钢的锻造温度范围
- 格式:doc
- 大小:267.50 KB
- 文档页数:15
钨钢锻打温度
钨钢锻打温度是指进行钨钢锻打工艺时所需要的适宜温度范围。
钨钢作为一种高硬度、高熔点的金属材料,其锻打温度对于锻造工艺的成功与否至关重要。
钨钢的锻打温度通常在1500℃到1600℃之间。
这个温度范围是通过实践经验总结出来的,可以保证钨钢在锻打过程中具有良好的可塑性和延展性。
在这个温度范围内,钨钢的晶粒能够得到良好的排列,从而提高材料的强度和硬度。
锻打温度的选择除了要考虑材料本身的特性外,还要考虑到具体的锻打工艺和要求。
例如,如果需要进行较大变形的锻打工艺,温度可以适当降低,以增加材料的塑性,从而更好地完成锻造任务。
而对于需要较高精度和表面光洁度的锻打工艺,温度可以适当提高,以减少表面缺陷和晶粒生长。
在实际操作中,钨钢锻打温度的控制十分重要。
过高的温度会导致材料的烧结和变形困难,而过低的温度则会导致材料的脆性增加,容易出现裂纹和断裂。
因此,锻打温度的选择应根据具体情况进行合理调整,以保证钨钢锻打的质量和效果。
钨钢锻打温度是钨钢锻打工艺中不可忽视的重要参数。
正确选择和控制锻打温度,可以有效提高钨钢的力学性能和耐磨性能,保证锻件的质量和可靠性。
在实际操作中,应根据具体情况进行合理调整,
以确保锻打过程中材料的可塑性和延展性,使得钨钢锻打工艺达到最佳效果。
金属锻造工艺流程金属锻造是一种重要的金属加工工艺,利用力的作用使金属材料发生塑性变形,以改变其形状和尺寸的加工方法。
在金属锻造过程中,通过锻造来提高金属材料的强度、硬度和机械性能。
下面将介绍金属锻造的基本工艺流程。
首先,金属锻造的第一步是选材。
根据生产要求和产品要求,选择合适的金属材料,如低碳钢、高碳钢、不锈钢等。
材料的选择应根据产品的用途、工作环境和经济性来确定,确保产品具有良好的性能。
第二步是热加工。
金属锻造通常要将金属材料加热到适当的温度,使其达到塑性变形的状态。
加热温度的选择取决于金属材料的特性和要求。
一般来说,对于低碳钢和合金钢,锻造温度通常在800℃以上。
第三步是锻造操作。
锻造操作通过施加力量来改变金属材料的形状和尺寸。
通常有两种锻造方法,即手工锻造和机械锻造。
手工锻造主要是通过人工操作完成,适用于小批量生产和复杂形状的产品。
而机械锻造则是通过设备来实现,适用于大规模批量生产的产品。
第四步是冷处理。
在锻造完成后,通常需要对金属制件进行冷却处理,以消除残余应力和改善金属的力学性能。
常见的冷处理方法包括水淬、油淬、空冷等。
第五步是后续加工。
经过锻造和冷处理后,金属锻件通常需要进行后续的加工工序,以达到最终的产品要求。
常见的后续加工工艺有热处理、机加工、表面处理等,以进一步提高产品的性能和精度。
最后一步是质量检验。
在金属锻造过程中,质量检验是非常重要的一步,以确保产品的质量和合格率。
常用的质量检验方法有外观检查、尺寸检测、材料分析等。
综上所述,金属锻造是一种重要的金属加工方法,具有广泛的应用范围。
通过选择合适的材料、热加工、锻造操作、冷处理、后续加工和质量检验等一系列工艺流程,可以实现金属锻造的各项要求,提高产品的质量和性能。
35crmo锻造温度
摘要:
1.35crmo 钢的概述
2.35crmo 钢的锻造温度
3.35crmo 钢锻造温度的选择原因
4.35crmo 钢锻造过程中的注意点
5.总结
正文:
35crmo 钢是一种高强度、高韧性的合金结构钢,因其优异的机械性能在制造工程中有着广泛的应用。
在锻造这种钢材时,选择合适的锻造温度至关重要。
首先,我们来了解一下35crmo 钢的概述。
35crmo 钢是我国常用的高质合金结构钢之一,其碳含量为0.35%,铬含量为1.0%,钼含量为0.7%。
这种钢材具有较高的强度、韧性及耐磨性,常用于制造轴类、齿轮、模具等重要零件。
接下来,我们来探讨35crmo 钢的锻造温度。
根据相关资料,35crmo 钢的锻造温度范围在1050-1150℃之间。
在这个温度范围内,钢的塑性好,变形抗力适中,有利于获得良好的锻造效果。
那么,为什么35crmo 钢锻造温度的选择如此重要呢?这是因为锻造温度的选择直接影响到钢的组织结构和性能。
如果锻造温度过高,容易导致晶粒粗大,降低钢的韧性和塑性;如果锻造温度过低,钢的变形抗力过大,容易导
致锻件出现裂纹、夹杂等缺陷。
因此,选择合适的锻造温度是保证锻件质量的关键。
在35crmo 钢锻造过程中,还需要注意以下几点:
1) 严格控制锻造温度,避免过热或过冷;
2) 合理选择锻造速度和变形程度,以保证钢的组织结构和性能;
3) 保持锻件冷却速度均匀,以减小内应力;
4) 及时进行锻后热处理,提高钢的力学性能。
总之,35crmo 钢的锻造温度对其质量有着至关重要的影响。
乌兹钢锻打温度
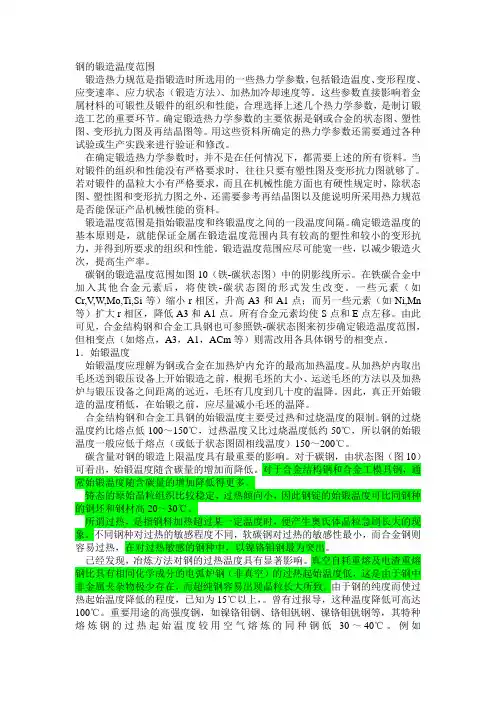
冷却后把坩埚从火中移开,并将其打破,取出半球形的钢锭(ingot). 波斯人称为蛋(egg or baida). 将它放在铁砧上进行锤打,作硬度试验. 经正常铸造的钢锭很硬,经锤打后也不会有凹痕. 故需用特别含有铁锉屑或粉末状铁矿石之粘土混合物覆盖,从而强化钢锭的脱碳. 把钢锭重新加热到火红色约700摄氏度至900摄氏度后,再通过锤打作硬度试验. 重复此热处理过程,直到金属过到足够的软度以便锻造.钢锭之锻炼:将钢锭之温度慢慢降低,并控制在700摄氏度至900摄氏度之间. 这温度是一个非常重要的关键. 铁匠只能靠经验,用眼看火之颜色,到达暗红时进行锻造. 因为若温度升高到900摄氏度以上将会把过程倒过来,而令渗碳体和奥氏体的晶体(crystalsof cementite and austentite)形成. 温度越高,碳熔解,造成晶体及波形花纹图案之损失. 若温度低于700摄氏度,钢即不能得到充份的锻炼. 因为欧洲之铁匠一般在1300摄氏度的高温下来锻炼金属,因此他们永远不能掌握到锻炼大马士革钢的技术.由于对钢锭的有控制式热处理和轻度的锻炼,覆盖的粘土,包括含有铁锉屑或粉末状铁矿石,使钢锭表面脱碳. 另外氧化作用亦产生同样的作用. 钢锭的碳分逐渐减少,从原来的2.2%或更高降低至1.8%,即从白铸铁状态到UH碳钢. 此过程亦可称为退火和球状处理(an annealing and spheroidizing treatment). 令碳成份减少及大的碳化晶体分裂或粉碎或球型化成较少之体积. 结果钢条变得有可展性和有轫性.。
金属热锻造温度金属热锻造温度是指在金属加工过程中,通过对金属进行加热处理,使其达到适当的温度范围,以便进行锻造。
在不同的金属材料和不同的锻造工艺中,所需要的热处理温度也会有所不同。
本文将从以下几个方面详细介绍金属热锻造温度相关内容。
一、金属热锻造温度的意义金属材料在进行锻造之前需要经过加热处理,这是因为在低温下进行锻造会导致材料脆性增加、塑性降低、易产生裂纹等问题。
而通过加热处理使其达到适当的温度范围后,则能够改善材料的塑性和韧性,提高其变形能力和抗拉强度,并且还能够减少内部应力和缺陷等问题,在一定程度上提高了产品质量和生产效率。
二、影响金属热锻造温度因素1. 金属材料种类不同种类的金属材料具有不同的化学成分和物理特性,在进行加热处理时所需的最佳温度范围也会有所不同。
例如,碳素钢的最佳加热温度为1150℃-1250℃,而铝合金的最佳加热温度则为450℃-550℃。
2. 锻造工艺不同的锻造工艺在进行加热处理时也会有所不同。
例如,自由锻造和模锻造的加热温度范围就存在差异。
自由锻造需要较高的加热温度,通常在材料的回火点以上50℃左右,而模锻造则需要较低的加热温度,在材料回火点以下50℃左右。
3. 加热方式金属材料的加热方式也会对其最佳加热温度产生影响。
一般来说,电阻式加热和气体加热可以更好地控制材料的温度分布和升降速率,因此适用于对材料进行精确控制的情况。
而火焰喷射式或感应式加热则更适用于对大型或复杂形状零件进行快速、均匀、高效的加热处理。
三、常见金属材料的最佳加热温度范围1. 碳素钢碳素钢是一种常见的金属材料,其最佳加热温度范围为1150℃-1250℃。
在这个温度范围内,碳素钢具有较高的塑性和韧性,易于进行变形和成型。
2. 不锈钢不锈钢是一种具有耐腐蚀性能的金属材料,其最佳加热温度范围为1100℃-1200℃。
在这个温度范围内,不锈钢可以更好地保持其抗拉强度和塑性,并且还可以减少内部应力和缺陷等问题。
锻圆钢的工艺锻圆钢是一种通过锻造工艺将钢材加工成圆形截面的产品。
它常用于制造机械零件、汽车零部件等领域。
下面我们将详细介绍锻圆钢的工艺过程、材料选择和质量控制等方面。
一、锻圆钢的工艺过程锻圆钢的工艺过程包括以下步骤:1. 材料准备:选择优质钢材作为原料,根据产品的要求选择相应的钢号。
材料应经过热处理、去除氧化皮和表面清洁等处理,以保证锻造质量。
2. 预热:将原料加热至适当的温度,通常在1050℃左右。
预热的目的是使钢材达到一定的塑性和韧性,便于后续的锻造操作。
3. 锻造:将预热后的钢材放入锻造设备中,进行锤击或压制等操作,使其逐渐变形成为圆形。
锻造过程中要注意控制温度和速度,以避免钢材过度变形或产生裂纹。
4. 热处理:完成锻造后,将产品进行热处理,使其达到所需的物理和机械性能。
热处理过程通常包括淬火、回火等操作。
5. 修整:将热处理后的产品进行修整,去除表面的毛刺和瑕疵等,以提高产品的外观和精度。
二、材料选择锻圆钢的材料选择应根据具体产品的要求来确定。
在选择钢材时,应考虑以下因素:1. 强度和韧性:锻圆钢通常要求具有较高的强度和韧性,以满足机械零件等领域的使用要求。
2. 耐热性:钢材的耐热性是制造高温工件的关键因素之一,应根据产品的使用条件选择具有良好耐热性的钢材。
3. 加工性能:钢材的加工性能也是选择的重要因素之一,应选择易于加工的钢材,以提高生产效率。
三、质量控制锻圆钢的质量控制主要包括以下方面:1. 温度控制:在整个锻造过程中,要严格控制钢材的温度,以确保其在适宜的温度范围内进行变形。
2. 压力控制:在锻造过程中,要根据钢材的性质和要求,合理控制锤击或压制力度,避免过度变形或产生裂纹。
3. 热处理控制:热处理过程应根据产品的要求进行,控制温度和时间,以达到所需的物理和机械性能。
4. 外观质量:锻圆钢的外观质量也是重要的质量指标之一,应注意去除表面的毛刺和瑕疵等,以提高产品的外观和精度。
锻圆钢是一种重要的加工工艺,它能够为机械零件、汽车零部件等领域提供高质量的产品。
![[汇总]锻造技术要求](https://uimg.taocdn.com/9200a7d08ad63186bceb19e8b8f67c1cfad6ee8a.webp)
锻造技术要求一、总则1、本技术要求包括加热要求、自由锻基本工序要求,锻后冷却和热处理要求。
2、严格执行技术要求是保证产品质量的重要条件和必须的生产技术纪律,因此必须严格按技术要求进行操作。
二、操作要求1、锻造有色金属和高合金钢时,要预热上、下砧板和工模具。
2、胎模锻时,工作者应先检查模膛表面质量,并将模具均匀加热到200°C—250°C。
3、锻造过程中坯料产生缺陷应及时消除,再继续锻造,特殊情况下,允许加大局部留量,或者经中间冷却后再处理。
4、严格控制锻造温度范围,特别是关键产品和高合金钢锻件,不准低温锻造。
锻后修整温度可比终锻温度低50-80℃。
5、返修品的加热温度应低于该件的始锻温度。
三、加热要求1、加热前,要熟悉加热规范,检查有关仪器仪表、点火装置和烧咀等,以保证加热炉在正常状态下工作。
2、坯料装炉前,应清理炉膛。
3、不同截面的钢料同炉加热时,按截面大的加热规范进行加热,先锻截面小的。
4、坯料装炉时,应合理放置,加热过程中要勤翻转,保证受热均匀。
5、在保证质量的前提下,一般钢种均可快速加热,以减小材料的氧化、脱碳,提高生产率。
6、高温时,在保证燃烧的情况下,应减少过剩空气量,使炉内保持正压,以免金属过热过烧。
7、坯料装炉时要少装、勤装,避免在高温区停留的时间过长。
因故超过最大保温时间不能锻造时,应降温保温,以免坯料烧坏。
8、铜料和钢料交替使用同一加热炉。
加热铜料时,必须用钢板将坯料与炉底、炉墙隔开。
加热铜料后的加热炉,必须用食盐彻底清理后方可加热钢料。
9、铜料与钢料不得同炉加热。
四、自由锻基本工序守则1、镦粗1、1镦粗前,坯料高度与直径(或边长)之比,不得超过2.5—3,最好在2—2.2的范围内。
1、2镦粗前,坯料高度应小于锻锤行程的75﹪。
1、3坯料两端面应平整并与轴心垂直。
1、4坯料表面不得有凹坑,裂纹等缺陷。
1、5镦粗时,要将坯料围绕其轴心线不停地转动,发生弯曲时必须立即校正。
45钢锻压温度
钢锻压温度是指钢材在进行锻造或压制过程中所需要的温度。
钢锻压温度对于钢材的性能、形状和尺寸的控制具有非常重要的作用。
在钢锻压过程中,温度过高或过低都会对钢材的性能产生不良影响,因此掌握合适的温度范围是非常关键的。
一般来说,钢锻压温度的选择需要考虑以下几个因素:
1. 钢材的成分和形状:不同成分的钢材在锻造或压制时需要的温度不同,同时不同形状的钢材也需要不同的温度范围。
2. 锻造或压制的工艺要求:不同的工艺要求钢材的温度也不同,例如对于精密锻造或精密压制,需要更加严格的温度控制。
3. 锻造或压制的设备:不同的设备对于钢材的温度控制也有不同的要求,例如对于电加热设备和燃气加热设备,需要不同的温度控制方式。
对于45钢这种常用的碳素结构钢,其锻造或压制温度一般在1100℃左右。
具体的温度范围还需要根据具体的工艺要求和设备条件进行调整。
总之,钢锻压温度是钢材加工过程中非常重要的因素,需要根据具体情况进行合理的选择和控制。
轴承钢的锻造及热处理工艺轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢,可做冷做摸具钢。
比重:7.81(一)轴承钢锻造温度(1)始锻温度:1150(1120)终缎温度:850(800)度。
(2)锻造前清除表面缺陷,尽量预热后在快速加热。
(3)温加工时,应避免200~400度的蓝脆区。
热加工时,应避免进入高温脆区(大于1250)。
应尽量避免进入热脆区(800~~950度)。
今日焦点:(二)锻后热处理(1)锻后————预先热处理(球化退火)————最终热处理(淬火+低温回火)(2)球化退火目的:降低硬度,便于加工,为淬火做准备。
球化退火过程:加热到750~~770度,保温一定时间,在缓慢冷却到600度以下空冷。
(3)各种轴承钢淬火+低温回火及硬度表钢号淬火温度及淬火介质低温回火硬度HRCGCr6 800~820 水或油150~170 62~64GCr9 800~830 水或油150~170 62~64GCr9SiMn 810~820 水或油150~160 62~64GCr15 820~846 油150~160 62~64 GCr15SiMn 800~840 油150~170 62~64(三)淬火及淬火介质(1)淬火颜色(经验) 白色最硬而脆,黄色硬而韧,兰色软而韧。
(2) 淬火介质 A 水:一般温度不超过40度,不得有油,肥皂等杂质。
B 盐及碱的水溶液:水中加百分之5~10的盐或碱。
盐溶液冷却速度是水的十倍,硬度高而均匀,但组织应力大,有一定的锈蚀作用。
温度小于60度。
碱溶液(苛性纳水溶液)腐蚀性大,适应范围小。
C 油:包括机油,锭子油,变压器油,柴油等。
可减小变形与开裂。
不适用碳钢。
油温度:在60~~80度,最高不超过100~120度。
(四)回火温度轴承钢采用低温回火。
温度:150~250度。
可在保持高硬度和高耐磨性的前提下,降低内应力和脆性,以免使用时崩裂或过早损坏。
在金属材料加工领域中,20CrMnMo是一种常见的合金结构钢材料,具有良好的强度和韧性,适用于制造机械零件和工具等领域。
在20CrMnMo的加工过程中,锻造是常见的工艺之一,而控制好锻造的加热温度则是确保工件质量的重要因素之一。
1. 加热温度对20CrMnMo锻造的影响在进行20CrMnMo的锻造加工时,加热温度的选择将直接影响到其组织结构和性能。
过低的加热温度可能导致金属材料塑性不足,难以形成理想的形状和结构;而过高的加热温度则可能导致过度烧结、晶粒长大以及热裂纹等缺陷的产生。
制定适当的加热温度标准对于20CrMnMo锻造加工至关重要。
2. 标准加热温度范围根据20CrMnMo的具体化学成分、热处理工艺和最终使用要求,一般而言,其锻造加热温度应该控制在1080℃~1180℃之间。
这个温度范围既能确保20CrMnMo的良好塑性,又可以有效避免过度热处理带来的不利影响。
在具体的生产实践中,还需要根据工件的大小、形状和具体要求进行合理调整。
3. 个人观点和理解在实际的生产中,我认为20CrMnMo的锻造加热温度标准不仅仅是一个数字,更应该是丰富的实践经验和技术理论的结合。
只有结合具体的工艺要求、设备条件以及操作经验,才能制定出最适合的加热温度标准,从而保证20CrMnMo锻造工件的质量和性能。
4. 总结回顾20CrMnMo的锻造加热温度标准在整个生产过程中起着至关重要的作用。
通过本文的介绍,我们了解到了加热温度对于20CrMnMo锻造的影响、标准的加热温度范围以及个人观点和理解。
希望本文能够对你对20CrMnMo锻造加热温度标准有所帮助。
关于20CrMnMo锻造加热温度的选择问题,除了对温度范围的控制外,还需要考虑加热速度、保温时间、冷却速度等因素。
这些参数的选择也会对20CrMnMo材料的性能和结构产生影响。
加热速度对20CrMnMo的锻造加工具有重要影响。
在加热过程中,过快的加热速度会导致材料表面和内部温度失衡,容易产生应力集中和热裂纹。