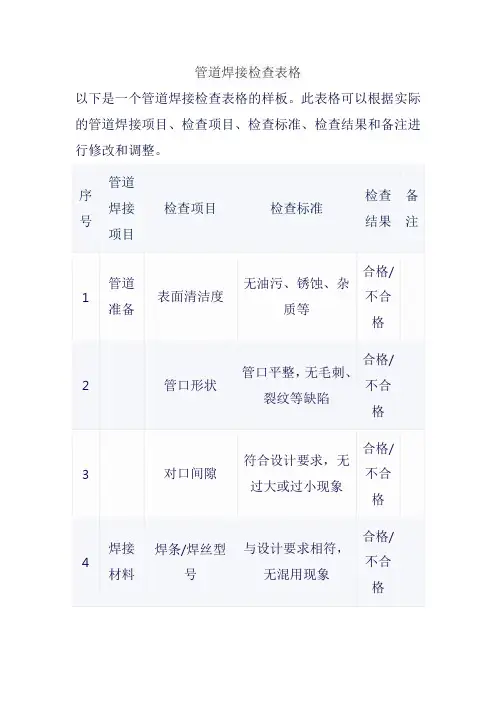
管道焊接表格
- 格式:doc
- 大小:46.50 KB
- 文档页数:1

数无损检测委托单项目名称:独山子炼油加氢裂化装置扩能改造项目2007年7月31日设备(管线)号如下规格材质20#焊接方法根层:GTAW 其他层:SMAW 检验标准JB/T4730-2005-Ⅱ检验方法坡口根层最终层PT FT RT PT MT FT RT PT MT UT FT 序号焊缝编号1 KJ1 P-3005--(19) –0316/03162 KJ2 P-3006--(20) --0316/0316 φ168X6.5--Ⅱ 20%透视比例3 KJ3 P-3006--(31) --0316/03164 KJ4 FG-3007--(53)-0266/02665 KJ5 FG-3007--(55)-0266/0266 φ406X8--Ⅱ 20%透视比例6 KJ6 FG-3007--(84)-0266/02667 KJ7 P-3005—(28)—5670/56708 KJ8 P-3005—(29)—5670/5670 φ168X6.5--Ⅱ 20%透视比例9 KJ9 P-3005—(22)—5670/5670外观检查结论焊接检查员(签字)美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
管道焊接检验批质量验收记录表管道焊接检验批质量验收记录表
工程名称:
施工单位:
施工执行标准名称及编号:GB
施工单位检查评定记录:
监理(建设)单位验收意见:
分项工程名称:管道焊接验收部位
项目经理:
质量验收规范规定:
主控项目:
1.焊材的材质应符合设计要求和规范规定。
管道焊缝无损
检测应符合设计要求和规范规定。
2.焊缝表面应整齐均匀,无裂纹、未焊透、气孔、夹渣、
烧穿等缺陷。
焊缝及其周围应清除干净,不应存在电弧烧伤母材的缺陷。
焊缝宽度应符合焊接工艺规程的要求,无要求时为坡口上两侧各加宽0.5mm~2mm。
焊缝余高应为0mm~2mm。
3.局部不应大于3mm且长度不大于50mm。
大于0.8mm
或大于12.5%管壁厚(取二者中的较小值),任何长度均不合格。
大于6%~12.5%管壁厚或大于0.4mm(取二者中的较小值),在焊缝任何300mm连续长度中不超过50mm或焊缝的
1/6,取二者中的较小值。
小于等于0.4mm或小于等于6%管
壁厚(取二者中的较小值),任何长度均合格。
施工单位检查评定结果:
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理(建设)单位验收结论:。
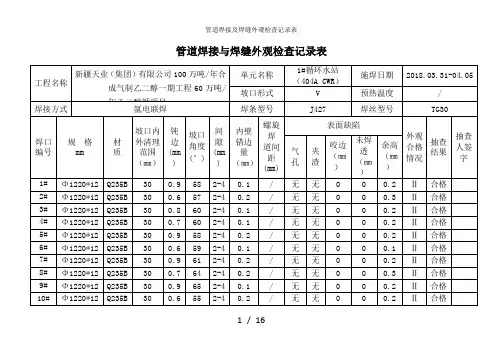
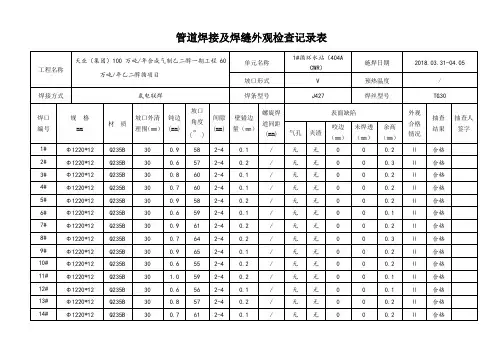
管道焊接与焊缝外观检查记录表
1 / 16
管道焊接与焊缝外观检查记录表
2 / 16
管道焊接与焊缝外观检查记录表
3 / 16
管道焊接与焊缝外观检查记录表
4 / 16
管道焊接与焊缝外观检查记录表
5 / 16
6 / 16
管道焊接与焊缝外观检查记录表
7 / 16
管道焊接与焊缝外观检查记录表
8 / 16
管道焊接与焊缝外观检查记录表
9 / 16
管道焊接与焊缝外观检查记录表
10 / 16
管道焊接与焊缝外观检查记录表
11 / 16
管道焊接与焊缝外观检查记录表
12 / 16
13 / 16
管道焊接与焊缝外观检查记录表
14 / 16
管道焊接与焊缝外观检查记录表
15 / 16
16 / 16。
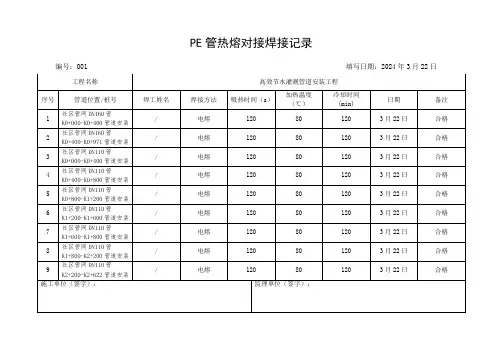
焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号1管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-10 6:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:7:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa拖动压力00.4MPa环境温度+17°C 焊工编号G0133工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号2管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-10 7:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:8:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号3管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-10 8:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:9:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊口序列号4管材生产批号 2 140402焊接冷却阶段设定时间084S日期2013-3-10 9:30生产商 2 1焊接冷却阶段实际时间084S结束时间:10:26管材直径250mm卷边阶段实际压力01.7MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.8MPa焊工编号G0133拖动压力01.2MPa环境温度+17°C 工程编号:宝山12/10030卷边阶段设定压力01.7MPa管材类型施工编号卷边分阶段设定时间100S管件规格焊口编号R001卷边分阶段实际时间100S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.6S焊接模式生产商1 1对接压力上升时间1S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.3MPa焊口序列号5管材生产批号 2 140402焊接冷却阶段设定时间1140S日期2013-3-10 10:30生产商 2 1焊接冷却阶段实际时间1140S结束时间:11:26管材直径250mm卷边阶段实际压力02.3MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力02.2MPa焊工编号G0133拖动压力01.2MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.3MPa管材类型施工编号卷边分阶段设定时间012S管件规格焊口编号R001卷边分阶段实际时间012S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间145S调整时间管材牌号ME3440吸热阶段实际时间145S焊接时间管材生产批号1140401转换时间04.2焊接模式生产商1 1对接压力上升时间3S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号6管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-10 11:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:12:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号7管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-10 13:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:14:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa拖动压力00.4MPa环境温度+17°C 焊工编号G0133工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号8管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-12 7:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:8:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号9管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-12 8:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:9:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊口序列号10管材生产批号 2 140402焊接冷却阶段设定时间084S日期2013-3-12 9:30生产商 2 1焊接冷却阶段实际时间084S结束时间:10:26管材直径250mm卷边阶段实际压力01.7MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.8MPa焊工编号G0133拖动压力01.2MPa环境温度+17°C 工程编号:宝山12/10030卷边阶段设定压力01.7MPa管材类型施工编号卷边分阶段设定时间100S管件规格焊口编号R001卷边分阶段实际时间100S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.6S焊接模式生产商1 1对接压力上升时间1S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.3MPa焊口序列号11管材生产批号 2 140402焊接冷却阶段设定时间1140S日期2013-3-12 10:30生产商 2 1焊接冷却阶段实际时间1140S结束时间:11:26管材直径250mm卷边阶段实际压力02.3MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力02.2MPa焊工编号G0133拖动压力01.2MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.3MPa管材类型施工编号卷边分阶段设定时间012S管件规格焊口编号R001卷边分阶段实际时间012S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间145S调整时间管材牌号ME3440吸热阶段实际时间145S焊接时间管材生产批号1140401转换时间04.2焊接模式生产商1 1对接压力上升时间3S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号12管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-12 11:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:12:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商1 1对接压力上升时间9S错误代码操作成功+17工程编号:宝山 12/10030卷边阶段设定压力 02.1MPa 管材类型 施工编号卷边分阶段设定时间015S 管件规格焊口编号 R001卷边分阶段实际时间 015S 焊接电压企业编号2吸热阶段设定压力 00.0MPa 设定时间PE 材质 PE080 吸热阶段设定时间 182S 调整时间 管材牌号 ME3440 吸热阶段实际时间 182S焊接时间管材生产批号 1140401 转换时间 04.1S 焊接模式生产商 11对接压力上升时间9S错误代码操作成功焊机编号: HWA-250E-2012-ARW22 材料牌号 2 ME3440 焊接冷却阶段设定压力 02.1MPa 焊口序列号14管材生产批号 2 140402焊接冷却阶段设定时间 1380S 日期 2013-3-12 14:30 生产商 2 1焊接冷却阶段实际时间1380S 结束时间: 15:26 管材直径 250mm 卷边阶段实际压力 02.2MPa 设备管理编号 HR034 管材壁厚系列 11.0mm 吸热阶段实际压力 00.0MPa 项目经理编号 J0006 热板温度 +213 C焊接冷却阶段实际压力 01.9MPa焊工编号G0133拖动压力00.4MPa环境温度 +17 C工程编号: 宝山 12/10030 卷边阶段设定压力 02.1MPa 管材类型 施工编号卷边分阶段设定时间 015S 管件规格焊口编号R001卷边分阶段实际时间 015S 焊接电压企业编号 2 吸热阶段设定压力 00.0MPa 设定时间PE 材质 PE080 吸热阶段设定时间 182S 调整时间 管材牌号 ME3440 吸热阶段实际时间 182S焊接时间管材生产批号 1140401 转换时间 04.1S 焊接模式生产商 11对接压力上升时间9S错误代码操作成功焊机编号: HWA-250E-2012-ARW22 材料牌号 2 ME3440 焊接冷却阶段设定压力 02.1MPa 焊口序列号 15 管材生产批号 2 140402焊接冷却阶段设定时间 1380S 日期 2013-3-14 8:30 生产商 2 1焊接冷却阶段实际时间1380S 结束时间:9:26管材直径 250mm 卷边阶段实际压力 02.2MPa 设备管理编号 HR034 管材壁厚系列 11.0mm 吸热阶段实际压力 00.0MPa 项目经理编号 J0006 热板温度 +213 C焊接冷却阶段实际压力 01.9MPa焊工编号 G0133拖动压力00.4MPa环境温度 +17 C工程编号:宝山 12/10030卷边阶段设定压力 02.1MPa 管材类型 施工编号卷边分阶段设定时间015S 管件规格焊口编号 R001卷边分阶段实际时间 015S 焊接电压企业编号2吸热阶段设定压力 00.0MPa 设定时间PE 材质 PE080 吸热阶段设定时间 182S 调整时间 管材牌号 ME3440 吸热阶段实际时间 182S焊接时间管材生产批号 1140401 转换时间 04.1S 焊接模式生产商 11对接压力上升时间9S错误代码操作成功焊工编号 拖动压力环境温度 G013300.4MPaC焊机编号: HWA-250E-2012-ARM22 材料牌号 2 ME3440 焊接冷却阶段设定压力 02.1MPa 焊口序列号 13 日期 2013-3-12 13:30 管材生产批号 生产商 2 2 140402 焊接冷却阶段设定时间 焊接冷却阶段实际时间1380S 1380S 结束时间: 14:26 管材直径 250mm 卷边阶段实际压力 02.2MPa 设备管理编号 HR034 管材壁厚系列 11.0mm 吸热阶段实际压力 00.0MPa 项目经理编号 J0006 热板温度 +213 °C焊接冷却阶段实际压力 01.9MPa焊口序列号16管材生产批号 2 140402焊接冷却阶段设定时间084S日期2013-3-14 9:30生产商 2 1焊接冷却阶段实际时间084S结束时间:10:26管材直径250mm卷边阶段实际压力01.7MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.8MPa焊工编号G0133拖动压力01.2MPa环境温度+17°C 工程编号:宝山12/10030卷边阶段设定压力01.7MPa管材类型施工编号卷边分阶段设定时间100S管件规格焊口编号R001卷边分阶段实际时间100S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.6S焊接模式生产商1 1对接压力上升时间1S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.3MPa焊口序列号17管材生产批号 2 140402焊接冷却阶段设定时间1140S日期2013-3-14 10:30生产商 2 1焊接冷却阶段实际时间1140S结束时间:11:26管材直径250mm卷边阶段实际压力02.3MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力02.2MPa焊工编号G0133拖动压力01.2MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.3MPa管材类型施工编号卷边分阶段设定时间012S管件规格焊口编号R001卷边分阶段实际时间012S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间145S调整时间管材牌号ME3440吸热阶段实际时间145S焊接时间管材生产批号1140401转换时间04.2焊接模式生产商1 1对接压力上升时间3S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号18管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-14 11:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:12:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号19管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-14 12:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:13:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa拖动压力00.4MPa环境温度+17°C 焊工编号G0133工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号20管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-14 13:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:14:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号21管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-14 14:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:15:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊口序列号22管材生产批号 2 140402焊接冷却阶段设定时间084S日期2013-3-16 6:30生产商 2 1焊接冷却阶段实际时间084S结束时间:7:26管材直径250mm卷边阶段实际压力01.7MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.8MPa焊工编号G0133拖动压力01.2MPa环境温度+17°C 工程编号:宝山12/10030卷边阶段设定压力01.7MPa管材类型施工编号卷边分阶段设定时间100S管件规格焊口编号R001卷边分阶段实际时间100S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.6S焊接模式生产商1 1对接压力上升时间1S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.3MPa焊口序列号23管材生产批号 2 140402焊接冷却阶段设定时间1140S日期2013-3-16 7:30生产商 2 1焊接冷却阶段实际时间1140S结束时间:8:26管材直径250mm卷边阶段实际压力02.3MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.4MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力02.2MPa焊工编号G0133拖动压力01.2MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.3MPa管材类型施工编号卷边分阶段设定时间012S管件规格焊口编号R001卷边分阶段实际时间012S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间145S调整时间管材牌号ME3440吸热阶段实际时间145S焊接时间管材生产批号1140401转换时间04.2焊接模式生产商1 1对接压力上升时间3S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号24管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-16 8:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:9:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARM22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号25管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-16 9:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:10:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa拖动压力00.4MPa环境温度+17°C 焊工编号G0133工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号26管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-16 10:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:11:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊机编号:HWA-250E-2012-ARW22材料牌号 2 ME3440焊接冷却阶段设定压力02.1MPa焊口序列号27管材生产批号 2 140402焊接冷却阶段设定时间1380S日期2013-3-16 11:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:12:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列11.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa焊工编号G0133拖动压力00.4MPa环境温度+17C工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商 1 1对接压力上升时间9S错误代码操作成功焊口序列号28管材生产批号2140402焊接冷却阶段设定时间1380S日期2013-3-12 12:30生产商 2 1焊接冷却阶段实际时间1380S结束时间:13:26管材直径250mm卷边阶段实际压力02.2MPa设备管理编号HR034管材壁厚系列 1.0mm吸热阶段实际压力00.0MPa项目经理编号J0006热板温度+213 C焊接冷却阶段实际压力01.9MPa拖动压力00.4MPa环境温度+17°C焊工编号G0133工程编号:宝山12/10030卷边阶段设定压力02.1MPa管材类型施工编号卷边分阶段设定时间015S管件规格焊口编号R001卷边分阶段实际时间015S焊接电压企业编号2吸热阶段设定压力00.0MPa设定时间PE 材质PE080吸热阶段设定时间182S调整时间管材牌号ME3440吸热阶段实际时间182S焊接时间管材生产批号1140401转换时间04.1S焊接模式生产商1 1对接压力上升时间9S错误代码操作成功。
焊接施工记录表格目录
上海石化安装检修工程公司
焊接施工检查记录
SPI-HJ-02
上海石化安装检修工程公司
钢结构制作焊接施工检验记录
SPI-HJ-06
焊口跟踪图样
建议:图纸幅面采用A4(210×297mm)
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-07
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-08
上海石化安装检修工程公司
焊材烘焙记录表
SPI-HJ-09
表面无损探伤报告
SPI-HJ-10
超声波探伤报告
SPI-HJ-11
无损探伤委托单
SPI-HJ-12
射线探伤报告
SPI-HJ-13
无损测厚报告
探伤工作流转卡
SPI-HJ-14
磁粉检验报告
SPI-HJ-16
射线探伤工艺卡
SPI-HJ-17
焊缝拍片汇总表
SPI-HJ-18
一次拍片合格率:
上海石化安装检修工程公司
年月焊缝拍片汇总
注:射线探伤—RT。
超声探伤—UT。
磁粉探伤—MT。
着色探伤—PT。