【4】自锐性:促使砂轮表层磨粒自动脱落,里层新磨粒锋利的切削刃则投入切削,砂轮又恢复了原有的切削性能。
【5】选择合理性:零件材料越硬,则选用越软的砂轮。
这是因为零件硬度高,磨粒磨损快,选择较软的砂轮有利于磨钝砂轮的“自锐”。
20、磨削方法:【1】外圆磨削:{1}外圆磨床磨外圆:1.纵磨法:磨削时砂轮高速旋转为主运动,零件旋转为圆周进给运动,零件随磨
床工作台的往复直线运动为纵向进给运动2.横磨法:零件不做纵向往复运动,而由砂轮作慢速连续的横向进给运动,直至磨去全部磨削余量3.深磨法:磨削时用较小的纵向进给量,较大的背吃刀量,再一次行程中磨去全部余量,生产效率高,适合大批生产中加工刚度较大的短轴{2}无心外圆磨床磨外圆:1.不用顶尖支承,所以叫无心磨削2.导轮轴线相对于零件轴线倾斜一定角度,故导轮与零件接触点的线速度可以分解为两个分量Vwr和Vwa。
Vwr为零件旋转速度,即圆周进给速度,Vwa为零件轴向移动速度,即纵向进给速度,使零件沿轴向作自动进给3.对于细长轴类零件,外圆磨削要求零件的外圆面在圆周上必须是连续的,如果圆柱表面上有较长的键槽或平面,导轮将无法带动零件继续旋转,故不能磨削4.无心外圆磨削主要适用于大批量生产销轴类零件,特别适合于细长的光轴
21、磨削方法【2】孔的磨削:1.砂轮旋转为主运动,零件低速旋转为圆周进给运动,砂轮直线往复为轴向进给运动,切身运动为砂轮
周期性的径向进给运动2.可磨削脆硬的零件孔,不能磨有色金属
22、磨削方法【3】平面磨削:1.主运动时砂轮的高速旋转,进给运动是砂轮、工作台的移动2.分类:周磨和端磨。
(周磨)是在卧轴
平面磨床上利用砂轮的外圆面进行磨削,与零件的接触面积小,磨削力小,磨削热少,散热,冷却和排屑条件好,砂轮磨损均匀,所以能获得高的精度和低的表面粗糙度,常用于各种批量生产中对中、小型零件的精加工。
(端磨)在立轴平面磨床上利用砂轮的端面进行磨削。
23、【※】端磨平面时砂轮与零件的接触面积大,磨削力大,磨削热多,散热、冷却和排屑条件差,砂轮端面沿径向各点圆周速度不
同,砂轮磨损不均匀,所以端磨精度不如周磨,但是端磨磨头悬伸长度较短,又垂直于工作台面,承受的主要是轴向力,刚度好,加之这种磨床功率较大,故可采用较大的磨削用量,生产效率较高,常用于大批量生产中代替铣削和刨削进行粗加工。