电机展开图解读其嵌线工艺
- 格式:pdf
- 大小:96.99 KB
- 文档页数:7
电机嵌线方法和步骤电机嵌线是指将线圈导线固定在定子铁心上的过程。
电机嵌线的质量直接影响电机的性能和效果,因此在电机制造过程中非常重要。
本文将介绍电机嵌线的一般方法和步骤。
一、电机嵌线的一般方法1.1 嵌线材料准备需要准备好嵌线所需的材料。
常用的嵌线材料有导线、绝缘材料、绝缘胶带等。
导线是电机的线圈导线,可以选择铜线或铝线,铜线导电性好,但成本较高,铝线成本相对较低;绝缘材料用于保护导线,常见的有绝缘漆、绝缘纸等;绝缘胶带用于固定导线。
1.2 导线长度测量接下来,需要根据电机的设计要求,测量导线的长度。
根据电机的线圈结构和绕组方式,确定每根导线的长度,并进行标记。
1.3 导线剪切根据测量的长度,使用导线剪切工具将导线剪切成所需长度。
1.4 导线绝缘处理将导线的两端进行绝缘处理,可以使用绝缘漆或绝缘纸包裹导线的两端,以保证导线不会短路。
1.5 导线固定将绝缘处理后的导线固定在定子铁心上。
根据电机的绕组方式,将导线依次穿过定子铁心的槽口,并使用绝缘胶带固定导线,避免导线松动或脱落。
1.6 导线连接根据电机的绕组方式,将不同的导线进行连接。
可以使用焊接或插接的方式进行导线的连接。
二、电机嵌线的步骤2.1 准备工作需要对电机进行准备工作。
检查电机的定子铁心和绕组槽口,确保其表面光滑、无毛刺和杂质。
2.2 导线固定根据电机的绕组方式,将导线依次穿过定子铁心的槽口,并使用绝缘胶带固定导线。
确保导线固定牢固,不会松动或脱落。
2.3 导线绝缘将导线的两端进行绝缘处理,可以使用绝缘漆或绝缘纸包裹导线的两端,以保证导线不会短路。
2.4 导线连接根据电机的绕组方式,将不同的导线进行连接。
可以使用焊接或插接的方式进行导线的连接。
2.5 导线整理对导线进行整理,确保导线之间不会交叉或纠缠。
可以使用绝缘胶带将导线固定在定子铁心上,以保持整洁。
2.6 检查和测试完成嵌线后,需要对电机进行检查和测试。
检查导线的固定情况和导线之间的连接是否正确。
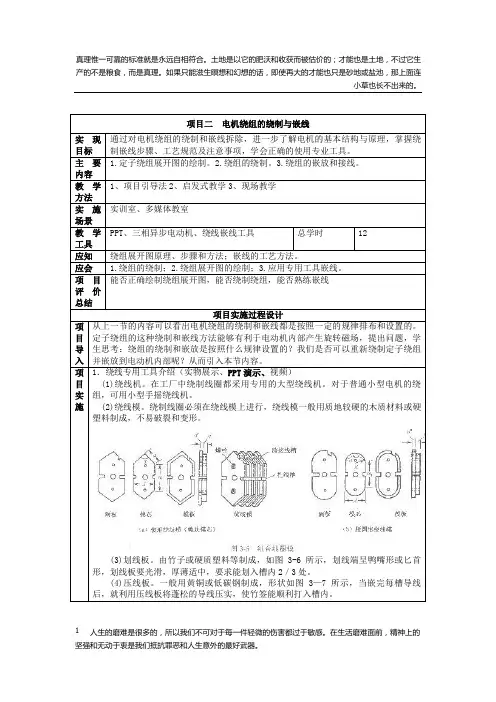
学习┃看电机绕组展开图,掌握绕组嵌线工艺看电机绕组展开图,学习绕组嵌线工艺第三节、三相单层交叉式绕组嵌线工艺单层交叉式绕组由线圈数和节距不相同的两种线圈组构成,同一组线圈的形状、几何尺寸和节距均相同,各线圈组的端部互相交叉。
交叉式绕组由两大一小线圈交叉布置。
单层交叉式绕组线圈端部连线较短,有利于节省材料,并且省铜。
广泛用于q>1的且为奇数的小型三相异步电动机。
图3是三相4极36槽的单层交叉式绕组展开图。
每极每相槽数为3,线圈节距两个:一个是1—9,一个是1—8。
图3展开图上面一行数字表示嵌线顺序,下面一行数字表示线槽序号。
由图可以看出每一相由6个线圈组成,其中两个小线圈,节距为1—8,4个大线圈组成两组,节距为1—9。
线圈的下层边(图上每个线圈的左边)依次嵌在槽1、2、4、7、8、10、13、14、16、19、20……内,上层边(图上每个线圈的右边)依次嵌在槽29、30、33、35、36、3、5、6……内。
每一个上层边都压着三个下层边,如嵌在槽29、30的上层边压着嵌在槽31、32、34的下层边,由此可见,此种嵌线方法吊把线圈为3把。
嵌线的步骤仍然是按次序先嵌下层边,后嵌上层边;最后嵌吊起的3把线圈的上层边。
具体的嵌线次序如下:(1)选好第一槽位置,靠近机座出线口。
(2)嵌槽1、2(U相两个大线圈的下层边,引出线头U1),上层边吊起(吊把线圈)。
(3)空一槽3,嵌槽4(W相小线圈的下层边,引出线头W2),上层边吊起(吊把线圈)(4)再空两槽5、6,嵌槽7、8(V相大线圈的下层边,引出线头V1),上层边按照节距1—9压着槽1、2、4三个下层边分别嵌入槽35、36。
(5)再空一槽9,嵌槽10(U相小线圈的下层边,U相大、小线圈的连接方式是上层边与上层边相连,下层边与下层边相连),上层边按节距1—8压着槽4、7、8三个下层边嵌入槽3。
(6)再空两槽11、12,嵌槽13、14(W相大线圈的下层边,W相大、小线圈的连接方式是上层边与上层边相连,下层边与下层边相连),上层边按照节距1—9压着槽7、8、10三个下层边分别嵌入槽5、6。


电机嵌线过程工艺守则关键特殊过程——电机嵌线过程工艺守则一、目的:电机生产过程中根据以往经验而知,嵌线过程工艺为影响电机质量的关键过程,特此制订本守则目的为提高电机质量和成品率提高。
二、工艺守则:1、嵌线前的操作(1)放置槽绝缘,槽绝缘纸按设计尺寸将两边反折,反折长度为(ez+0.5)(cm)(如不采用揩口式槽绝缘则免此工序)然后将绝缘纸纵向揩成“U”形插入槽中。
(2)嵌线电机的放置较小的定子由单人操作,这时定子应横向舟稍偏斜一点放置,偏斜度大小,要便于两手分别从两端进入铁心内腔操作为便。
(3)如槽位置的选定原则,电动机定子出线盒端应在操作者的右手一则,1号槽的位置应在嵌线后的引出线位于出口两侧分布,并使之最短。
(4)线圈组的放置,工作台要清扫干净,待嵌的丝圈组放在电机的左手侧(单人操作),线圈组的放置方向是引线端向着电机铁心,并使第1个挂线的全匝数线圈叠放在最上面,其余线圈依连绕的先后顺序叠放,嵌线时要将每个线圈向电机方向翻转。
三、嵌线操作的通用规则与手法:1、线圈的捏扁:(1)缩宽用两手的姆指导和食指分别抓压线圈直线转角部位,使线圈宽度压缩到进入子内腔时不致碰铁心。
对于节距大的线圈,则将线圈横着并垂直于台面,用双手向下压缩线圈。
(2)扭转把欲嵌线圈的下层边扎线解开,左手大姆指和食指捍住直线边靠转角部分,同样用右手指捏住上层边相应部位,将两边同向扭转。
(3)捏扁将右手移到下层边与左手配合,尽量将下层直线边靠转角处捏扁,然后左手不动,右手指边捏边向下滑动。
使下边层梳理成扁平的一排形状,如扁度不够可多梳理几次。
2、下层边(或沉边)的嵌入法:右手将捏扁后的有效边后端倾斜靠向铁心端面槽口,左手从定子另一端伸入接住线圈,双手把有效边靠左段尽量压入槽口内,然后左手慢慢向左拉动,右手一面防止槽口导线骨出,一面梳理后边的导线,边移边压,来回扯动,使全部导线嵌入槽内。
导线嵌入后,用骨线板将槽内导线单向梳理顺直。
小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的1小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的2小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的3小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的4小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的5 —10三相24槽4极电动机的单链(短节距)绕组展开图相绕组的安置和连接方法与u 相是一样的,只不过的首端相对第一相绕组的首端依次移过l20的电角度,即移过一个极距的从第6号线槽引出,移过一个极距的2/3,也就是相绕组的首端W 1应从第2号线槽内引出,V 相绕组的首端w 相绕组的各线圈的连接方向应与另外两相绕组相反,这样可使三根首尾端引出线比较集中,便于和电动机接线板连接。
线圈与线圈的连接方法有反串联和顺串联两种。
当每相绕组中线圈组的数目等于电动机磁极数时,每相绕组中各线圈之问的连接次序就是首端接首端,尾端接尾端,小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的小草也长不出来的。
人生的磨难是很多的,所以我们不可对于每一件轻微的伤害都过于敏感。
在生活磨难面前,精神上的7 (a ) (b )3—15三相24槽4极电动机的单链绕组嵌线程序示意图.空一个槽(7号槽)暂时不下线,再将第二个线圈的一个有效边嵌入槽样,线圈二的另一个有效边要等线圈十二的一个有效边嵌入槽4小草也长不出来的。
图3-l6嵌线示意图3—17封槽口④端部相间绝缘。
线圈端部、每个极相端之间必须加垫绝缘物。
根据绕组端部的形状,可将相问绝缘纸剪裁成三角形等形状,高出端部导线约5~8mm,插入相邻的两个绕组之间,下端与槽绝缘接触,把两相绕组完全隔开。

由电机定子展开图解读嵌线工艺作者:白洁来源:《价值工程》2011年第18期摘要:本文介绍电机定子绕组嵌线的基本要求,从电机展开图中解读绕组嵌线规律,使电机修理人员快速掌握各类电机嵌线工艺。
Abstract: This paper describes the basic requirements of motor stator windings embedding and interpretation the embedding law from motor stator windings extension figure, thus helps motor maintainer master all types of motor embedding wire technics quickly.关键词:定子绕组;展开图;嵌线规律Key words: stator windings;extension figure;embedding rule中图分类号:TH12文献标识码:A文章编号:1006-4311(2011)18-0029-010引言电动机维修实训课程是高职电类和控制类专业必修实践环节,依据电机展开图重换电机绕组是电机维修实训中重要技能,也是教学难点。
由于学生对电机展开图理解不深,靠死记口决进行嵌线,无法全面掌握各类电机绕组重换工艺。
根据笔者多年教学实践,摸索出在电机维修教学中使学生依据电机展开图快速掌握嵌线规律,正确重换各类电机绕组的一些经验,供从事相关教学工作人员参考。
1嵌线规律观察故障电机或展开图,依据节距或手指划线找出一个完整线圈,在线圈跨距内找出沉边(下层边),将跨距内沉边(下层边)嵌入槽内,将沉边的另一有效边浮边(上层边)吊边,就可以依此嵌入完整线圈了,直到吊边嵌入,嵌线完毕。
基本术语解释如下:1.1 沉边与浮边单层绕组在槽内没有层次之分,但先嵌入的有效边端部被后嵌入的有效边端部所叠压,故先嵌入的有效边称为沉边,而后嵌入的边浮在表面,称为浮边。
电机绕组展开图
作者:
日期: 2
个人收集整理,勿做商业用途
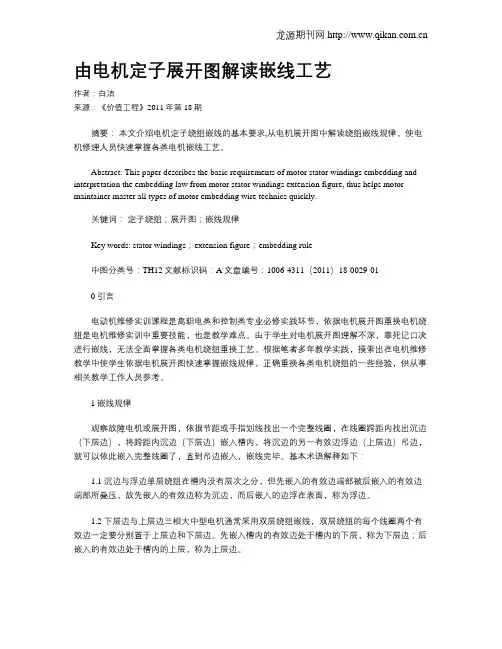
丿/^电机绕组展开图■
直流电机的励磁绕组有好几种,有串励绕组,并励绕组,他励绕组。
转子上的绕组叫电枢绕组。
换向极上有换向绕组(用于改善电机换向)。
大容量的直流电机上,极靴上可能还会有补偿绕组(减小电枢反应带来的副作用)。
单相电机分主绕组和副绕组,也有的叫法是运行绕组和启动绕组。
三相异步电机一般就是定子绕组和转子绕组,一般的三相异步电机转子绕组是铸铝导条或都铜条,绕线式异步电机转子绕组也是嵌进去的漆包线。
同步电机分定子绕组和励磁绕组,有的同步电机有阻尼绕组,有的同步电动机有启动绕组。
个人收集整理,勿做商业用途
(a> 问
Ljq____________________ ---------------------------- A ___________________ __________________ x HI
■ U u
图=单层绕组排列步骤%连相绕组,串联与并联
个人收集整理,勿做商业用途2V
个人收集整理,勿做商业用途
3 m m 2 b 2 2 O 一 m xa V ----------- 2
a/4W A/2Y
①
U
ft 15 6
3
30
2 0/ △
\ \23 —\ \i
16 17 18 34 35 36 7 8 9 25 26 27
4 S 6 2 1。
由电机展开图解读其嵌线工艺摘要:在技校维修电工专业实习教学中,三相异步电动机的嵌线工艺是教学的重点,也是教学的难点。
许多学生由于对三相异步电动机的展开图理解不深,嵌线时感觉无从下手,部分学生只是死记几种嵌线方法,不会灵活运用。
本文结合展开图解读其嵌线工艺,以期对维修电工专业学生有所帮助。
关键词: 嵌线工艺电动机
1、单层链式绕组嵌线工艺图1是三相4极24槽单层链式绕组展开图。
每极每相槽数为2,线圈节距为1—6。
图1
展开图上面一行数字表示嵌线顺序,下面一行数字表示线槽序号。
由图可以看出每一相都有4个线圈。
每一个线圈都有两个边,通常我们把先下的那一个边称为下层边,例如本例中的奇数槽里下的那一边(图上每个线圈的左边),都是下层边;后下的那一边称为上层边,例如本例中的偶数槽里下的那一边(图上每个线圈的右边),都是上层边。
每一个上层边都压着两个下层边,例如本例中的6槽里下的上层边压着5槽、3槽下的下层边,由此可见,单层链式绕组嵌线时一定要吊起两把线圈最后下,即吊把线圈2把。
嵌线步骤是按次序先嵌下层边,
后嵌上层边;最后嵌吊起的两把线圈的上层边。
具体的嵌线顺序如下:
(1)选好第一槽位置,靠近机座出线口。
(2)嵌槽1(U相第一个线圈的下层边),上层边吊起。
(3)空一槽24,嵌23槽(W相第一个线圈的下层边),上层边吊起。
(4)再空一槽22,嵌21槽(V相第一个线圈的下层边),上层边按节距1—6压着1槽、23槽的下层边嵌入槽2。
(5)再空一槽20,嵌入19槽(U相第二个线圈的下层边),上层边按节距1—6压着23槽、21槽下层边嵌入24槽。
此线圈与本相第一个线圈的连接关系是上层边与上层边相连或下层边与下层边相连,即尾、尾或首、首相连。
(6)以后W、V相按空一槽嵌入一槽的次序,轮流将U、W、V三相的4个线圈嵌完。
最后把吊把线圈两把嵌入,至此整个绕组全部嵌完。
单层链式绕组的嵌线规律是:嵌1槽,空1槽,吊2把线圈。
简称为“嵌1空1吊2”。
按此种方法嵌线,同相线圈之间的过桥线可不截断,连接时要注意翻把,使其首首相连、尾尾相连。
最后留出的6个线头,隔一即为同名端,如V1、U1、W1和W2、V2、U2。
2、单层同心式绕组嵌线工艺
图2是三相2极24槽单层同心式绕组的展开图。
每极每相槽数为4,节距为1—10、24—11(见U相)。
展开图上面一行数字表示嵌线顺序,下面一行数字表示线槽序号。
由图可以看出每一相都有2组线圈,每一组线圈都有两个同心线圈组
成。
线圈的下层边(图上每个线圈的左边)分别嵌在槽1、24,21、20,17、16,13、12,9、
8,5、4内;上层边(图上每个线圈的右边)嵌在其余的槽内。
每一组的两个上层边都压着4个下层边,例如U相第一组线圈的上层边槽10、11压着W相的下层边槽9、8和V相的下层边槽5、4,由此可见,此种嵌线工艺吊把线圈为
图2
4把。
嵌线的步骤仍然是按次序先嵌下层边,后嵌上层边;最后嵌吊起的4把线圈的上层边。
具体的嵌线次序如下:
1)选好第一槽位置,靠近机座出线口。
2)嵌槽1、24。
把U相第一组小线圈的下层边嵌入槽1,大线圈的下层边嵌入槽24;它们的上层边不嵌(吊把线圈)。
3)空两个槽(槽23、22),嵌槽21、20(W相第一组线圈的两个下层边),上层边也不嵌入(吊把线圈)。
4)再空两个槽(槽19、18),嵌槽17、16(V相第一组线圈的两个下层边),上层边根据节距压着槽1、24、21、20四个下层边嵌入槽2、3内。
5)按空两槽嵌两槽的方法,依次序把其余的线圈嵌完,最后把吊把线圈依次嵌入槽内。
嵌线规律是:嵌2空2吊4。
按此种方法嵌线,同相线圈之间的过桥线可不截断。
同相2组线圈之间连接时要注意翻把,使其首首相连、尾尾相连;每组同心线圈之间要串联连接,首尾相连。
最后留出的6个线头,隔一即为同名端,如V1、U1、W1和W2、V2、U2。
3、三相单层交叉式绕组嵌线工艺
图3是三相4极36槽的单层交叉式绕组展开图。
每极每相槽数为3,线圈节距两个:一个是1—9,一个是1—8。
图3
展开图上面一行数字表示嵌线顺序,下面一行数字表示线槽序号。
由图可以看出每一相由6个线圈组成,其中两个小线圈,节距为1—8,4个大线圈组成两组,节距为1—9。
线圈的下层边(图上每个线圈的左边)依次嵌在槽1、2、4、7、8、10、13、14、16、19、20……内,上层边(图上每个线圈的右边)依次嵌在槽29、30、33、35、36、3、5、6……内。
每一个上层边都压着三个下层边,如嵌在槽29、30的上层边压着嵌在槽31、32、34的下层边,由此可见,此种嵌线方法吊把线圈为3把。
嵌线的步骤仍然是按次序先嵌下层边,后嵌上层边;最后嵌吊起的3把线圈的上层边。
具体的嵌线次序如下:
(1)选好第一槽位置,靠近机座出线口。
(2)嵌槽1、2(U相两个大线圈的下层边,引出线头U1),上层边吊起(吊把线圈)。
(3)空一槽3,嵌槽4(W相小线圈的下层边,引出线头W2),上层边
吊起(吊把线圈)
(4)再空两槽5、6,嵌槽7、8(V相大线圈的下层边,引出线头V1),上层边按照节距1—9压着槽1、2、4三个下层边分别嵌入槽35、36。
(5)再空一槽9,嵌槽10(U相小线圈的下层边,U相大、小线圈的连接方式是上层边与上层边相连,下层边与下层边相连),上层边按节距1—8压着槽4、7、8三个下层边嵌入槽3。
(6)再空两槽11、12,嵌槽13、14(W相大线圈的下层边,W相大、小线圈的连接方式是上层边与上层边相连,下层边与下层边相连),上层边按照节距1—9压着槽7、8、10三个下层边分别嵌入槽5、6。
(7)再空一个槽15,嵌槽16(V相小线圈的下层边)。
再按上述方法依次把U、W、V三相的线圈嵌入槽内,最后把吊把线圈嵌入槽内。
嵌线规律是:嵌2空1,嵌1空2 (3)
按此种方法嵌线,同相线圈中间的过桥线可不截断。
同相每组大线圈之间要串联连接,首尾相连;大小线圈之间连接时要注意翻把,使大小线圈的首首相连、尾尾相连。
最后留出的6个线头,隔一即为同名端,如V1、U1、W1和W2、V2、U2。
4、三相双层绕组的嵌线工艺
图4是三相4极24槽的双层绕组展开图。
每极每相槽数为2,线圈节距为1—6。
展开图中间的数字表示线槽序号,每一槽里画有两条线,实线表示双层绕组的上层边,虚线表示双层绕组的下层边。
每一相有8个线圈,分为4组,16个边,分别嵌在8个槽的下层边、8个槽的上层边。
例如U相绕组槽1、2、6、7为一组,两个线圈,槽1、2嵌其上层边,槽6、7嵌其下层边;槽7、8、
图4
12、13,13、14、18、19,19、20、24、1嵌另外3组,槽7、8,13、14,19、20分别嵌其上层边,其余槽嵌其下层边。
每一个上层边都压着5个下层边,例如U相7槽的上层边压U相线圈2—7的下层边,V 相线圈3—8,4—9的下层边,W相线圈5—10,6—11的下层边。
因此,此种嵌线工艺必然要先嵌5个线圈的下层边,吊起5个线圈的上层边,然后依次序嵌5个下层边,5个上层边……最后再把吊起的5个上层边嵌入。
具体的嵌线步骤如下:
(1)选好第一槽位置,靠近机座出线口。
(2)嵌一个节距(本例节距为5)线圈的下层边,如U相线圈1—6、2—7,V相线圈3—8,4—9,W相线圈5—10的下层边,分别嵌在槽6、7、8、9、10内。
上层边暂不嵌入,作为吊把线圈。
(3)嵌好的下层边放入层间绝缘。
再嵌入其后的5个线圈的下层边(嵌在槽11、12、13、14、15内),接着嵌各个线圈的上层边(嵌在槽6、7、8、9、10内)。
依次序直至把其他线圈的上、下层边嵌完。
最后把吊把线圈的上层边嵌入槽内。
嵌线规律:每个线圈连续嵌入槽内,吊把线圈等于一个节距。
综上所述,三相异步电动机单层绕组的嵌线步骤可归纳如下:按次序先嵌下层边,再嵌上层边。
下层边是几把,就“嵌几”;相邻下层边相隔几槽就“空几”,一个线圈的上层边压着几个线圈的下层边,就“吊几”。
简称“嵌几,空几,吊几”。
双层绕组的嵌线步骤可归纳为:按次序先嵌一个节距的下层边,再嵌一个节距的上层边;吊把线圈为一个节距的上层边。