锻压成形及锻件毛坯概述
- 格式:pptx
- 大小:4.46 MB
- 文档页数:27



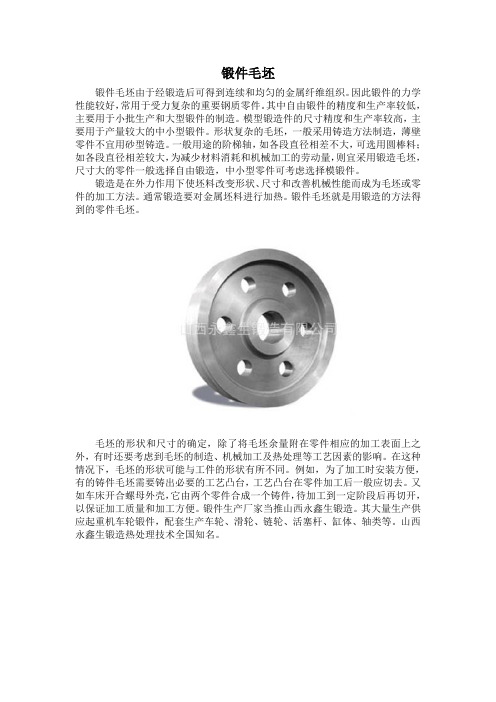
锻件毛坯
锻件毛坯由于经锻造后可得到连续和均匀的金属纤维组织。
因此锻件的力学性能较好,常用于受力复杂的重要钢质零件。
其中自由锻件的精度和生产率较低,主要用于小批生产和大型锻件的制造。
模型锻造件的尺寸精度和生产率较高,主要用于产量较大的中小型锻件。
形状复杂的毛坯,一般采用铸造方法制造,薄壁零件不宜用砂型铸造。
一般用途的阶梯轴,如各段直径相差不大,可选用圆棒料;如各段直径相差较大,为减少材料消耗和机械加工的劳动量,则宜采用锻造毛坯,尺寸大的零件一般选择自由锻造,中小型零件可考虑选择模锻件。
锻造是在外力作用下使坯料改变形状、尺寸和改善机械性能而成为毛坯或零件的加工方法。
通常锻造要对金属坯料进行加热。
锻件毛坯就是用锻造的方法得到的零件毛坯。
毛坯的形状和尺寸的确定,除了将毛坯余量附在零件相应的加工表面上之外,有时还要考虑到毛坯的制造、机械加工及热处理等工艺因素的影响。
在这种情况下,毛坯的形状可能与工件的形状有所不同。
例如,为了加工时安装方便,有的铸件毛坯需要铸出必要的工艺凸台,工艺凸台在零件加工后一般应切去。
又如车床开合螺母外壳,它由两个零件合成一个铸件,待加工到一定阶段后再切开,以保证加工质量和加工方便。
锻件生产厂家当推山西永鑫生锻造。
其大量生产供应起重机车轮锻件,配套生产车轮、滑轮、链轮、活塞杆、缸体、轴类等。
山西永鑫生锻造热处理技术全国知名。
第八章锻压成形锻压是对坯料施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件或毛坯的成形加工方法,它是锻造与冲压的总称。
锻压能改善金属组织,提高力学性能,重要零件应采用锻件毛坯。
锻压不足之处是不能加工脆性材料(如铸铁)和形状毛坯。
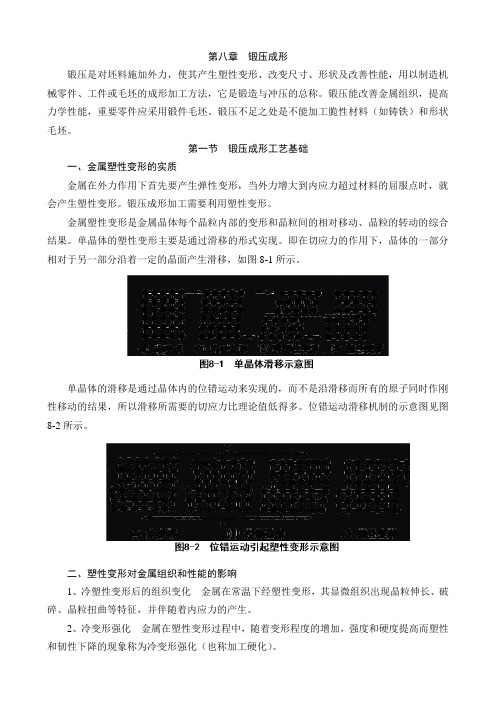
第一节锻压成形工艺基础一、金属塑性变形的实质金属在外力作用下首先要产生弹性变形,当外力增大到内应力超过材料的屈服点时,就会产生塑性变形。
锻压成形加工需要利用塑性变形。
金属塑性变形是金属晶体每个晶粒内部的变形和晶粒间的相对移动、晶粒的转动的综合结果。
单晶体的塑性变形主要是通过滑移的形式实现。
即在切应力的作用下,晶体的一部分相对于另一部分沿着一定的晶面产生滑移,如图8-1所示。
单晶体的滑移是通过晶体内的位错运动来实现的,而不是沿滑移而所有的原子同时作刚性移动的结果,所以滑移所需要的切应力比理论值低得多。
位错运动滑移机制的示意图见图8-2所示。
二、塑性变形对金属组织和性能的影响1、冷塑性变形后的组织变化金属在常温下经塑性变形,其显微组织出现晶粒伸长、破碎、晶粒扭曲等特征,并伴随着内应力的产生。
2、冷变形强化金属在塑性变形过程中,随着变形程度的增加,强度和硬度提高而塑性和韧性下降的现象称为冷变形强化(也称加工硬化)。
冷变形强化在生产中具有重要的意义,它是提高金属材料强度、硬度和耐磨性的重要手段之一。
但冷变形硬化后由于塑性和韧性进一步降低,给进一步变形带来困难,甚至导致开裂和断裂,冷变形的材料各向异性,还会引起材料的不均匀变形。
3、回复与再结晶冷变形强化是一种不稳定状态,具有恢复到稳定状态的趋势。
当金属温度提高到一定程度,原子热运动加剧,使不规则原子排列变为规则排列,消除晶格扭曲,内应力大为下降,但晶粒的形状、大小和金属的强度、塑性变形不大,这种现象称为回复。
当温度继续升高,金属原子活动具有足够热运动力时,则开始以碎晶或杂质为核心结晶出新的晶粒,从而消除了冷变形强化现象,这个过程称为再结晶。