特殊过程能力鉴定表
- 格式:doc
- 大小:62.00 KB
- 文档页数:4
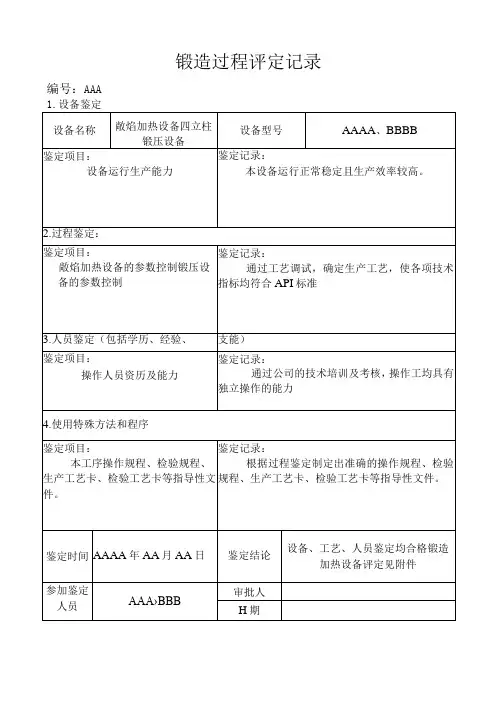
锻造过程评定记录编号:AAA
锻造设备包括锻压机设备和敞焰加热设备,该锻压机设备型号为:AAAA,设备编号为:1234;敞焰加热设备型号为:BBBB,设备编号为:5678o锻压设备上下压力达到2000T,水平推力达到IoooT;敞焰加热炉最高温度可达1300°CO徽粗机有足够压力锻造钢管端部,中频感应加热炉能够保证管体端部的温度均匀。
设备自投入生产以来运行正常,生产效率较高,各项工艺指标基本可以满足本公司的生产需要。
AAA部
AAAA-AA-AA
锻造操作员工AAA、AAA、AAA,员工编号:XXX,XXX,XXX,通过公司锻造知识及设备操作培训及考核,理论及实践成绩合格(见表),具有独立操作锻造设备的能力,能按照工艺卡要求对设备进行控制及调整,能生产出合格产品,对压力表、电流表、电压表有所了解,实际操作过程合理规范,经鉴定其资历及能力符合加厚锻造岗位要求。
BBB
AAAA-AA-AA
锻造工艺确认表
编号:
鉴定工序:I锻造(4013钢级)
鉴定目的:
本公司把APlSpec6A中阀体锻造工序规定为特殊工序。
根据
APlSPeC20C规定,对下列控制参数鉴定如下:
:
根据不同规格、锻压形式选择具体参数。
(具体试验过程见所附锻压试验报告)控制措施:
严格按照操作规程及生产工艺卡规定进行操作
严格按照检验规程及检验工艺卡进行检验
加强操作人员和检验人员的工作责任心控制结果:
通过上述控制措施,锻压生产各项参数均被有效控制在APISpec6A标准范围内。
鉴定人审批人。
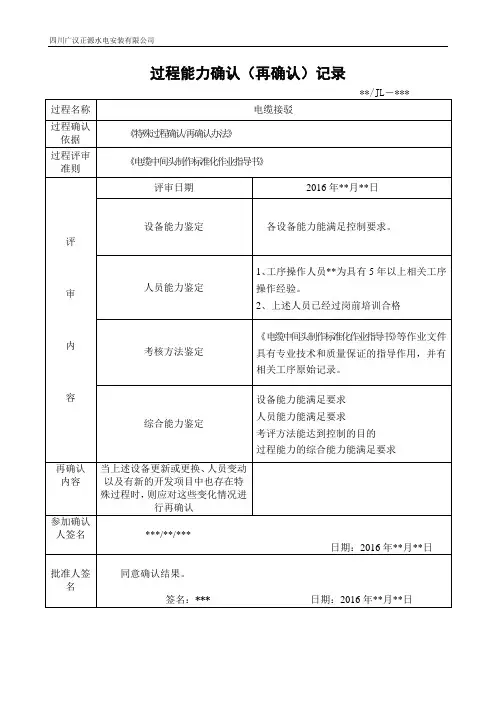
四川广汉正源水电安装有限公司
过程能力确认(再确认)记录
**/JL-***过程名称电缆接驳
过程确认
依据
《特殊过程确认/再确认办法》
过程评审
准则
《电缆中间头制作标准化作业指导书》
评审内容
评审日期2016年**月**日
设备能力鉴定各设备能力能满足控制要求。
人员能力鉴定
1、工序操作人员**为具有5年以上相关工序
操作经验。
2、上述人员已经过岗前培训合格
考核方法鉴定
《电缆中间头制作标准化作业指导书》等作业文件
具有专业技术和质量保证的指导作用,并有
相关工序原始记录。
综合能力鉴定
设备能力能满足要求
人员能力能满足要求
考评方法能达到控制的目的
过程能力的综合能力能满足要求
再确认内容当上述设备更新或更换、人员变动以及有新的开发项目中也存在特殊过程时,则应对这些变化情况进
行再确认
参加确认
人签名***/**/***
日期:2016年**月**日
批准人签
名
同意确认结果。
签名:***日期:2016年**月**日。
特殊过程确认人员资格鉴定记录表一、概述特殊过程确认人员资格鉴定记录表是指在生产过程中对特殊工序的操作人员进行资格鉴定的记录表格,旨在确保特殊过程的操作人员具备必要的技能和资质,以保证产品质量和生产安全。
二、申请人信息1. 申请人尊称:__________2. 申请人性别:__________3. 申请人芳龄:__________4. 申请人学历:__________5. 申请人所属部门:__________三、特殊过程信息1. 特殊过程名称:__________2. 特殊过程描述:__________3. 特殊过程操作要求:__________四、资格鉴定内容1. 技术能力评估:__________2. 安全操作意识评估:__________3. 相关经验评估:__________五、资格鉴定结果1. 资格鉴定结论:__________2. 鉴定人员签字:__________3. 鉴定日期:__________六、资格鉴定意见1. 资格鉴定意见:__________2. 意见反馈人:__________3. 反馈日期:__________七、总结特殊工序确认人员资格鉴定记录表是对特殊工序操作人员进行资格鉴定的重要内容,通过这一过程,能够确保特殊工序操作人员具备必要的技能和资质,从而有效保障产品质量和生产安全。
此记录表的制定和执行,有利于规范特殊工序操作人员的管理,并能够及时发现和解决可能存在的安全隐患和技术问题,对企业的可持续发展具有重要意义。
八、申请人信息深入分析在进行特殊过程确认人员资格鉴定时,申请人的个人信息是至关重要的。
我们需要对申请人的尊称、性别、芳龄、学历和所属部门等进行深入分析和综合考量。
申请人的基本信息将直接影响到其在特殊工序中的实际操作能力和安全意识,因此必须对其基本情况进行细致筛查和评估。
申请人的尊称和性别是直接关联到其个人身份和性别特征,通过了解申请人的尊称和性别,我们可以对其在操作过程中的一些特殊需求进行合理安排,以保证操作安全和工作顺利进行。

特殊过程确认准则
1、过程确认的目的:
证实特殊过程的能力能够达到过程策划中预期的要求。
2、特殊过程确认的内容、方法和要求
a、本公司的特殊过程由技术部确定,目前有焊接过程;
b、特殊过程所涉及的主要生产设备,应作好设备的维护保养,并进行鉴定。
c、特殊过程的操作工人必须经过培训,考核合格后发给上岗证,方可上岗操作。
d、特殊过程应由技术部编制作业指导书或工艺规程、工艺卡片之一的工艺指导文件,
操作人员必须按文件规定进行操作,对过程参数进行监控。
5、特殊过程投入生产前,要进行确认。
确认由技术部、质保部、生产部共同进行,评
审内容包括:
●是否定期对特殊过程涉及的设备、计量器具、工装进行检查、校准和必要的保养;
●从事特殊过程的人员是否持证上岗;
●是否编制了工艺指导文件;
●进行小样试验,评估试验结果是否合格
●现场观察,并与合格的试验小样比较,是否与小样一致。
确认合格后,由技术部批准特殊过程投入运行。
确认结论应记录在“特殊过程确认表”中。
(附表)
6、特殊过程的再确认
发生下列情况,应对特殊过程进行再确认:
●过程发生大问题,产品质量不能满足要求时;
●影响过程的因素发生了变化(如生产设备、工装进行了大修);
●质保部、技术部有要求时。
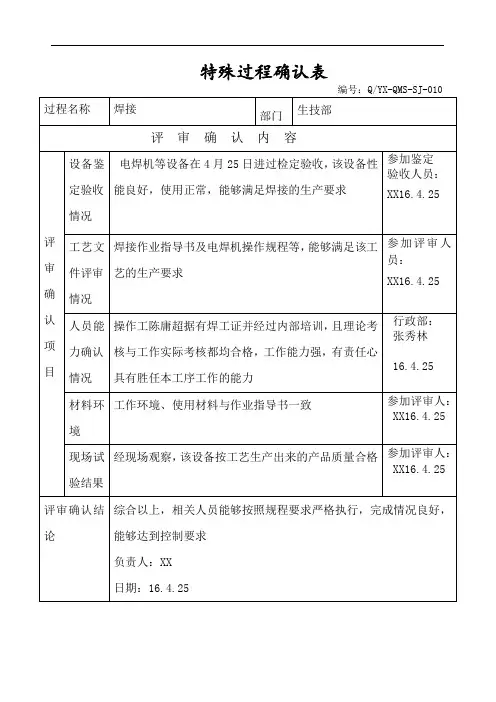
特殊过程确认表。
大体积混凝土特殊过程能力预先鉴定记录一、工程概况本次大体积混凝土施工的工程为具体工程名称,位于具体工程地点。
该工程的基础部分采用大体积混凝土浇筑,混凝土设计强度等级为具体强度等级,浇筑总量约为具体方量。
二、施工准备情况1、技术准备施工前,已组织相关技术人员熟悉施工图纸,编制了详细的施工方案,并对施工人员进行了技术交底。
对混凝土配合比进行了优化设计,考虑了大体积混凝土的水化热控制、抗裂性能等要求。
2、材料准备水泥:选用具体水泥品牌及型号,其具有低水化热、质量稳定等特点。
骨料:粗骨料选用具体规格及产地的碎石,细骨料选用具体规格及产地的中砂,骨料的含泥量均符合规范要求。
掺和料:采用具体掺和料名称及用量,以改善混凝土的性能。
外加剂:选用具体外加剂名称及用量,以满足混凝土的工作性能和抗裂要求。
3、机械设备准备混凝土搅拌站:配备了具体搅拌站型号及生产能力的搅拌站,能够满足混凝土的供应需求。
混凝土运输车辆:准备了具体数量辆混凝土运输罐车,确保混凝土运输的连续性。
混凝土浇筑设备:采用具体浇筑设备名称及型号,如汽车泵、地泵等。
4、劳动力准备组织了足够的混凝土浇筑工人、振捣工人、抹面工人等,明确了各工种的职责和分工。
三、施工过程控制1、混凝土搅拌严格按照配合比进行配料,计量准确,搅拌时间符合规范要求。
控制混凝土的出机温度,采取了对原材料进行遮阳、降温等措施。
2、混凝土运输混凝土运输过程中,保持搅拌罐匀速转动,防止混凝土离析。
控制混凝土运输时间,确保混凝土在规定时间内到达施工现场。
3、混凝土浇筑采用分层分段浇筑的方法,每层浇筑厚度控制在具体厚度以内,避免混凝土堆积过高。
浇筑过程中,加强混凝土的振捣,振捣棒的插入深度和振捣时间符合规范要求,确保混凝土密实。
4、混凝土测温在混凝土内部埋设了测温探头,对混凝土的温度进行实时监测。
测温数据及时记录和分析,根据温度变化情况采取相应的养护措施。
5、混凝土养护混凝土浇筑完成后,及时进行覆盖保湿养护,养护时间不少于具体天数。