五金成本核算标准模板
- 格式:docx
- 大小:12.56 KB
- 文档页数:7
五金产品报价核算表-模具一、产品描述:产品名称:五金产品产品类型:模具产品规格:(请详细描述产品的尺寸、材质、工艺要求等)二、核算成本:1.材料成本:(1)主材料成本:根据产品的尺寸、材质和工艺要求,计算所需的主材料的成本。
(2)辅材料成本:根据产品的工艺要求,计算所需的辅材料的成本。
2.加工成本:(1)人工成本:根据产品的复杂程度和加工工艺,计算所需的人工成本。
(2)设备成本:根据产品的加工方式和设备的消耗程度,计算所需的设备成本。
(3)能源成本:根据产品加工时所需的能源量,计算所需的能源成本。
3.设计成本:(1)设计人工成本:根据产品的复杂程度和设计人员的工作量,计算所需的设计人工成本。
(2)设计软件费用:根据所使用的设计软件的授权费用,计算所需的设计软件费用。
4.管理成本:(1)管理人工成本:计算所需的管理人工成本。
(2)办公费用:计算所需的办公费用,包括租金、水电等费用。
5.风险成本:考虑产品开发和生产过程中的各种风险,计算所需的风险成本。
6.损耗成本:考虑到产品开发和生产过程中的损耗情况,计算所需的损耗成本。
7.利润:根据市场竞争、产品质量等因素,确定合理的利润率,并计算所需的利润。
三、报价计算:根据上述成本核算,按照以下公式计算报价:报价=材料成本+加工成本+设计成本+管理成本+风险成本+损耗成本+利润四、优化措施:为了降低成本、提高效益,可以考虑以下优化措施:1.优化设计:通过优化产品设计和工艺流程,减少材料和加工成本。
2.提高设备利用率:合理安排生产计划,提高设备利用率,降低设备成本。
3.精细管理:加强生产管理,减少损耗,降低管理成本。
4.风险控制:加强风险管理,防范潜在风险,降低风险成本。
五、报价总结:在核算成本的基础上,结合市场需求和竞争环境,制定合理的报价,以保证产品的质量和竞争力。
以上是五金产品报价核算表中的模具部分,包括产品描述、核算成本、报价计算、优化措施和报价总结等内容。
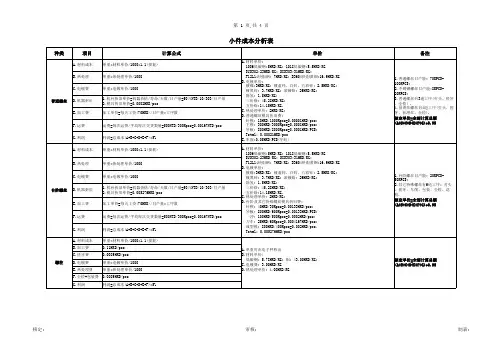
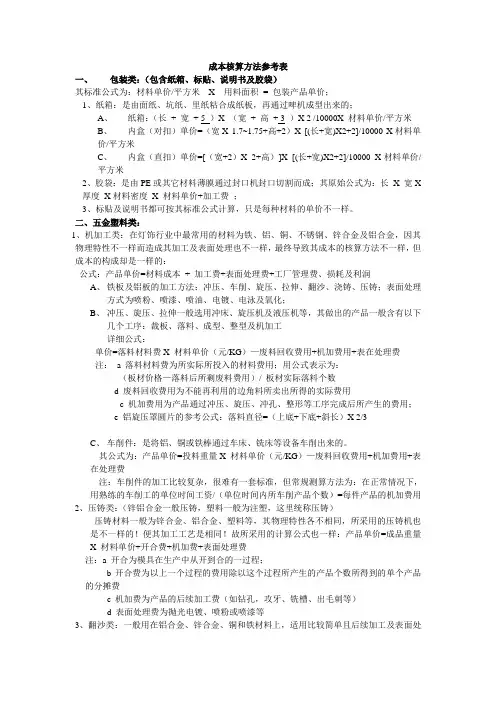
成本核算方法参考表一、包装类:(包含纸箱、标贴、说明书及胶袋)其标准公式为:材料单价/平方米X 用料面积= 包装产品单价;1、纸箱:是由面纸、坑纸、里纸粘合成纸板,再通过啤机成型出来的;A、纸箱:(长+ 宽+ 5 )X (宽+ 高+ 3 )X 2 /10000X 材料单价/平方米B、内盒(对扣)单价=(宽X 1.7~1.75+高+2)X [(长+宽)X2+2]/10000 X材料单价/平方米C、内盒(直扣)单价=[(宽+2)X 2+高)]X [(长+宽)X2+2]/10000 X材料单价/平方米2、胶袋:是由PE或其它材料薄膜通过封口机封口切割而成;其原始公式为:长X 宽X厚度X材料密度X 材料单价+加工费;3、标贴及说明书都可按其标准公式计算,只是每种材料的单价不一样。
二、五金塑料类:1、机加工类:在灯饰行业中最常用的材料为铁、铝、铜、不锈钢、锌合金及铝合金,因其物理特性不一样而造成其加工及表面处理也不一样,最终导致其成本的核算方法不一样,但成本的构成却是一样的:公式:产品单价=材料成本+ 加工费+表面处理费+工厂管理费、损耗及利润A、铁板及铝板的加工方法:冲压、车削、旋压、拉伸、翻沙、浇铸、压铸;表面处理方式为喷粉、喷漆、喷油、电镀、电泳及氧化;B、冲压、旋压、拉伸一般选用冲床、旋压机及液压机等,其做出的产品一般含有以下几个工序:裁板、落料、成型、整型及机加工详细公式:单价=落料材料费X 材料单价(元/KG)—废料回收费用+机加费用+表在处理费注: a 落料材料费为所实际所投入的材料费用;用公式表示为:(板材价格—落料后所剩废料费用)/ 板材实际落料个数d 废料回收费用为不能再利用的边角料所卖出所得的实际费用c 机加费用为产品通过冲压、旋压、冲孔、整形等工序完成后所产生的费用;e 铝旋压罩圆片的参考公式:落料直径=(上底+下底+斜长)X 2/3C、车削件:是将铝、铜或铁棒通过车床、铣床等设备车削出来的。
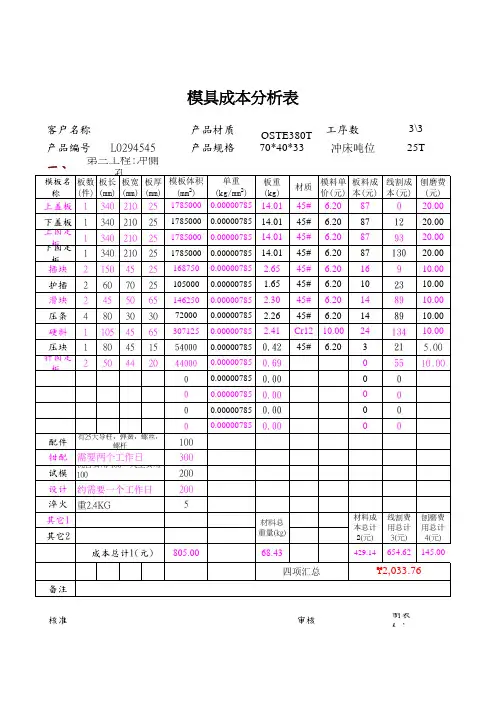
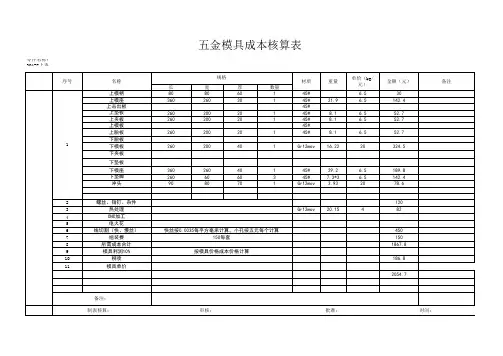
钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
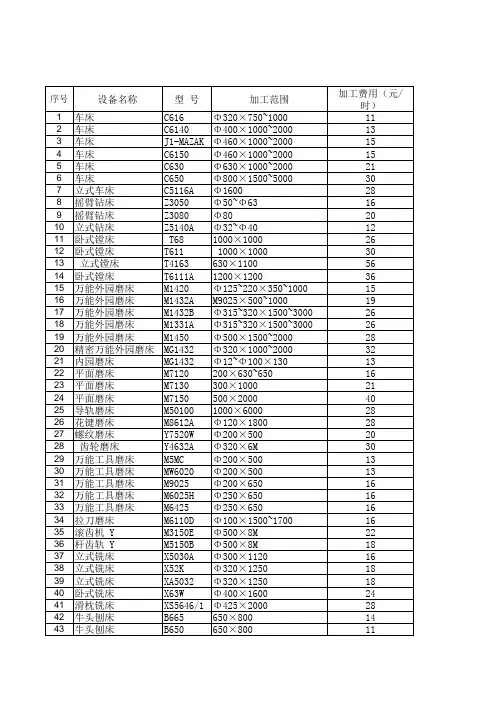
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
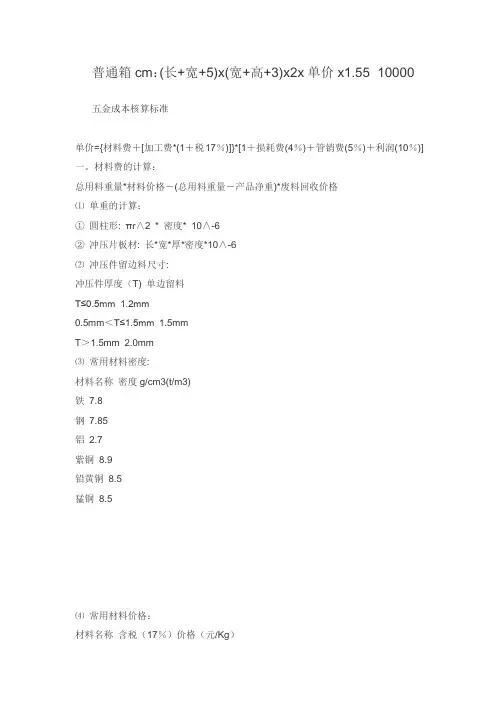
普通箱cm:(长+宽+5)x(宽+高+3)x2x单价x1.55÷10000 五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
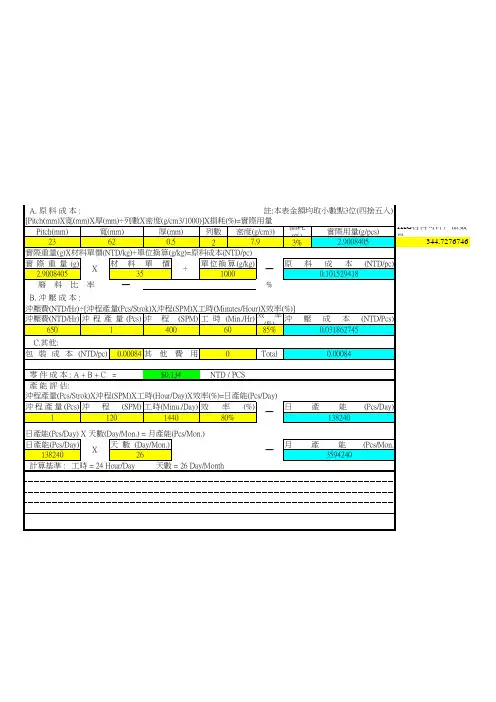
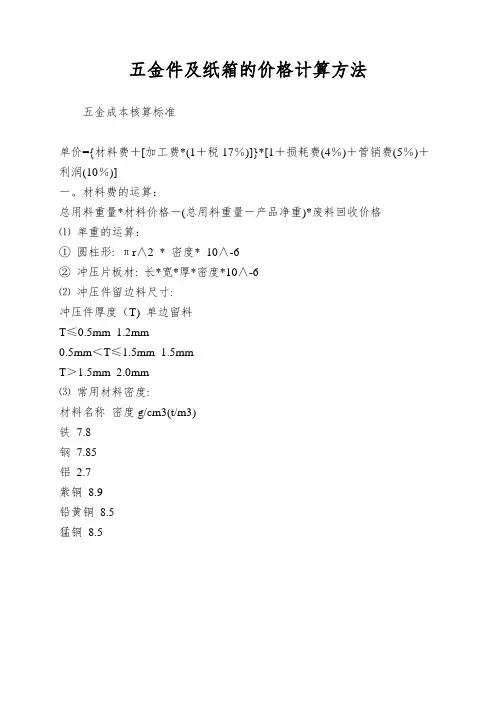
五金件及纸箱的价格计算方法五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]一。
材料费的运算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的运算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050 三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑料单位换算表纸箱价格:(长+宽+2)*(宽+高+1)*单价*2 /1000纸板价格:(长+1)*(宽+1)*单价/1000保力龙:长*宽*高*单价/648000胶袋价格:长*宽*厚度*0。
262*单价/1000玻璃价格:长*宽*单价/10000(正规)(长+1)*(宽+1)*单价/ 10000汽泡袋价格:长*宽*2*单价/10000收缩袋价格:长*宽*3。
钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
五金成本核算标准
单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]
一。
材料费的计算:
总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:
①圆柱形:nr八2*密度*10八-6
②冲压片板材:长*宽*厚*密度*10八-6
⑵冲压件留边料尺寸:
冲压件厚度(T)单边留料
T40.5mm1.2mm
0.5mmvT41.5mm1.5mm
T>1.5mm2.0mm
⑶常见材料密度:
材料名称密度g/cm3(t/m3)
铁7.8
钢7.85
铝2.7
紫铜8.9
铅黄铜8.5
猛铜8.5
⑷常见材料价格:
材料名称含税(17%)价格(元/Kg)
单光铁¥6.2
不锈钢¥18
铝¥20
紫铜¥76
铅黄铜¥51
猛铜¥85
⑸废料回收价格:
材料名称价格(元/Kg)
废铁¥2.2
不锈钢¥14.6
紫铜¥44.0
铅黄铜¥33.0
二、冲制费:
一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,
现将不同吨位啤机冲制一次的价格列如下:
冲床吨位(T)冲制费(元/次)
16T¥0.006
25T¥0.008
35T¥0.010
45T¥0.012
60T¥0.015
80T¥0.020
110T¥0.025
160T¥0.030
200T¥0.050
2001(双轴)¥0.060
2501(双轴)¥0.090
连续模,以上的吨位的冲制费要少,例如2501(双轴)-¥0,050三、机加工费:
加工机床种类每小时收费(RMB)
传统机床(车,铣,平面磨,内外园磨等)¥30
快走丝线切割¥40
CNC加工¥60
慢走丝线切割(日立)¥100
长1米,宽0.9米(90公分),厚度0.05米(5公分)
解:
先计算体积:
V=0.9x1x0.05
=0.045(立方米)
再计算重量
因为钢的密度一般就用铁的密度进行计算(误差能够忽略不讦)而铁的比重是7.8吨/立方米(7.8克/立方厘米)
因此钢板的重量是
0.045x7.8
=0.351(吨)
=351(千克)
因此,90公分宽,5公分厚,1米长的钢板大约重量是351公斤
钢板重量计算公式:
钢管重量(公斤)=0.00617、直径、直径、长度
方钢重量(公斤)=0.00785x边宽x边宽x长度
六角钢重量(公斤)=0.0068x对边宽x对边宽x长度
八角钢重量(公斤)=0.0065x对边宽x对边宽x长度
螺纹钢重量(公斤)=0.00617x计算直径、计算直径、长度
角钢重量(公斤)=0.00785x(边宽+边宽-边厚)x边厚x长度扁钢重量(公斤)=0.00785x厚度x边宽x长度
钢管重量(公斤)=0.02466x壁厚x(外径-壁厚)x长度
钢板重量(公斤)=7.85x厚度、面积
园紫铜棒重量(公斤)=0.00698、直径、直径、长度
园黄铜棒重量(公斤)=0.00668、直径、直径、长度
园铝棒重量(公斤)=0.0022、直径、直径、长度
方紫铜棒重量(公斤)=0.0089x边宽x边宽x长度
方黄铜棒重量(公斤)=0.0085x边宽x边宽x长度
方铝棒重量(公斤)=0.0028x边宽1x边宽x长度
六角紫铜棒重量(公斤)=0.0077x对边宽x对边宽x长度
六角黄铜棒重量(公斤)=0.00736x边宽x对边宽x长度
六角铝棒重量(公斤)=0.00242x对边宽x对边宽x长度
紫铜板重量(公斤)=0.0089x厚x宽x长度
黄铜板重量(公斤)=0.0085x厚x宽x长度
铝板重量(公斤)=0.00171x厚x宽x长度
园紫铜管重量(公斤)=0.028x壁厚x(外径-壁厚)x长度
园黄铜管重量(公斤)=0.0267x壁厚x(外径-壁厚)x长度园铝管重量(公斤)=0.00879x壁厚x(外径-壁厚)x长度
注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=0.00617、直径、直径、长度。