基于ABAQUS板材冲压仿真及回弹分析共24页
- 格式:ppt
- 大小:2.63 MB
- 文档页数:57
钣金成型例题讲解一、背景当前,制造行业加工工艺的趋势正朝着高新技术的方向发展。
由于新产品、新技术的开发成本太高、开发时间过长,加上开发成果没有保障,越来越多的公司在研发、制造过程中开始注重仿真技术的应用。
采用ABAQUS对加工工艺进行模拟有着诸多优点:1.数值模拟减少了耗时的原型实验,缩短了产品投放市场的时间;2.合理的参数设计可以降低对工件的损耗;3.合理的坯料设计,减少了飞边,也减少原材料的浪费;4.对模具的设计、加工提供合理建议;5.优化加工过程,提高产品成型质量;采用ABAQUS进行仿真模拟的目的:1.节约开发成本2.加快研发速度3.提高产品质量二、问题的描述本实例模拟油箱的冲压成型过程。
图1为实际的油箱形状,是由两个如图2所示的结构组成,考虑冲压成型过程中,它的结构的对称性,我们通过建立图3所示的结构,对其进行模拟分析,达到分析整个油箱成型分析的目的。
首先,我们将通过ABAQUS/CAE完成图4所示的装配图,其中平面铝板将被冲压成型为图3的结构。
三、建立模型3.1创建成型模具-阳模1、首先运行ABAQUS/CAE ,在出现的对话框内选择Create Model Database 。
2、在主菜单model 中命名新建模型为Forming example ,并保存文件为examle_forming.cae 。
3、从Module 列表中选择Part ,进入Part 模块。
4、选择Part→Create 来创建一个新的零件。
在提示区域会出现这样一图1图 2成型模具-阳模金属板压边条成型模具-阴模图4图3图5个信息。
5、CAE 弹出一个如图5的对话框。
将这个零件命名为punch ,确认Modeling Space 、Type 和BaseFeature 的选项如下图。
输入300作为Approximate size 的值。
点击Continue 。
ABAQUS/CAE 初始化草图,并显示格子。
6、在左侧工具条上点击 ,在提示栏中依次输入下表的坐标点,采用图标 连接1和2点、6和7点,采用连接图中2、3、4点和4、5、6点。
基于ABAQUS软件的热冲压成形接触问题分析1. 引言1.1 背景介绍热冲压成形是一种重要的金属压制加工方法,广泛应用于汽车制造、航空航天等领域。
热冲压成形可以在金属板材加工过程中实现快速成形和高精度,同时也能改善材料的塑性变形性能。
热冲压成形接触问题是该工艺中的关键问题之一,直接影响产品质量和加工效率。
通过对热冲压成形接触问题的深入研究,可以优化工艺参数,提高成形质量和效率,降低生产成本。
目前,随着计算机仿真技术的发展,研究人员可以利用ABAQUS 等有限元软件对热冲压成形接触问题进行数值模拟分析。
通过建立合适的模型和边界条件,可以模拟实际加工过程中的力学行为和热传导过程,得到准确的结果。
基于ABAQUS软件的热冲压成形接触问题分析已经成为研究的重要方向,有助于揭示工艺中的关键问题,指导实际生产中的操作。
1.2 研究目的热冲压成形是一种先进的金属成形工艺,在汽车、航空航天和其他工业领域具有广泛应用。
研究旨在探讨基于ABAQUS软件的热冲压成形接触问题分析方法,以提高热冲压成形工艺的效率和成形质量。
具体目的包括:1. 分析热冲压成形中的接触问题,探讨接触压力分布、接触变形和接触面积等关键参数对成形质量的影响。
2. 建立热冲压成形接触问题的数值模拟方法,深入研究不同参数下的接触行为,为优化工艺提供理论依据。
3. 开展热冲压成形接触问题的实例分析,验证数值模拟方法的准确性和可靠性,为工程实践提供指导。
通过对热冲压成形接触问题的深入研究,旨在为提高热冲压成形工艺的稳定性、成形精度和生产效率提供理论支持,推动热冲压成形技术的进步和发展。
1.3 研究意义热冲压成形是一种在汽车工业、航空航天等领域广泛应用的先进制造工艺,其通过将金属材料在高温下进行塑性变形,以获得复杂形状和高强度的零部件。
研究热冲压成形接触问题对于优化成形工艺、提高产品质量和降低生产成本具有重要意义。
研究热冲压成形接触问题可以帮助了解成形工艺中材料之间的接触行为,验证成形过程中的接触压力分布和接触面积变化等参数。
板件冲压成型分析、背景描述当前,制造行业加工工艺的趋势正朝着高新技术的方向发展。
由于新产品、新技术的开发成本太高、开发时间过长,加上开发成果没有保障,越来越多的公司在研发、制造过程中开始注重仿真技术的应用。
采用ABAQUS 对加工工艺进行模拟有着诸多优点:1.数值模拟减少了耗时的原型实验,缩短了产品投放市场的时间;2.合理的参数设计可以降低对工件的损耗;3.合理的坯料设计,减少了飞边,也减少原材料的浪费;4.对模具的设计、加工提供合理建议;5.优化加工过程,提高产品成型质量;采用ABAQUS 进行仿真模拟的目的:1.节约开发成本2.加快研发速度3.提高产品质量二、问题描述1、本实例是关于板件的冲压成型仿真模拟,图 1 为拉延模具三维实体,图2为模具上模的刚性实体,图 3 为模具下模的刚性实体,图 4 为模具压边圈的刚性实体,图5 为毛坯的初始形状,其中定义上模、压边圈、下模为离散刚性的,即在模拟过程中假设这几个部件不发生变形,只有毛坯件发生变形,完成冲压,在分析过程中定义毛坯为可变性的。
图1拉延模三维模型图2模具上模刚性实体图3模具下模刚性实体图4压边圈刚性实体图5毛坯初始形状2、将上述模具四部分进行装配,其中上模在最上端,下模在最下端,压边圈在下模上,毛坯在压边圈下方下模上放着,在模具冲压的过程中,下模固定不动, 由上模向下运动来实现板料的冲压成型,压边圈在上模下压之前已将将板料压紧,防止板料在拉伸的过程毛坯串动,和提高拉伸后型面质量。
拉着板料的边缘, 使拉伸时板料不易起皱。
下图6模具为在abaqus中的装配体。
图6模具装配体3、定义毛坯的材料属性,进入属性模块,定义新材料名称为steel,该材料的密度为7.85E-9,杨氏模量为210000,泊松比为0.31,定义塑性属性为图7所示, True stress (MPa) Log plastic stra in910.01310.15910-21710.64910-22110.17710-12510.39510-12910.77610-13310.1393910.295图7材料的属性定义4、创建截面类型别壳,类型为均质的截面,同时将截面特性赋予给毛坯。
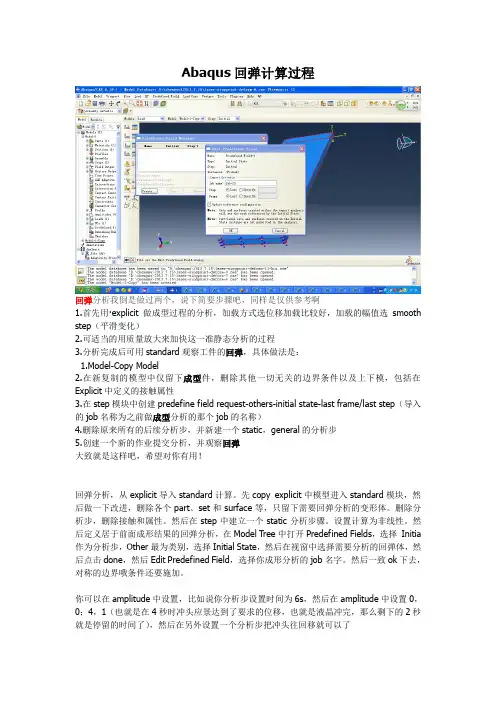
Abaqus回弹计算过程回弹分析我倒是做过两个,说下简要步骤吧,同样是仅供参考啊1.首先用·explicit做成型过程的分析,加载方式选位移加载比较好,加载的幅值选smooth step(平滑变化)2.可适当的用质量放大来加快这一准静态分析的过程3.分析完成后可用standard观察工件的回弹,具体做法是:1.Model-Copy Model2.在新复制的模型中仅留下成型件,删除其他一切无关的边界条件以及上下模,包括在Explicit中定义的接触属性3.在step模块中创建predefine field request-others-initial state-last frame/last step(导入的job名称为之前做成型分析的那个job的名称)4.删除原来所有的后续分析步,并新建一个static,general的分析步5.创建一个新的作业提交分析,并观察回弹大致就是这样吧,希望对你有用!回弹分析,从explicit导入standard计算。
先copy explicit中模型进入standard模块,然后做一下改进,删除各个part、set和surface等,只留下需要回弹分析的变形体。
删除分析步,删除接触和属性。
然后在step中建立一个static分析步骤。
设置计算为非线性。
然后定义居于前面成形结果的回弹分析,在Model Tree中打开Predefined Fields,选择Initia 作为分析步,Other最为类别,选择Initial State,然后在视窗中选择需要分析的回弹体,然后点击done,然后Edit Predefined Field,选择你成形分析的job名字。
然后一致ok下去,对称的边界哦条件还要施加。
你可以在amplitude中设置,比如说你分析步设置时间为6s,然后在amplitude中设置0,0;4,1(也就是在4秒时冲头应景达到了要求的位移,也就是液晶冲完,那么剩下的2秒就是停留的时间了),然后在另外设置一个分析步把冲头往回移就可以了小弟这些天正好在做冲压回弹,刚做成功,从simwe论坛上学了很多东西。
Abaqus回弹计算过程回弹分析我倒是做过两个,说下简要步骤吧,同样是仅供参考啊1.首先用·explicit做成型过程的分析,加载方式选位移加载比较好,加载的幅值选smooth step(平滑变化)2.可适当的用质量放大来加快这一准静态分析的过程3.分析完成后可用standard观察工件的回弹,具体做法是:1.Model-Copy Model2.在新复制的模型中仅留下成型件,删除其他一切无关的边界条件以及上下模,包括在Explicit中定义的接触属性3.在step模块中创建predefine field request-others-initial state-last frame/last step(导入的job名称为之前做成型分析的那个job的名称)4.删除原来所有的后续分析步,并新建一个static,general的分析步5.创建一个新的作业提交分析,并观察回弹大致就是这样吧,希望对你有用!回弹分析,从explicit导入standard计算。
先copy explicit中模型进入standard模块,然后做一下改进,删除各个part、set和surface等,只留下需要回弹分析的变形体。
删除分析步,删除接触和属性。
然后在step中建立一个static分析步骤。
设置计算为非线性。
然后定义居于前面成形结果的回弹分析,在Model Tree中打开Predefined Fields,选择Initia作为分析步,Other最为类别,选择Initial State,然后在视窗中选择需要分析的回弹体,然后点击done,然后Edit Predefined Field,选择你成形分析的job名字。
然后一致ok下去,对称的边界哦条件还要施加。
你可以在amplitude中设置,比如说你分析步设置时间为6s,然后在amplitude中设置0,0;4,1(也就是在4秒时冲头应景达到了要求的位移,也就是液晶冲完,那么剩下的2秒就是停留的时间了),然后在另外设置一个分析步把冲头往回移就可以了小弟这些天正好在做冲压回弹,刚做成功,从simwe论坛上学了很多东西。
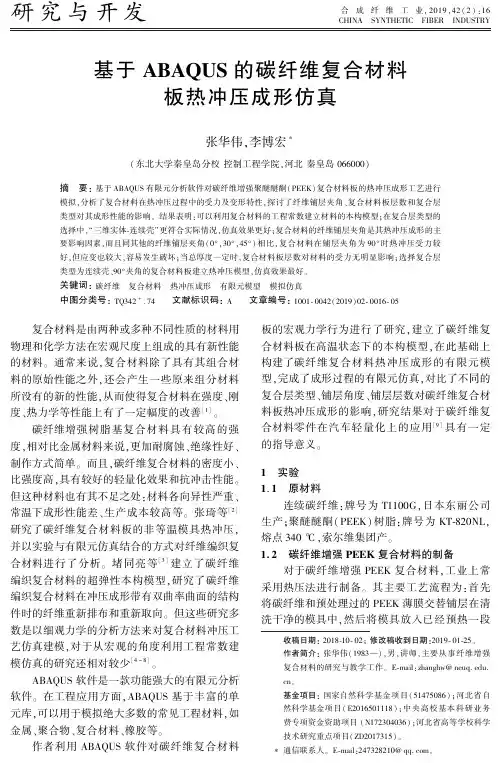
研究与开发合成纤维工业ꎬ2019ꎬ42(2):16CHINA㊀SYNTHETIC㊀FIBER㊀INDUSTRY㊀㊀收稿日期:2018 ̄10 ̄02ꎻ修改稿收到日期:2019 ̄01 ̄25ꎮ作者简介:张华伟(1983 )ꎬ男ꎬ讲师ꎬ主要从事纤维增强复合材料的研究与教学工作ꎮE ̄mail:zhanghw@neuq.edu.cnꎮ基金项目:国家自然科学基金项目(51475086)ꎻ河北省自然科学基金项目(E2016501118)ꎻ中央高校基本科研业务费专项资金资助项目(N172304036)ꎻ河北省高等学校科学技术研究重点项目(ZD2017315)ꎮ㊀∗通信联系人ꎮE ̄mail:247328210@qq.comꎮ基于ABAQUS的碳纤维复合材料板热冲压成形仿真张华伟ꎬ李博宏∗(东北大学秦皇岛分校控制工程学院ꎬ河北秦皇岛066000)摘㊀要:基于ABAQUS有限元分析软件对碳纤维增强聚醚醚酮(PEEK)复合材料板的热冲压成形工艺进行模拟ꎬ分析了复合材料在热冲压过程中的受力及变形特性ꎬ探讨了纤维铺层夹角㊁复合材料板层数和复合层类型对其成形性能的影响ꎮ结果表明:可以利用复合材料的工程常数建立材料的本构模型ꎻ在复合层类型的选择中ꎬ 三维实体 ̄连续壳 更符合实际情况ꎬ仿真效果更好ꎻ复合材料的纤维铺层夹角是其热冲压成形的主要影响因素ꎬ而且同其他的纤维铺层夹角(0ʎꎬ30ʎꎬ45ʎ)相比ꎬ复合材料在铺层夹角为90ʎ时热冲压受力较好ꎬ但应变也较大ꎬ容易发生破坏ꎻ当总厚度一定时ꎬ复合材料板层数对材料的受力无明显影响ꎻ选择复合层类型为连续壳㊁90ʎ夹角的复合材料板建立热冲压模型ꎬ仿真效果最好ꎮ关键词:碳纤维㊀复合材料㊀热冲压成形㊀有限元模型㊀模拟仿真中图分类号:TQ342+.74㊀㊀文献标识码:A㊀㊀文章编号:1001 ̄0042(2019)02 ̄0016 ̄05㊀㊀复合材料是由两种或多种不同性质的材料用物理和化学方法在宏观尺度上组成的具有新性能的材料ꎮ通常来说ꎬ复合材料除了具有其组合材料的原始性能之外ꎬ还会产生一些原来组分材料所没有的新的性能ꎬ从而使得复合材料在强度㊁刚度㊁热力学等性能上有了一定幅度的改善[1]ꎮ碳纤维增强树脂基复合材料具有较高的强度ꎬ相对比金属材料来说ꎬ更加耐腐蚀㊁绝缘性好㊁制作方式简单ꎮ而且ꎬ碳纤维复合材料的密度小㊁比强度高ꎬ具有较好的轻量化效果和抗冲击性能ꎮ但这种材料也有其不足之处:材料各向异性严重㊁常温下成形性能差㊁生产成本较高等ꎮ张琦等[2]研究了碳纤维复合材料板的非等温模具热冲压ꎬ并以实验与有限元仿真结合的方式对纤维编织复合材料进行了分析ꎮ堵同亮等[3]建立了碳纤维编织复合材料的超弹性本构模型ꎬ研究了碳纤维编织复合材料在冲压成形带有双曲率曲面的结构件时的纤维重新排布和重新取向ꎮ但这些研究多数是以细观力学的分析方法来对复合材料冲压工艺仿真建模ꎬ对于从宏观的角度利用工程常数建模仿真的研究还相对较少[4-8]ꎮABAQUS软件是一款功能强大的有限元分析软件ꎮ在工程应用方面ꎬABAQUS基于丰富的单元库ꎬ可以用于模拟绝大多数的常见工程材料ꎬ如金属㊁聚合物㊁复合材料㊁橡胶等ꎮ作者利用ABAQUS软件对碳纤维复合材料板的宏观力学行为进行了研究ꎬ建立了碳纤维复合材料板在高温状态下的本构模型ꎬ在此基础上构建了碳纤维复合材料热冲压成形的有限元模型ꎬ完成了成形过程的有限元仿真ꎬ对比了不同的复合层类型㊁铺层角度㊁铺层层数对碳纤维复合材料板热冲压成形的影响ꎬ研究结果对于碳纤维复合材料零件在汽车轻量化上的应用[9]具有一定的指导意义ꎮ1㊀实验1.1㊀原材料连续碳纤维:牌号为T1100Gꎬ日本东丽公司生产ꎻ聚醚醚酮(PEEK)树脂:牌号为KT ̄820NLꎬ熔点340ħꎬ索尔维集团产ꎮ1.2㊀碳纤维增强PEEK复合材料的制备对于碳纤维增强PEEK复合材料ꎬ工业上常采用热压法进行制备ꎮ其主要工艺流程为:首先将碳纤维和预处理过的PEEK薄膜交替铺层在清洗干净的模具中ꎬ然后将模具放入已经预热一段时间的平板硫化机内ꎬ将温度提升到一特定温度ꎬ同时加压至设定的压力ꎬ保压一段时间ꎮ待到温度自然冷却至PEEK树脂的玻璃化转变温度以下ꎬ完成脱模ꎬ则可以得到碳纤维增强PEEK复合材料板[10-11]ꎮ设置参数:热压温度395ħꎬ热压压力2.5MPaꎮ1.3㊀复合材料板工程常数的拟定对于仿真建模来说ꎬ此处可以利用复合材料的工程常数来建立碳纤维复合材料板的本构模型ꎬ即从细观力学入手设置参数ꎬ最后结合宏观力学的方法来进行仿真模拟分析ꎮ复合材料工程弹性常数共有9个ꎬ即该材料的三个方向上的弹性模量(E1ꎬE2ꎬE3)㊁三个方向上的泊松比(v12ꎬv13ꎬv23)和三个方向上的剪切模量(G12ꎬG13ꎬG23)ꎮ其中E1为主方向上的弹性模量ꎬ即本材料中的连续纤维方向ꎮ通过相关文献可以查得常温下碳纤维复合材料的E1为150~450GPa[12]ꎮ横截面积为Aꎬ连续纤维与基体的横截面积分别为AfꎬAmꎬ于是有:σ1A=σfAf+σmAm(1)式中:σ1为主方向上的应力ꎻσf为连续纤维截面应力ꎻσm为基体的应力ꎮ考虑到应力与模量的关系ꎬ则有:E1=EfAfA+EmAmA(2)式中:Ef为连续纤维截面的弹性模量ꎻEm为基体的弹性模量ꎮ其他工程常数可选用PEEK材料的基本参数[13-15]ꎮ因此ꎬ拟定采用的复合材料工程常数如表1所示ꎮ表1㊀碳纤维增强复合板材工程常数Tab.1㊀Engineeringconstantofcarbonfiberreinforcedcompositeplate项目参数E1/MPa32800.0E2/MPa48.3E3/MPa48.3v120.4v130.4v230.4G12/MPa11.4G13/MPa11.4G23/MPa11.41.4㊀基于ABAQUS的冲压成形仿真建模方案在ABAQUS中进行几何建模ꎬ建立半球冲压仿真的模型ꎬ设定Z方向为冲压方向ꎮ将冲头㊁压边框以及下模视为刚体ꎮ进行网格划分时ꎬ对于碳纤维复合材料板ꎬ选择了常规壳和连续壳两种复合层类型ꎬ其网格单元选择Shell中的S4R(常规壳)和ContinuumShel1中的SC8R(连续壳)单元类型[16-19]ꎬ其余部件如冲头等采取仿真分析中常用的C3D10M单元类型ꎮ为了保证精度ꎬ板材采用细化网格ꎬ同时为了提高运算效率ꎬ对冲头㊁压边框和下模采用粗网格划分ꎬ如图1ꎮ图1㊀热冲压模型示意Fig.1㊀Sketchofstampingmodel㊀㊀设定碳纤维增强PEEK复合材料板处于200ħ适宜冲压的状态ꎬ选用实验试件为厚度0.3mmꎬ边长为500mm的正方形材料板ꎬ用于成形热冲压深度为100mm的半球形拉伸件ꎮ复合层纤维铺层夹角选取4种方式ꎬ即0ʎ㊁间隔30ʎ㊁间隔45ʎ( 米 字型铺层)与90ʎ( 十 字型铺层)排布ꎮ复合层的层数与每层厚度由被冲压材料板的总厚度确定ꎬ即总厚度不变ꎬ单层材料厚度与层数成反比ꎮ冲压板总厚度为0.3mmꎬ复合层层数设置为6ꎬ8ꎬ12ꎬ20ꎬ30层5个等级ꎮ2㊀结果与讨论2.1㊀复合层的类型选择对仿真结果的影响针对复合层类型ꎬ进行了两种建模方式ꎬ即常规壳 ̄三维壳单元建模和连续壳 ̄三维实体单元建模ꎬ其应力云图分别见图2㊁图3ꎮ图2㊀45ʎ复合层类型的应力云图对比Fig.2㊀Stressnephogramscomparisonofthetypeof45ʎcompositelayer71第2期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀张华伟等.基于ABAQUS的碳纤维复合材料板热冲压成形仿真图3㊀90ʎ复合层类型的应力云图对比Fig.3㊀Stressnephogramscomparisonofthetypeof90ʎcompositelayer㊀㊀从两种建模方式的应力云图对比分析可以看出来ꎬ使用常规壳 ̄三维壳单元来进行建模的时候ꎬ与连续壳 ̄三维实体单元的应力数据几乎没有区别ꎬ但显示效果并没有连续壳 ̄三维实体单元的显示效果好ꎮ由此可知ꎬ在进行复合层建模的时候ꎬ常规壳对于碳纤维增强复合材料的连续性的因素影响没有连续壳好ꎬ应力分析是按照常规材料的应力计算方式进行的ꎬ所以在某些位置会出现没有任何过度的应力突变的情况ꎮ当改成连续壳 ̄三维实体单元建模的时候ꎬ由于考虑到了碳纤维复合材料的特性ꎬ在ABAQUS中有不同的计算方式ꎬ使得对于材料板的应力计算过度更加平滑ꎬ因此也不会出现类似于常规壳的那种应力突变点ꎮ因此ꎬ后文中复合层板间铺层夹角与板间层数的讨论均在建模类型为 连续壳 ̄三维实体单元 的基础上进行ꎮ2.2㊀复合材料的铺层夹角对冲压受力的影响碳纤维复合材料的主要受力元素是碳纤维ꎬ基体在受力过程中起到传递载荷的作用ꎮ碳纤维复合材料板冲压工艺主要受材料拉应力性能指标的影响ꎬ即可以通过分析比较最大拉应力来判断碳纤维受力情况ꎮ同时为了进一步探究复合材料层间夹角排布对其热冲压性能的影响ꎬ还设置了一组不同复合材料板层间夹角的真实应变对比ꎮ实验中以12层复合材料板为例ꎬ其应力云图见图4ꎬ其应变云图见图5ꎮ结合图4ꎬ图5和表2ꎬ表3可分析出ꎬ当其他条件相同ꎬ当碳纤维复合材料板层间夹角不同的时候ꎬ其受到的冲压应力与应变是不同的ꎮ当层间夹角为90ʎ叠层时ꎬ其碳纤维排列结构简单ꎬ层间滑移大ꎬ剪切柔度高ꎬ所以纤维夹角的可转角度也很大ꎻ当层间夹角为30ʎ间隔与45ʎ间隔分布时ꎬ由于纤维排布较为复杂ꎬ多个方向角都有限制截面剪切的纤维阻力ꎬ所以剪切柔度小ꎬ导致冲压深度相同的情况下ꎬ其纤维转角较小ꎬ即产生较大的应力ꎮ同时可观察得到ꎬ在层间夹角为30ʎ或45ʎ排布的时候ꎬ由于碳纤维材料在板材的几何中心排布最为密集ꎬ理论上在几何中心的受力应该是最大的ꎬ其次才是下模与板材接触的区域ꎬ即云图显示其主要受力区域在板材与冲头接触的中心位置ꎻ而间隔90ʎ排布则不同ꎬ碳纤维在几何分布上是均匀的ꎬ不会出现某一区域的受力性能明显高于其他区域的情况ꎬ所以其主要受力区域为下模与板材的接触位置[20-22]ꎮ不难看出ꎬ无论对复合板中的纤维层夹角如何排布ꎬ都无法消除复合板冲压过程中的各向异性ꎮ图4㊀不同层间夹角的12层复合材料板应力云图示意Fig.4㊀Stressnephogramsof12 ̄layercompositesheetwithdifferentinterlayerangles图5㊀不同层间夹角的12层复合材料板应变云图示意Fig.5㊀Strainnephogramsof12 ̄layercompositesheetwithdifferentinterlayerangles81㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2019年第42卷表2㊀不同层间夹角及层数的复合材料板的冲压应力Tab.2㊀Stampingstressofcompositematerialplateswithdifferentinterlayerangles层间夹角/(ʎ)冲击应力/MPa6层8层12层20层30层0103.7106.1110.389.489.130872.4874.8920.2998.9923.645908.1949.0934.9982.9967.390170.3101.1108.5115.7114.6表3㊀不同层间夹角及层数的复合材料板的冲压应变Tab.3㊀Stampingstrainofcompositematerialplateswithdifferentinterlayeranglesandlayernumbers层间夹角/(ʎ)冲压应变6层8层12层20层30层00.09920.10020.10120.09990.0994300.06420.03590.03000.03190.0293450.04250.03040.02990.03010.0299900.10090.10020.10150.10250.1034㊀㊀对比0ʎꎬ30ʎꎬ45ʎꎬ90ʎ层间夹角的4种不同纤维排布方式的应变云图可以看出ꎬ 十 字型排布方式的应变与 米 字形排布方式的应变有着本质的区别ꎬ即其发生应变的区域完全不同ꎬ而其应变的大小也是差别很大ꎬ90ʎ铺层的复合材料应变较大ꎬ达到了10%的形变程度ꎻ而45ʎ与30ʎ铺层的复合材料应变较小ꎬ仅有3%的形变ꎮ这些现象都说明了复合材料板的不同板间夹角排布会给冲压工艺带来不同的受力情况ꎬ随着其层间夹角排布的不同ꎬ其纤维层之间剪切转动方式㊁复合材料板的宏观力学性能等均会产生较大的差异[22]ꎮ一般说来ꎬ90ʎ夹角的排布方式时其冲压受力与成形性能要好于另外两种ꎮ但这种排布方式伴随而来的是较大的应变幅度ꎬ这也意味着这种排布方式较另外两种来说更容易产生受力破坏[23]ꎮ这个结论符合碳纤维复合材料的力学成形原理ꎮ除了这四种为工程上常用的铺层方式以外ꎬ本文还进行了单层0ʎ夹角的复合材料板的热冲压仿真ꎮ最后的现象也合理地解释了复合材料板冲压成形的原理ꎬ即当碳纤维受力后ꎬ其纤维方向上几乎没有拉伸形变ꎬ而是产生位移ꎮ所以在宏观上ꎬ板材显示出来的就是纤维方向上的板材的 收束 形变ꎮ2.3㊀复合材料的板间层数对冲压工艺的影响本研究设置了5组铺层层数ꎬ设定总厚度一定ꎬ即铺层层数越多ꎬ每一铺层就越薄ꎮ此处拟定最大铺层数为30ꎬ当铺层数超过30的时候ꎬ每一层的厚度均降至0.01mm以下ꎬ已经不符合常规的生产要求ꎮ同时ꎬ由于本研究主要讨论的是碳纤维复合材料的纤维排布方向与复合材料板间层数对热冲压的影响ꎬ所以对各方向纤维占比受力的影响并未给予考虑ꎮ由12层复合材料板冲压应力云图(图4)及表2㊁表3分析可知ꎬ当总厚度一定时ꎬ板间层数相对于铺层方式来说ꎬ对冲压性能的影响不大ꎮ其中细微差别可以通过纵向对比来发现:冲压过程中的应力一般随着板间铺层的层数上升而上升ꎮ其主要原理是由于铺层层数变多ꎬ板料的稳定性也会越来越好ꎬ而且由于层数增多ꎬ使得其总层间摩擦力增大ꎬ这也会对冲压受力的情况带来一定的影响ꎮ所以在相同的冲压位移的情况下ꎬ其受力变得更高ꎮ因此也可以认为板间层数对碳纤维增强复合材料板的冲压性能影响较小ꎬ与板间连续纤维排布角度相比ꎬ板间层数的影响可以忽略不记ꎮ同时ꎬ因为复合材料板板件的厚度对板材的力学性能有很大的影响ꎬ所以相比于复合材料板间的复合层层数ꎬ复合材料板的厚度对于热冲压的性能影响更大ꎮ3㊀结论a.以ABAQUS为建模工具ꎬ利用工程常数建模同宏观力学结合的方法构建了碳纤维复合材料高温本构模型ꎮb.在选择复合层类型的时候ꎬ 连续壳 类型的仿真效果要明显好于常规壳ꎬ更加符合实际的受力情况ꎮc.碳纤维增强复合材料的热冲压性能主要取决于复合板层间的夹角排布ꎬ当夹角排布的方式越松散ꎬ纤维之间剪切柔度越高ꎬ则其在高温状态下冲压受力情况就越好ꎻ反之ꎬ当夹角排布的方式越稳定ꎬ则其在高温状态下的冲压受力情况就越差ꎮ其中综合看来是90ʎ夹角排布时冲压受力较好ꎮd.在同样的温度和夹角排布的情况下ꎬ碳纤维增强复合材料板的板间层数对于冲压受力性能的影响不大ꎮ参㊀考㊀文㊀献[1]㊀沈观林ꎬ胡更开ꎬ刘彬.复合材料力学[M].北京:清华大学出版社ꎬ2013:4-20.91第2期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀张华伟等.基于ABAQUS的碳纤维复合材料板热冲压成形仿真[2]㊀张琦ꎬ高强ꎬ赵升吨.碳纤维复合材料板热冲压成形试验研究[J].机械工程学报ꎬ2012ꎬ48(18):72-74. [3]㊀堵同亮ꎬ彭雄奇ꎬ郭早阳ꎬ等.碳纤维编织复合材料冲压成形实验与仿真分析[J].功能材料ꎬ2012ꎬ16(44):2401-2404.[4]㊀代少俊.高性能纤维复合材料[M].上海:华东理工大学出版社ꎬ2013:4-9.[5]㊀罗益锋.碳纤维复合材料的研发方向和市场开发动向[J].高科技纤维与应用ꎬ2011ꎬ22(11):38-41. [6]㊀ZhangQiꎬCaiJinꎬGaoQiang.Simulationandexperimentalstudyonthermaldeepdrawingofcarbonfiberwovencomposites[J].JMaterProcTechꎬ2014ꎬ214(4):802-810. [7]㊀ZhangQiꎬCaiJinꎬGaoQiang.Experimentalandsimulationre ̄searchonthermalstampingofcarbonfibercompositesheet[J].TransNonferrousMetSocChinꎬ2014ꎬ24(1):217-223.[8]㊀庄靖东.聚醚醚酮板材热成型性能研究[D].武汉:华中科技大学ꎬ2015.[9]㊀彭孟娜ꎬ马建伟.碳纤维及其在汽车轻量化中的应用[J].合成纤维工业ꎬ2018ꎬ41(1):53-57.[10]支建海ꎬ钱鑫ꎬ张永刚ꎬ等.国产碳纤维增强树脂基复合材料的界面结合性能研究[J].合成纤维工业ꎬ2018ꎬ41(4):14-17.[11]张照.碳纤维织物增强聚醚醚酮基(CFF/PEEK)航空复合材料的制备及其界面改性[D].上海:东华大学ꎬ2017. [12]唐见茂.高性能纤维及复合材料[M].北京:化学工业出版社ꎬ2012:12-19.[13]张少实ꎬ庄茁.复合材料与粘弹性力学[M].北京:机械工业出版社ꎬ2011:53-55.[14]庄靖东ꎬ黄志高ꎬ周华民.热成型条件下PEEK力学行为研究与建模[J].塑料工业ꎬ2015ꎬ43(7):73-77.[15]黄发荣ꎬ周燕.先进树脂基复合材料[M].北京:化学工业出版社ꎬ2008:168-169.[16]庄茁ꎬ由小川ꎬ廖剑晖ꎬ等.基于ABAQUS的有限元分析和应用[M].北京:清华大学出版社ꎬ2009:17-24. [17]刘展.ABAQUS有限元分析从入门到精通[M].北京:人民邮电出版社ꎬ2015:194-206.[18]齐威.ABAQUS6.14超级学习手册[M].北京:人民邮电出版社ꎬ2016:492-498.[19]张建伟.ABAQUS有限元分析 ̄从入门到精通[M].北京:机械工业出版社ꎬ2015:22-79.[20]ChenQianqianꎬBoissePꎬParkCHꎬetal.Intra/inter ̄plyshearbehaviorsofcontinuousfiberreinforcedthermoplasticcompos ̄itesinthermoformingprocesses[J].CompStructꎬ2011ꎬ93(7):1692-1703.[21]㊀张衡ꎬ严飙ꎬ龚友坤ꎬ等.碳纤维机织物增强热塑性树脂复合材料热冲压叠层模型[J].复合材料学报ꎬ2017ꎬ34(12):2741-2746.[22]丁纺纺ꎬ彭雄奇.复合材料用机织物非正交本构模型的半球形冲压成型验证[J].复合材料学报ꎬ2011ꎬ28(1):156-160.[23]韩宾ꎬ王宏ꎬ于杨惠文ꎬ等.碳纤维增强热塑性复合材料盒形件热冲压成型研究[J].航空制造技术ꎬ2017(16):40-45.SimulationofthermalstampingformationprocessofcarbonfibercompositesheetbasedonABAQUSZhangHuaweiꎬLiBohong(SchoolofControlEngineeringꎬNortheasternUniversityatQinhuangdaoꎬQinghuangdao066000)Abstract:Thethermalstampingprocessofcarbonfiberreinforcedpolyetheretherketone(PEEK)compositesheetwassimula ̄tedbasedonABAQUSfiniteelementanalysissoftware.Themechanicalanddeformationcharacteristicsofcompositematerialswereanalyzedduringthermalstamping.Theeffectsofthefiberinterlayerangleandthenumberandthetypeofcompositelayersontheformabilitywerediscussed.Theresultsshowedthattheconstitutivemodelofcompositescouldbeestablishedbasedonen ̄gineeringconstantsofcompositesꎻthree ̄dimensionalsolid ̄continuousshellwasamorereasonablecompositesheettypeinlinewiththeactualsituationꎬprovidingabettersimulationeffectthanothercompositesheettypesꎻthefiberinterlayerangleofcom ̄positeswasthemainfactoraffectingthethermalstampingprocessꎻcomparedwithothercompositematerialswiththefiberinter ̄layeranglesof0ʎꎬ30ʎand45ʎꎬthecompositematerialwiththeinterlayerangleof90ʎshowedbetterstressperformancewhilethermalstampingandwaspronetobeingdamagedduetohigherstrainꎻthelayernumberofcompositematerialhadnoobviouseffectonthestressatafixedtotalthicknessofthecompositeꎻandthesimulationeffectwasoptimizedwhenthethermalstampingmodelofcompositematerialwasestablishedwithcontinuousshellandinterlayerangleof90ʎ.Keywords:carbonfiberꎻcompositematerialꎻthermalstampingformationꎻfiniteelementmodelꎻsimulation02㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2019年第42卷。
基于ABAQUS的板料冲压回弹模拟研究刘先兰;张文玉;伍杰;杨辉;晏恒煊【摘要】采用ABAQUS有限元分析软件,建立强度比值为1.0、0.8和0.5的几种拼焊板进行数值模拟,分析冲压成形回弹角的变化规律.结果表明:板材屈服强度为100MPa、强度比为0.5时,回弹角最小为2.0..板材强度一定时,回弹角随着强度比的增加而增加.强度比值一定时,回弹角随着板材屈服强度的增加而线性增加.【期刊名称】《锻压装备与制造技术》【年(卷),期】2016(051)005【总页数】2页(P83-84)【关键词】冲压成形;回弹;数值模拟;强度比;拼焊板【作者】刘先兰;张文玉;伍杰;杨辉;晏恒煊【作者单位】湖南工学院机械学院,湖南衡阳421002;湖南工学院机械学院,湖南衡阳421002;湖南工学院机械学院,湖南衡阳421002;湖南工学院机械学院,湖南衡阳421002;湖南工学院机械学院,湖南衡阳421002【正文语种】中文【中图分类】TG386拼焊板冲压成形技术实现了零件的高度复合化,成为实现汽车轻量化的重要途径之一[1]。
在强化车身局部强度、刚度的同时,降低了汽车的生产成本,应用前景非常广阔[2,3]。
然而,拼焊板的使用提高了冲压成形技术的难度,如冲压成形过程中的回弹、破裂和起皱等缺陷[5]。
本文通过采用ABAQUS有限元分析软件进行数值模拟,建立强度比值不同的几种拼焊板模型,分析其成形性能的影响因素,找出冲压变形规律,为生产实践提供指导。
冲压模拟过程如图1所示。
以强度分别为300MPa、200MPa和100MPa的板料,建立拼焊板三维模型的强度比值分别为1.0、0.8和0.5,杨氏模量100000MPa,泊松比0.3,摩擦系数0.05。
图1a表示冲压成形结束时冲头还未离开板材时的状态,对应板材的弯曲角度如图2a所示,即回弹前的角度;图1b表示冲压成形结束后冲头离开板材时的状态,对应板材的弯曲角度如图2b所示,即回弹后的角度。
冲压仿真中的回弹分析及在冲压梁中的应用【摘要】回弹是板料冲压生产中产生的主要问题之一。
由于板料弹性变形的存在导致卸载后零件发生回弹,回弹的结果造成冲压件的尺寸和模具表面尺寸不符,从而影响了制造的精度,精确的计算一般冲压件的回弹量是非常困难的事,多数情况下,只能靠以往的经验,在模具设计时对将来可能产生的回弹加以补偿,但是这样的补偿往往是不准确的。
为提高冲压件的产品质量,缩短新产品开发周期,必须对回弹进行准确的预测和有效的控制。
【关键词】冲压成型;回弹;有限元模拟;模拟软件实际应用1.本项目的研究目标及意义今天,随着我国汽车工业的飞速发展,我国的模具工业也随之迅猛发展起来,笔者作为一名模具设计人员,亲身经历了模具设计手段由图板、铅笔到计算机CAD制图;由产品图到产品数模的转变。
随着冲压成形有限元仿真研究的蓬勃发展,以有限元为核心的塑性成形数值仿真技术日趋成熟,为人们认识塑性成形过程的本质规律提供了新途径,为实现塑性成形领域的虚拟制造提供了强有力的技术支持,这使得有限元仿真分析在汽车工业的应用日益受到重视。
通过成形仿真分析可以在多方面对模具企业提供强有力的支持:在设计工作的早期阶段评价模具设计、工艺补充的可行性;在试冲试模阶段进行故障分析,解决问题;在批量生产阶段用于缺陷分析,改善零件生产质量,同时可用来调整材料等级,降低成本。
有限元数值仿真技术在模具开发设计广泛应用,对传统的模具开发过程的变革产生了深远的影响。
2.板料成型及回弹模拟的基本理论2.1板材成形缺陷分析板料成形是一个具有几何非线性、材料非线性、边界条件非线性等多重非线性的非常头的力学过程。
由于影响成形过程的因素很多,因此人们不能精确控制材料的流动。
成生程中会产生各种各样的缺陷,影响零件的几何精度、表面质量和力学性能。
总的来说,零件成形的主要缺陷有起皱、破裂和回弹。
起皱是压缩失稳在薄板成形中的主要表现形式。
薄板冲压成形时,为使金属产生塑性,模具对板料施加外力,在板内产生复杂的应力状态。
Abaqus回弹计算过程回弹分析我倒是做过两个,说下简要步骤吧,同样是仅供参考啊1.首先用·explicit做成型过程的分析,加载方式选位移加载比较好,加载的幅值选smooth step(平滑变化)2.可适当的用质量放大来加快这一准静态分析的过程3.分析完成后可用standard观察工件的回弹,具体做法是:1.Model-Copy Model2.在新复制的模型中仅留下成型件,删除其他一切无关的边界条件以及上下模,包括在Explicit中定义的接触属性3.在step模块中创建predefine field request-others-initial state-last frame/last step(导入的job名称为之前做成型分析的那个job的名称)4.删除原来所有的后续分析步,并新建一个static,general的分析步5.创建一个新的作业提交分析,并观察回弹大致就是这样吧,希望对你有用!回弹分析,从explicit导入standard计算。
先copy explicit中模型进入standard模块,然后做一下改进,删除各个part、set和surface等,只留下需要回弹分析的变形体。
删除分析步,删除接触和属性。
然后在step中建立一个static分析步骤。
设置计算为非线性。
然后定义居于前面成形结果的回弹分析,在Model Tree中打开Predefined Fields,选择Initia 作为分析步,Other最为类别,选择Initial State,然后在视窗中选择需要分析的回弹体,然后点击done,然后Edit Predefined Field,选择你成形分析的job名字。
然后一致ok下去,对称的边界哦条件还要施加。
你可以在amplitude中设置,比如说你分析步设置时间为6s,然后在amplitude中设置0,0;4,1(也就是在4秒时冲头应景达到了要求的位移,也就是液晶冲完,那么剩下的2秒就是停留的时间了),然后在另外设置一个分析步把冲头往回移就可以了小弟这些天正好在做冲压回弹,刚做成功,从simwe论坛上学了很多东西。
第34卷第3期Vol 134 No 13FORGING &S TAMPING TECHNOLOGY2009年6月J un.2009基于Abaqus 的汽车板快速冲压有限元分析王文平1,万 敏1,吴向东1,刁可山2(1.北京航空航天大学机械工程及自动化学院,北京100191; 2.宝钢研究院用户技术研究中心,上海201900)摘要:基于Abaqus/Explicit 动力显式有限元方法,分析了不同冲压速度下的某汽车覆盖件在冲压成形过程中节点速度、应变速率的分布规律。
结果表明:随着冲压速度的提高,在变形过程中节点速度基本呈现增高的趋势,特别是变形较复杂的区域。
同时,指出为了能更准确地模拟实际冲压过程,有限元材料模型中应采用应变速率大于10-2s -1获得的力学性能参数进行研究,以便更准确地反映实际材料特性。
关键词:汽车覆盖件;冲压速度;动力显式有限元;应变速率DOI :1013969/j 1issn 1100023940120091031008中图分类号:TG 381;O348 文献标识码:A 文章编号:100023940(2009)0320029205F ast stamping FEM analysis of automotive sheet metal based on Abaqus soft w areWANG Wen 2ping 1,WAN Min 1,WU Xiang 2dong 1,DIAO e 2shan 2(1.School of Mechanical Engineering and Automation ,Beihang University ,Beijing 100191,China ;2.Customer Technology Research Center ,Research Institute of Baosteel ,Shanghai 201900,China )Abstract :The Abaqus/Explicit dynamic explicit finite element method was used to simulate automotive sheet metal forming under the different punch velocity.The node ’s velocity and strain rate were analyzed.The result shows that with the increment of forming speed ,the velocity of nodes increases accordingly ,especially in complicated forming are 2a.It was pointed out that the mechanics of automobile steel sheet with strain rate 10-2s -1should be used to FE mate 2rial model in order to accurately simulate real forming.K eyw ords :automotive sheet metal ;punch velocity ;dynamic explicit finite element ;strain rate收稿日期:2008209208;修订日期:2008211230基金项目:宝钢研究院资助项目(517826)作者简介:王文平(1971—),女,博士,副教授电子信箱:wwp _2003@1631com 近几年来,国内汽车生产厂家通过利用外资,引进车型、装备和技术,促进了汽车工业的快速发展及装备技术的大幅度提高。
基于ABAQUS软件的热冲压成形接触问题分析1. 引言1.1 背景介绍热冲压成形是一种应用广泛的金属加工工艺,通过热冲压设备将金属板料在高温和高压条件下进行塑性变形,形成复杂的零部件。
热冲压成形因其能够提高材料流动性、减轻成形难度和提高零件质量等优点而备受关注。
随着工程领域对高强度、高可靠性零部件需求的增加,热冲压成形技术的研究也日益深入。
在实际生产过程中,热冲压成形接触问题一直是制约该技术进一步发展的关键因素之一。
在复杂的金属成形过程中,工件与模具之间的接触状态直接影响到成形零件的质量和成形稳定性。
针对热冲压成形接触问题的研究显得尤为重要。
本文将利用ABAQUS软件建立热冲压成形接触问题的数值模型,分析其局限性并提出改进方法,以期为解决热冲压成形中的接触问题提供新的思路和方法。
通过本文研究,可以更好地理解热冲压成形过程中的接触问题,提高工件成形质量和生产效率。
1.2 问题提出在热冲压成形过程中,接触问题一直是一个关键的研究领域。
由于材料在高温高压下的复杂变形和流动行为,接触面附近往往会出现复杂的应力和变形场,这可能导致成形品质下降甚至成形失效。
如何准确地描述热冲压成形接触问题,对于提高成形质量和效率具有重要意义。
目前,虽然已经有许多研究对热冲压成形接触问题进行了分析和探讨,但仍存在一些问题有待解决。
传统的理论分析方法往往过于简化,难以准确预测复杂接触条件下的材料行为;而实验方法在成本和时间上均有限制,无法全面地了解接触问题的本质。
利用ABAQUS软件对热冲压成形接触问题进行数值模拟和分析,可以提供一种有效的研究手段。
在本文中,我们将重点讨论基于ABAQUS软件的热冲压成形接触问题分析,探讨其在理论基础、数值模型建立、局限性分析和改进方法等方面的研究内容。
通过对这些问题的深入探讨,可以为提高热冲压成形技术的应用水平和成形品质提供重要参考。
1.3 研究意义热冲压成形是一种在金属材料加工中广泛应用的新型成形工艺,具有高效、节能、高精度等优点。
板料冲压成形及回弹有限元模拟分析摘要回弹是板材冲压成形过程中不可避免的普遍现象,直接影响到冲压件的尺寸精度和零件最终形状。
本文利用ANSYS/LS-DYNA有限元软件中的非线性动力的显式、隐式连续求解功能,模拟了板料冲压成形过程与卸载后板料回弹变形的全过程,得到了成形过程中任一时刻各处Von-Mises应力云图和应变值及卸载后板料的回弹结果,帮助我们更好的认识分析板料冲压成形以及回弹过程中物质内部的变化。
关键词:板材冲压,回弹,非线性有限元分析,数值模拟Sheetmetalstamping and rebound finite elementsimulation analysisAbstractThe rebound is inevitablecommon phenomenon in sheet metal forming process, a directimpacton thefinal shape to the dimensional accuracy ofthestampings andparts. Inthispaper, the nonlineardynamic finite elementsoftware ANSYS / LS-DYNA explicit,implicitsequential solutionfunction to simulate thespringbackdeformation ofthe she et aftersheet metal stamping process and uninstall thewhole process, forming process at any time throughout the Von-Mises stress cloud andstrainandafter unloadingsheet springback results, helpus to a better understandinganalysis sheet metal stamping andrebound process material internal changes.Keywords: sheet metal stamping, rebound, nonlinear finite elementanalysis, numerical simulation1 引言金属板料冲压成形是压力加工的重要组成部分,薄板金属在压力作用下由模具引导成形的过程是一个十分复杂的物理过程,由于模具几何结构尺寸、接触摩擦和压边力等因素的影响,在金属的成形过程中常发生起皱现象。
板件冲压成型分析一、背景描述当前,制造行业加工工艺的趋势正朝着高新技术的方向发展。
由于新产品、新技术的开发成本太高、开发时间过长,加上开发成果没有保障,越来越多的公司在研发、制造过程中开始注重仿真技术的应用。
采用ABAQUS对加工工艺进行模拟有着诸多优点:1.数值模拟减少了耗时的原型实验,缩短了产品投放市场的时间;2.合理的参数设计可以降低对工件的损耗;3.合理的坯料设计,减少了飞边,也减少原材料的浪费;4.对模具的设计、加工提供合理建议;5.优化加工过程,提高产品成型质量;采用ABAQUS进行仿真模拟的目的:1.节约开发成本2.加快研发速度3.提高产品质量二、问题描述1、本实例是关于板件的冲压成型仿真模拟,图1为拉延模具三维实体,图2为模具上模的刚性实体,图3为模具下模的刚性实体,图4为模具压边圈的刚性实体,图5为毛坯的初始形状,其中定义上模、压边圈、下模为离散刚性的,即在模拟过程中假设这几个部件不发生变形,只有毛坯件发生变形,完成冲压,在分析过程中定义毛坯为可变性的。
图1 拉延模三维模型图2 模具上模刚性实体图3 模具下模刚性实体图4 压边圈刚性实体图5 毛坯初始形状2、将上述模具四部分进行装配,其中上模在最上端,下模在最下端,压边圈在下模上,毛坯在压边圈下方下模上放着,在模具冲压的过程中,下模固定不动,由上模向下运动来实现板料的冲压成型,压边圈在上模下压之前已将将板料压紧,防止板料在拉伸的过程毛坯串动,和提高拉伸后型面质量。
拉着板料的边缘,使拉伸时板料不易起皱。
下图6模具为在abaqus中的装配体。
图6 模具装配体3、定义毛坯的材料属性,进入属性模块,定义新材料名称为steel,该材料的密度为7.85E-9,杨氏模量为210000,泊松比为0.31,定义塑性属性为图7所示,True stress (MPa) Log plastic strain91 0.0131 0.159 ⨯ 10-2171 0.649 ⨯ 10-2211 0.177 ⨯ 10-1251 0.395 ⨯ 10-1291 0.776 ⨯ 10-1331 0.139391 0.295图7 材料的属性定义4、创建截面类型别壳,类型为均质的截面,同时将截面特性赋予给毛坯。