冲压件报价单(第一第二部分合并报价)0611-5.xls
- 格式:xls
- 大小:3.87 MB
- 文档页数:3
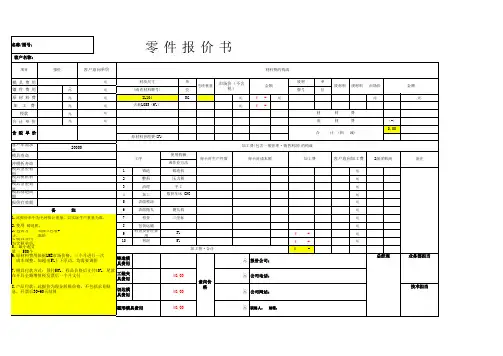
客 户:TAL:联系人FAX:日期:48%24%2%12%4%Prepared by:Xiao Deng Liu Date:This Quotation is valid for 30 days2.付款方式:□当月结30天; □当月结45天;□当月结60Payment terms:3.交货地点: 贵公司厂区内4.Delivery address:::2009-11-101. 本报价单有效期30天XX五金报 价 单X五金塑胶制品有限公司 单9%0%100%開材料清單名稱單價(元/KG)噸位0.0機器清每啤加加工費平均周期 開機率每啤加工價噸位平均周期元/小時秒50%H K$/啤秒Remarks:1.First shot lead time is 15 day2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30%4.This quotationTel:0752-*******Fax:0752-*******模具報價單(Mold Quotation)Prepared by: Xiao Deng Liu Approved by:Ren Kun Chen date:2007-5-23 date:2007-5-231.First shot lead time is 15 days.After the drawing confirmed by Customer or receipted the official purchase order.2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30% first shot. 3) 20% balance on mould approval.otation validity is 3 month.計算#N/A#N/A134.6201.9凸使用材質。

无论进行哪种冲压模具价格估算的报价,在报价之前都需要与进行开发评估,这是必不可少的环节之一。
开发评估:冲压模具的定位,预估产量,技术面是否可行。
其中还包括技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够等。
通过评估结果来决定这个开发案是否进行。
下面大家一起来看看冲压模具价格如何估算,以及冲压模具价格估算办法,以及冲压件价格是如何计算的。
冲压模具工程分析1,分析模具的冲压工艺2,计算零件的材料展开3,列出工步或工程4,计算出模面尺寸,冲裁力这些工作必须安排资深的模具设计工程师来完成。
做完这四步以后的报价工作就简单了,就是本文接下来探讨的重点。
对模具了解不够,专业知识缺乏的人,是做不了工程分析的。
先要去系统地学习,了解模具结构和模具设计。
这要花费相当多精力,并且不是本文模具报价的讨论范围。
所有的模具报价,都应要有专业可靠的工程分析数据后才能进行计算。
有类似的产品模具制作经验的,参照做过的模具直接报价不在除外。
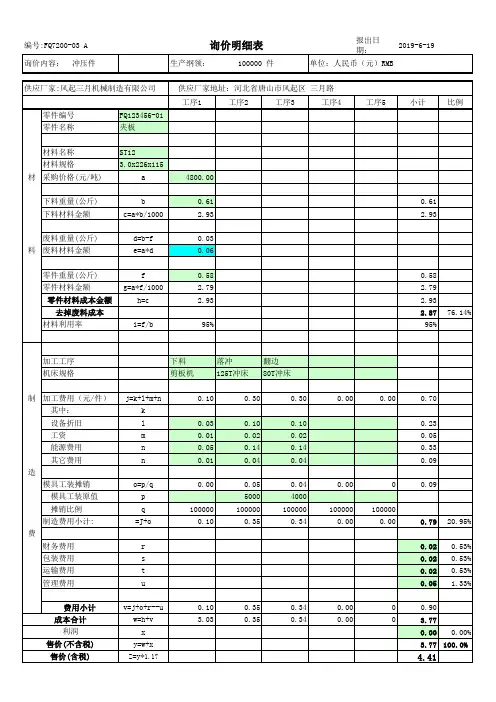
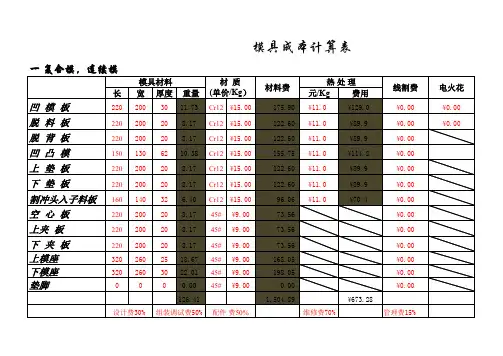
冲压模具报价计算方法一——冲压模具价格估算办法计算模具材料费,然后以模具材料费推算整套模具报价。
模具材料费指一套模具所有模板的材料费,包括冲头,镶件;但不包含标准件,其它零配件,下同。
为便于理解,下面计算模具材料费以一套模面尺寸(指下母模板尺寸,下同)为400W*1000L (单位mm,下同)的工程模和连续模为例说明:下母模板通常都按40mm厚计算(取中间值),材质用Cr12MoV国标机轧料,按28元/公斤计算。
1,下模板材料费计算:先计算下母模板重量:400*1000*40*0.0000079 得出理论重量=126.4KG 一块下模板的材料费=126.4KG*28元/KG=3540元2,计算出一整套模具的材料费:一套冲压模具的模板材料费,按一块下模板材料费的4倍计算。
这样可以大致得出,一套模面400W*1000L的模具材料费为:3540*4=14200元冲压模具结构复杂,模板数目会视情况有所不同,常见模板组成上模有:上模座,上垫板,上夹板(上固定板),止档板(脱料背板),脱料板5块;下模有:下母模板,下垫板,下模座3块,有时还有下夹板(下固定板),再加上垫脚及托板。

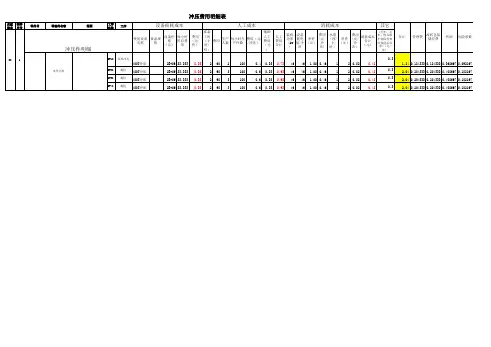
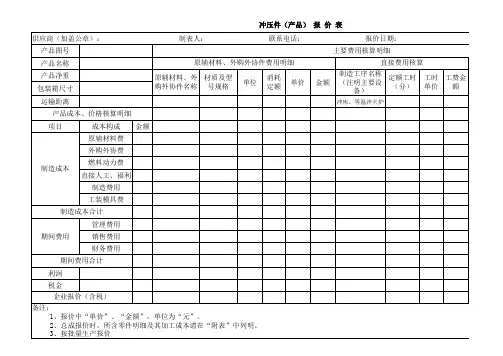
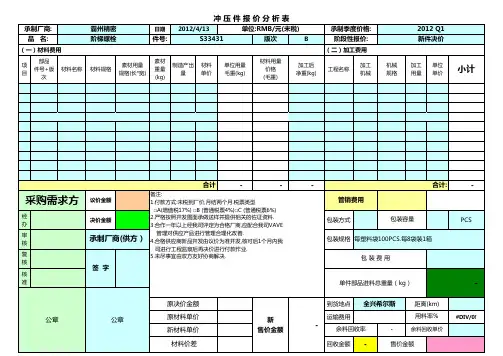
五金沖壓件單價的確定A.計算出所需的材料費1.依零件的圖紙計算出所需材料的毛重,按下料方式一般為正方形長方形兩種,毛重=體積*密度G=V*D2.所需毛重的費用:毛費用=毛重*材料單價(元/KG)3.原材料費用=毛重費用-廢料回收費用B.根據零件的形狀判斷出工藝的工序制造費用1判斷出工序步驟。
2.每道工序的費用,所需機台的時費用(如60下沖床每小時25元)/每小時所生產零件的件數(如每小時制造800件,那麼此道工序的制造費用為25元/800件=0.31元)3.拋光、電鍍的費用,依零件的表面積及形狀的復雜性,根據以往的經驗給出費用。
C.包裝費用:根據零件的大小及表面要求給出費用(紙包裝一般在0.02-0.15) D.管理費用:一般為零件單價的2-4%。
E.不良率損失費用一般在3%-5%F.廠商的得潤費用:為單價的10%左右。
G.稅收費用:有6%-17%等(零件的含稅)H.該產品的單價:H=A+B+C+D+E+F+G五金沖壓件單價計算(2006/4/12)A.計算出所需的材料費用:1.根據零件圖紙計算出所需材料的毛重,計算零件展開料的重量方法為:1).零件拉伸深度小於直徑或跨度的1/10時,可按展開料計算,例如:直徑為250mm,拉伸深度15mm,可忽略計算展開料直徑為:D=250+15+15=280mm2).零件拉伸深度大於直徑或跨度的1/10時,展開料計算方法為:例:直徑250mm,拉伸度為80mm,展開直徑為:D=√d²+4dh=√250²+4x250x80=377.5mm3)根據算出的直徑計算毛料的重量。
4)材料的費用:毛重X材料單價-廢料的費用(廢料重量X廢料的單價)B.根據零件的形狀判斷應用的制造工藝與工序步驟的制造費用1.沖壓件的工序步驟:落料、拉伸、翻邊、沖孔、收口、漲形、飛邊、整形、這幾步.2.每道工序的制造費用:厚度小於0.8mm的材料除拉伸外,一般63噸以下的沖壓設備就是足夠了,厚度大於0.8mm小於2mm除拉伸外,一般100噸以下的沖壓設備就夠了,當小於0.8厚度時拉伸需100噸沖壓設備,當厚度大於1mm小於2mm時的拉伸應用200噸的油壓機設備。