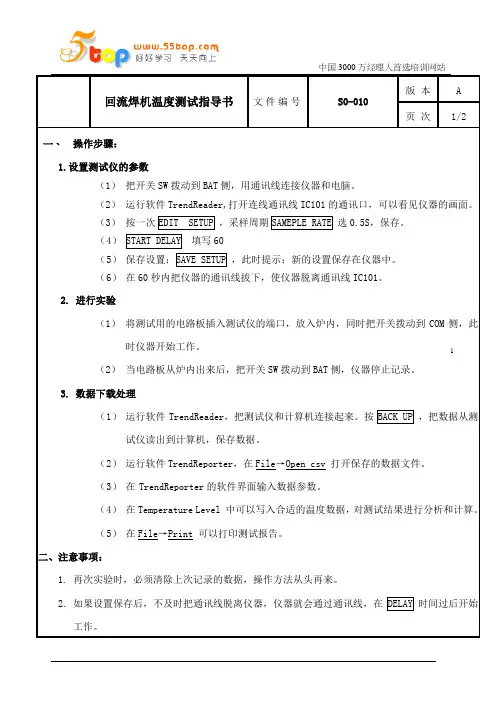
SMT回流焊温度曲线测试操作指导书—范文
- 格式:docx
- 大小:109.14 KB
- 文档页数:4
文件编号编制部门工程部拟制02023.07.20
产品型号版本号A1审核工位号SMT-04工序人数1工序名称关键工位是作业工时S节拍S批准
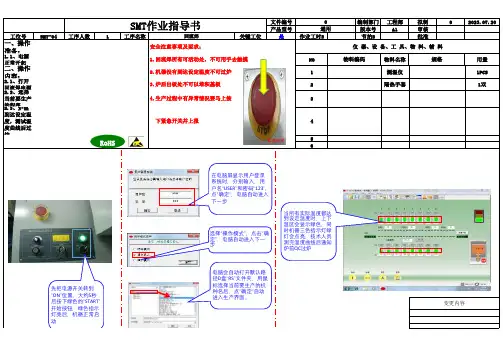
一、操作
准备:
1.1、电源正常开起NO物料名称用量
二、操作内容:1测温仪1PCS
2.1、打开回流焊电源2隔热手套1双
2.2、选择
当前要生产的程序3
2.3、炉温到达设定温
度,测试温度曲线后过炉
4
5
6
变更内容
3.炉后出板处不可以堆积基板
4.生产过程中有异常情况要马上按
下紧急开关并上报
1.回流焊所有可活动处,不可用手去触摸物料编码规格
2.机器没有到达设定温度不可过炉
安全注意事项及要求:仪 器、设 备、工 具、物 料、辅 料SMT作业指导书0
通用
回流焊
RoHS紧急开关
先把电源开关转到
“ON”位置,大约5秒
后按下绿色的“START”
开始按钮,绿色指示
灯亮后,机器正常启
动
在电脑屏显示用户登录
系统时,分别输入,用
户名“USER”和密码“123”,
点“确定”,电脑自动进入
下一步
选择“操作模式”,点击“确
定”,电脑自动进入下一
步
电脑会自动打开默认路
径D盘“RS”文件夹,用鼠
标选择当前要生产的机
种名后,点“确定”自动
进入生产界面。
当所有实际温度都达
到设定温度时,上下
温区会显示绿色,同
时机器三色指示灯绿
灯会点亮,技术人员
测完温度曲线后通知
炉前QC过炉。
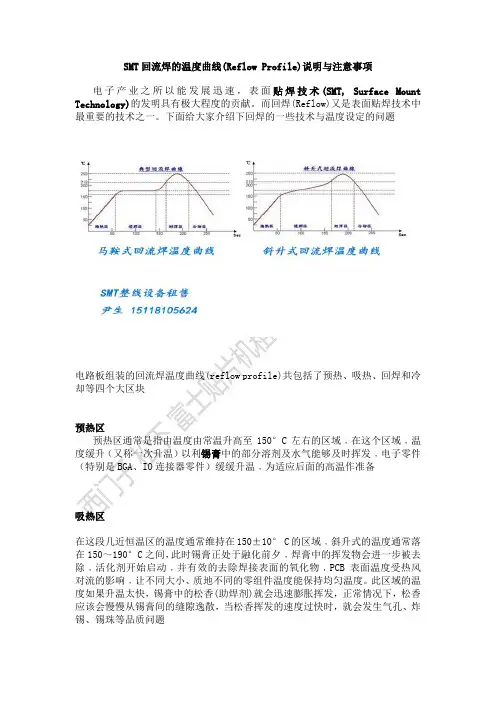
SMT回流焊的温度曲线(Reflow Profile)说明与注意事项电子产业之所以能发展迅速,表面贴焊技术(SMT, Surface Mount Technology)的发明具有极大程度的贡献。
而回焊(Reflow)又是表面贴焊技术中最重要的技术之一。
下面给大家介绍下回焊的一些技术与温度设定的问题电路板组装的回流焊温度曲线(reflow profile)共包括了预热、吸热、回焊和冷却等四个大区块预热区预热区通常是指由温度由常温升高至150°C左右的区域﹐在这个区域﹐温度缓升(又称一次升温)以利锡膏中的部分溶剂及水气能够及时挥发﹐电子零件(特别是BGA、IO连接器零件)缓缓升温﹐为适应后面的高温作准备吸热区在这段几近恒温区的温度通常维持在150±10° C的区域﹐斜升式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕﹐焊膏中的挥发物会进一步被去除﹐活化剂开始启动﹐并有效的去除焊接表面的氧化物﹐PCB表面温度受热风对流的影响﹐让不同大小、质地不同的零组件温度能保持均匀温度。
此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等品质问题回焊区回焊区是整段回焊温度最高的区域﹐通常也叫做「液态保持时间,必须注意,温度不可超过PCB板上任何温度敏感元件的最高温度和加热速率承受能力。
回焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。
一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。
如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点冷却区在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。
控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
冷却区应迅速降温使焊料凝固,迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及散去。
電子產業之所以能夠蓬勃發展,表面貼焊技術(SMT, Surface MountTechnology)的發明及精進佔有極大程度的貢獻。
而回焊(Reflow)又是表面貼焊技術中最重要的技術之一。
這裡我們就試著來解釋一下回焊的一些技術與溫度設定的問題。
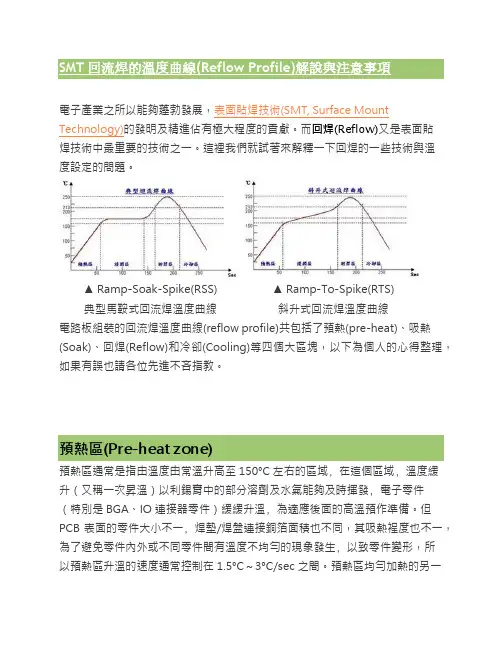
▲ Ramp-Soak-Spike(RSS)典型馬鞍式回流焊溫度曲線 ▲ Ramp-To-Spike(RTS) 斜升式回流焊溫度曲線電路板組裝的回流焊溫度曲線(reflow profile)共包括了預熱(pre-heat)、吸熱(Soak)、回焊(Reflow)和冷卻(Cooling)等四個大區塊,以下為個人的心得整理,如果有誤也請各位先進不吝指教。
預熱區(Pre-heat zone)預熱區通常是指由溫度由常溫升高至150°C 左右的區域﹐在這個區域﹐溫度緩升(又稱一次昇溫)以利錫膏中的部分溶劑及水氣能夠及時揮發﹐電子零件(特別是BGA 、IO 連接器零件)緩緩升溫﹐為適應後面的高溫預作準備。
但PCB 表面的零件大小不一﹐焊墊/焊盤連接銅箔面積也不同,其吸熱裎度也不一,為了避免零件內外或不同零件間有溫度不均勻的現象發生﹐以致零件變形,所以預熱區升溫的速度通常控制在1.5°C ~3°C/sec 之間。
預熱區均勻加熱的另一目的,是要使錫膏中的溶劑可以適度緩慢的揮發並活化助焊劑,因為大部分助焊劑的活化溫度大約落在150°C上下。
快速升溫有助快速達到助焊劑軟化的溫度,因此助焊劑可以快速地擴散並覆蓋到最大區域的焊點,它可以讓一些活化劑融入實際合金的液體中。
可是,升溫如果太快﹐由於熱應力的作用﹐可能會導致陶瓷電容的細微裂紋(micro crack)、PCB受熱不均而產生變形(Warpage)、空洞或IC晶片損壞﹐同時錫膏中的溶劑揮發太快﹐也會導致錫膏塌陷產生的危險。
較慢的溫度爬升則允許更多的溶劑揮發或氣體逃逸,它也使助焊劑可以更靠近焊點,減少擴散及崩塌的可能。

引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。

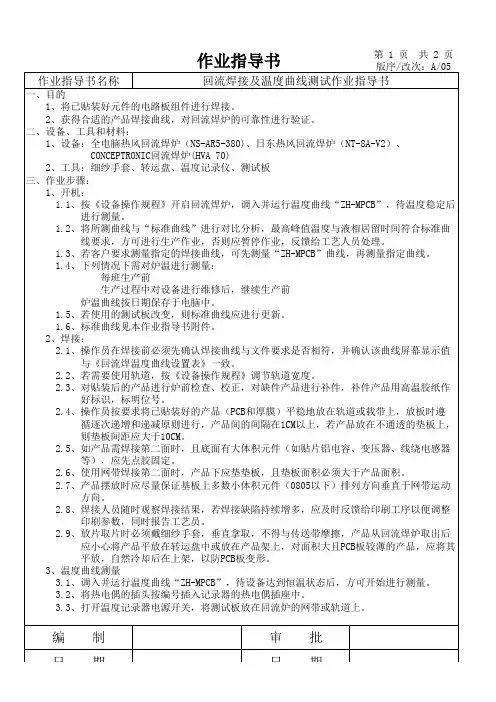
文件编号作业站名称版本页次A01二三四改版发行日期改版原因审核品质确认研发工程批准作 业 指 导 书2、遇到紧急情况时,首先按下“紧急按钮”切断机器的电源,待故障排除后方可重新开机。
3、如遇特殊情况须开盖拿出PCB板时,必须戴上高温手套。
4、每天要对设备进行点检,做好保养点检表记录。
初版发行日期制作6、完成上述的操作,当温度达到后要跟进PCB板的焊接效果,PCB板表面不能有发黄,锡珠、绿油\白油掉色,锡点要饱满、光泽,不能有哑黑、不熔锡等现象。
7、元件不能有立碑、歪斜、偏位、半焊、假焊、少锡、焊盘不上锡等不良。
8、发现回流不良现象是应及时通知管理人员进行处理。
9、每月的月初由供应提供炉温测试仪来我司协助对回流焊炉进行炉温测量。
.注意事项:1、操作员上岗前应接受岗前培训并佩戴上岗证,熟悉机器正确操作方法及技巧。
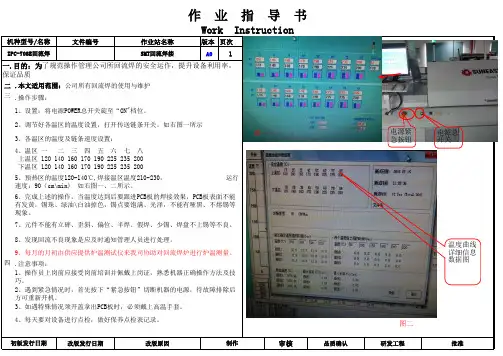
1、设置:将电源POWER总开关旋至“ON"档位。
2、调节好各温区的温度设置,打开传送链条开关。
如右图一所示3、各温区的温度及链条速度设置:4、温区 一 二 三 四 五 六 七 八上温区 120 140 160 170 190 225 235 200下温区 120 140 160 170 190 225 235 2005、预热区的温度120-140℃,焊接温区温度210-230, 运行速度:90(cm\min) 如右图一、二所示。
机种型号/名称IPC-708E回流焊SMT回流焊接一.目的:为了规范操作管理公司所回流焊的安全运作,提升设备利用率,保证品质.本文适用范围:公司所有回流焊的使用与维护.操作步骤:电源紧图二图一电源总温度曲线详细信息数据图2015.7.11//。
1.目旳..PURPOSE1.1 保证机器及设备保持良好状态。
2.合用范围..SCOPE2.1 此程序合用于所有回流焊炉。
This document covers activity of all Reflow oven.3.定义..DEFINITION3.1 PCB Printed Circuit Board 印刷线路板3.2 MI Manufacturing Instruction 生产作业指导书4.参照文献..REFERENC.DOCUMENT4.1 生产作业指导书Manufacturing Instruction4.2 Profiler 温度测试仪作业指导书 (QS-JMME-114)Profiler Temperature Checker Work Instruction (QS-JMME-114)5.职责..RESPONSIBILITY5.1 工程师及技术员。
Engineer and Technician.5.1.1 当有新产品将要生产前, 必须设定回流焊炉炉温, 速度及进行测温。
When a new product before production, the Reflow oven mustbe setup temperature, speed setting and temperaturetesting.5.1.2 保证每次转变回流焊炉炉温及等待至炉温稳定后, 于1小时内执行测温。
Ensure checked temperature profile within 1 hour aftertemperature stable per change reflow temperature.6.设备及物料..EQUIPMEN.AN.MATERIAL6.1 回流焊测试仪 Profile Checker6.2 高温锡线 High Activity Type Solder Wire6.3 印刷线路板 PCB6.4 铬铁 Iron Tip7.程序..PROCEDURE7.1 回流焊温辨别预热、浸润、回焊和冷却四个部份, 详细如图1。
A预热段:该区域的目的是把室温的PCB尽快加热,以达到第二个特定目标,但升温速率要控制在适当范围以内,如果过快,会产生热冲击,电路板和元件都可能受损,过慢,则溶剂挥发不充分,影响焊接质量。
由于加热速度较快,在温区的后段SMA内的温差较大。
为防止热冲击对元件的损伤,一般规定最大速度为4℃/S。
然而,通常上升速率设定为1~3℃/S。
典型的升温速率为2℃/S。
B保温段:是指温度从180℃一200℃升至焊膏熔点的区域。
时间控制在60-120秒。
保温段的主要目的是使SMA内各元件的温度趋于稳定,尽量减少温差。
在这个区域里给予足够的时间使较大元件的温度赶上较小元件,并保证焊膏中的助焊剂得到充分挥发。
到保温段结束,焊盘,焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。
应注意的是SMA上所有元件在这一段结束时应具有相同的温度,否则进入到回流段将会因为各部分温度不均产生各种不良焊接现象。
C回流焊:在这一区域里加热器的温度设置得最高,使组件的温度快速上升至峰值温度。
在回流段其焊接峰值温度视所用焊膏的不同而不同,一般推荐为焊膏的溶点温度加20-40℃。
对于熔点为217℃的锡96.5/银3.0/铜0.5焊膏,峰值温度一般为230-250℃,再流时间不要过长,应控制在40-80秒。
理想的温度曲线是超过焊锡熔点的“尖端区”覆盖的面积最小。
D冷却段:这段中焊膏中的铅锡粉末已经熔化并充分润湿被连接表面,应该用尽可能快的速度来进行冷却,这样将有助于得到明亮的焊点并有好的外形和低的接触角度。
缓慢冷却会导致电路板的更多分解而进入锡中,从而产生灰暗毛糙的焊点。
在极湍的情形下,它能引起沾锡不良和减弱焊点结合力。
冷却段降温速率一般为3~10℃/S,冷却至75℃即可。
5.2、在使用测温仪时,应注意以下几点:A、测定时,必须使用已完全装配过的板。
首先对印制板元器件进行热特性分析,由于印制板受热性能不同,元器件体积大小及材料差异等原因,各点实际受热升温不相同,找出最热点,最冷嘲热讽点,分别设置热电偶便可测量出最高温度与最低温度。
SMT回流焊温度曲线测试操作指导书—范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
一、目的:规定本公司SMT所有热风回流焊炉温曲线的设定标准和测量方法。
二、范围: 适应于本公司VITRONICS回流炉。
三、职责: SMT工程人员负责回焊炉炉温曲线的设定和规范四、所需工具:PROFILE 测试仪、热偶线、测量PROFILE 专用PCBA 实板、手套;专用锡膏资料等 1.炉温曲线的各段要求可参考锡膏资料2 .所有的炉温曲线必须以真实的PCB 板测量,同时产品标准炉温曲线的设定要以产品试产时反馈为准。
3.通用标准:无铅锡膏回流焊接时的炉温曲线要求: 3.1 保持PREHEAT 140-190°C 即预热区的时间为90-130秒 3.2 保持回流区220°C 以上的时间为30-50秒 3.3 保持PEAK TEMPERATURE 在235-250°C 之间3.4 特殊要求: 生产过程中根据产品的品质质量反馈或做适当调整,如客户有指定标准则遵照执行。
日 期:2013-8-6批 准:页 码: 第 1 页生效日期:2013-8-6五、炉温曲线的设定标准:深圳市渴望通信有限公司作业指导书无铅炉温曲线设定规范产品型号: 回流炉文件编号:WI-GC-016工 序: 回流焊接拟 制:版 本: A/0审 核:六、注意事项:1. 每天开机后或者转线都要对炉温进行测试并打印炉温曲线图;2. 每天24小时内必须进行一次炉温测试;3. 炉温曲线的更改必须由SMT 工程人员操作。
220℃217℃无铅炉温曲线设定规范深圳市渴望通信有限公司作业指导书200250℃190℃140℃160140120806040180210240270300260240220200180页 码: 第 2 页生效日期:2013-8-6最高温度235-250℃30-60秒90-130秒306090120150工 序: 回流焊接拟 制:版 本: A/0审 核:日 期:2013-8-6批 准:产品型号: 回流炉文件编号:准:616制:核:6制: 核:准:。
质量管理系统程序
QUALITY SYSTEM PROCEDURE
主题:SMT回流焊作业指导书文件编号:
文件版本:
页数:第1页共3页发布日期:
深圳市徐港电子有限公司
页脚内容1
页脚内容2
制核准日期
质量管理系统程序
QUALITY SYSTEM PROCEDURE
主题:SMT回流焊作业指导书文件编号:
文件版本:
页数:第2页共3页发布日期:
深圳市徐港电子有限公司
页脚内容3
页脚内容4
页脚内容5
制核准日期
质量管理系统程序
QUALITY SYSTEM PROCEDURE
主题:SMT回流焊作业指导书文件编号:
文件版本:
页数:第3页共3页发布日期:
深圳市徐港电子有限公司
页脚内容6
页脚内容7
页脚内容8。
一:打开UPS电源、接通主电源开关、机器自动进入工作画面。
二:在电脑操作画面中,用鼠标点击“注册”菜单,然后在“运行参数”取出所需的文件。
三:用鼠标点击“主控面板”菜单,之后依次按通开机键、加热键、OK键。
四:当温度显示达到设置值(±4℃),回流焊为工作状态,此时信号灯的绿灯亮。
五:工作结束时,点击“面板”菜单,按关机键,再按OK键。
之后关闭WINDOWS画面,待机器冷却30分钟后关闭电源开关。
注意:
当发生警急事件时,请按机器上面的警急停止。
并及时通知工程人员解决。
主要事项
.此设备仅作焊接SMT部PCB用,不得将其它
物品放入炉内。
2)机器运行时,禁止接触转动部件。
已免受伤
3)工程师每天检查一次其实际温度显示值,并将结果记录在《炉温检查表》上,同时每天测一次炉温曲线图,如有异常应即时处理。
4)参考回流焊日常保养内容定期检查UPS、运风
马达、马达皮带、运输链带、运输轨道等部件
的运作情况。
并将结果记录在《设施日常保养
记录》表上。
5)温度设定值
一二三四五六七八温区
130150160160175195220250温
度
红胶温度设定值
一二三四五六七八温区
120140140150150150140120温
度
双面制程温度设定值
一二三四五六七八温区
130150160160175195220250上
温
130140140150150150170170下
温
以上温度仅提供参考!!!
6)机器一定要泠却30分钟,否则有可能会烧坏加热马达.。
SMT回流焊温度曲线测试操作指导书一范文
一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试
三、职责:无
四、作业内容:
4.1设定温度参数制程界限:
4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定
一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参
数及定义
回流焊标准温度曲线
4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,
一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥
发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊
接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时
间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区
降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作
4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有
代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选
取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,
还应选择介于两者之间的一个测温区。
如图:
回流焊标准测温点
4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表
型元件为首选原则选取元件。
4.2.5位置分布:采用全板对角线型方式或4角1中心点方式,能涵盖整块板位置分布.
4.2.6测温线应用耐高温黄胶带或红胶固定在测温板上。
4.3测试炉温曲线
4.3.1根据工程师制定的温度制程界限,炉温测试技术员基于不同的回流炉结构先行预设定各区炉温,以达到温度制程要求.
4.3.2将测温板上的热电偶依次插入测试仪的插孔内.戴上保护套,同时注意空气线必须插入
第一插孔内。
433炉温设定后,待回流炉绿灯正常亮起后,方可以用测温板进行测试。
434将测温板及测试仪小心的放入回流焊的传送带或链条上,并打开测试仪的电源及记录
数据开关,进板方式应与所生产的板子相同。
4.3.5测试完成后,在出板端取出测试仪。
4.3.6在电脑端读出温度曲线,检查曲线是否在合理的制程范围内,否则技术员需要继续调试
各区温度,直到测量出符合制程界限的温度曲线。
4.4数据收集
4.4.1打开电脑回流焊测温程序。
并检查锡膏制程是否0K.
打开电脑回流焊测温程序
4.4.2输入相关信息包括炉温、温区、链速、测试通道等。
输入回流焊测试参数值
4.4.3根据提示连接测温仪,开始读取数据。
连接测温仪导出数据
444根据温度曲线要求分析数据,并将符合规定的温度曲线打印出来,以便存档
445填写《温度曲线确认表》,并有ME、IPQC共同确认0K后张贴在回流炉上。
4.5炉后检查
检查在此温度设置下的基板过炉后焊接情况,根据此焊接良率来确认此设定范围及炉温参数
设定的合理性。
4.6测试频率
回流焊的温度曲线由技术员每天测试一次,若换线应重新做,并将正确的温度曲线图打印,
填写相应的《温度曲线确认表》。
4.7注意事项:
4.7.1如客户有要求需测量IC/QFP温度时,要将热电偶线引接在IC的引脚上。
4.7.2如客户有要求需测量BGA温度时,需在测试板正面的BGA焊盘处位置上的钻一个孔直至反面,把热电偶线从测试板反面插入焊接到BGA的焊点上,同时将整个BGA焊接在
测试板上。
4.7.3如需测量手焊元件温度时,要将热电偶线从正面穿过焊孔,伸出测试板的长度为
1.5-2mm以便接触到锡波。
4.8健康安全:在测试的过程中注意安全,防止高温烫伤。