真空镀膜机卷绕张力控制系统的研究及设计
- 格式:pdf
- 大小:3.28 MB
- 文档页数:53
基于PLC的张力控制系统的研制——任胜乐,卢华,王永章,富宏亚摘要:纤维卷绕张力是在这影响直接卷绕产品的质量复合材料的模制技术的一个重要因素,并且张力控制是在纤维缠绕技术的关键技术。
本文介绍了一种闭环张力控制系统与可编程逻辑控制器(PLC)与功能模块作为控制核心,将交流电(AC)伺服电机作为执行元件和半径,下面的设备来完成实时半径赔偿。
张力控制系统的机理进行了分析和数值模型建立。
涡旋的半径的补偿技术是分析。
实验结果表明,该系统可以很好地胜任具有控制精度高,反应速度快。
关键字:张力控制,PLC,数控绕线机;交流数字伺服电机复合材料纤维的组件绕组具有某些优点如低体重,高强度和高耐腐蚀性,并且它们被广泛应用于航空,航天业。
许多研究表明,不适当的或不稳定的紧张导致的强度损失20%-30%的纤维缠绕组件。
一个理想的张力控制系统应提供稳定,在卷绕过程中张力可调。
与卷绕机的发展,张力控制器有,到目前为止,经历了三个发展阶段,即机械张力控制器,电气张力控制器和电脑张力控制器。
与发展电子技术和的外观微处理器较高的性价比,电脑张力控制器投入使用。
微处理器成为控制系统的核心从而减少了的电路的数目电子控制系统,这大大简化了系统,提高了它的可靠性,并使得有可能先进的控制方法的应用。
因此,这种类型的控制器被广泛使用。
张力控制技术日趋成熟和规范在一些发达国家得到改善。
然而,中国的纤维缠绕产业起步晚,而且与西方国家相比仍然落后。
机械张紧器,具有精度低,响应速度慢,占国产应用张紧器的主要部分,并不能满足张力的要求。
因此,本文提出了一种基于PLC的张力控制系统。
1设置了该系统计划1.1建设系统卷绕张力控制系统一般包括三个主要部分,即退绕,处理器和卷绕器,它也可以包括测量和控制部件,辅助输送装置和一个载荷传感器。
开卷的络筒机和类型可能是其中的两个驱动器类型,表面驱动器或中心的车程。
面的驱动装置,一个涡旋件或皮带被设置卷绕材料的表面上,驱动力通过摩擦产生的。
书山有路勤为径,学海无涯苦作舟卷绕式镀膜机张力控制的改进及Matlab 仿真(1)卷绕式镀膜机传动系统有交流电机驱动方式和直流电机驱动方式两种,直流电动机由于转矩特性好、调速容易,在卷绕式镀膜机卷绕系统中应用广泛。
在卷材张力值较小运行时,传动系统出现运行不稳定的现象。
本文对引起不稳定的因素进行了分析,此原因为直流电动机电枢电流不连续。
用Matlab对分析的结果进行了仿真。
运行结果表明,串入续流电抗器后,卷绕系统运行稳定。
卷绕式镀膜机是在真空环境下在卷材上镀制铝、SiO2、氧化铟锡等的真空应用设备。
由放卷辊放出的原膜经放侧导辊、张力检测辊、在中间辊上进行处理,经收侧导辊、张力检测辊,由收辊收卷。
在设备工作过程中收卷卷径越来越大,放卷卷径越来越小,在卷材卷径变化时卷材张力的变化范围有严格的要求。
张力控制的好坏同膜的跑偏量、暴筋的产生等密切相关。
张力过小则引起膜的松弛,有可能将膜卷绕到其他辊子上;张力过大可能使膜断裂,或质量等级降低。
因此张力控制的好坏直接关系到该机的正常使用。
1、原系统硬件组成直流电机调速系统具有调速范围大、精度高、速度调节平滑等特性,在国外的卷绕式镀膜机设计中大多使用直流电机调速系统,国内某真空公司生产的卷绕式镀膜机系统也由直流电机调速系统组成,如在系统中电机的配置为:收、放卷电机为:Z2- 52 7.5KW 220 V/1500 rpm;测速电机:CYT4.5/5.5- 15 1500 rpm/55 V,中间辊电机为:Z2- 523 kW 220 V/750 rpm ;测速电机CYT4.5/5.5- 101000 rpm/55 V。
其卷绕系统的指标为:跑膜速度V= (60~300 m)/min,张力连续可调,卷径最小为100 mm,最大为650 mm,卷径变化为(100~650)mm。
卷绕镀膜的介绍和应用
1、介绍
卷绕镀膜是由于大面积柔性金属聚合物薄膜和纸张镀膜的需求而应运而生的。
卷绕系统需要提供一个柔性基片,可以从一根轴上解开并缠绕到另外一根轴上,类似于磁带的工作。
利用滑动密封使基片从客气到真空再到空气,并能保持真空状态。
在真空区域中,两个缠绕周中间的部分基片,在一个具有制冷的轴表面伸开,暴露在蒸发源的蒸发区域,基片以事先设定好的速度运动,保证在短暂的时间里面完成金属化(薄膜沉积)。
目前所用的基片的宽在2.5m,运动速度达到10m/s。
一般可以用电阻和电感以及坩埚加速蒸发,如果速度大于5m/s时需要用到电子枪蒸发。
比较典型是蒸发铝金属,需要用到丝状铝链接的补充蒸发掉的铝。
2、工作应用的领域
聚合物卷绕镀膜的基本应用包括食品封装、封盖、电容用薄膜、窗口以及一些装饰薄膜。
在制造标签以及一些礼品包装需要的纸张和板也要镀膜。
每年全世界大约有超过100亿m2的聚合物薄膜和纸张镀膜,基本上都是铝薄膜。
包装占到了约60%,其余的大部分用于制造电容。
一些通常应用需要制备不同的金属、合金、氧化物、氮化物、
卤化物,沉淀在各种基片上,如聚合物、金属、纸、织物上,要么单层薄膜要么多层薄膜。
例如:饮料盒以及可用于微波包装上的聚合物薄膜,要求抗气体穿透,需要制备SiO、SiO x、Al2O3等薄膜,密封聚合物的空隙。
其他的卷绕薄膜的应用,如光学上的干涉光片、柔性印刷电路、磁记录薄膜以及显示用的透明导电薄膜等。
卷绕张力控制系统的建模及张力观测器的设计
卷绕张力控制系统的建模:
1. 对于卷绕系统中的驱动和卷取部分,可以建立一个传感器为输入,输出为高精度电机转速和电机转矩的传递函数模型。
2. 对于张力感知系统,可以通过负载单元和力传感器建立一个力传递函数模型,将输出转化为张力信号。
3. 将以上传递函数模型组合在一起,可以建立卷绕张力控制系统的整体传递函数模型,从而实现对系统的建模。
张力观测器的设计:
1. 设计接近式张力传感器:通过安装在卷绕轴承处,测量轴承支撑轮轮轴的位移,进而计算轮轴上的张力值。
2. 设计压电式张力传感器:通过利用压电效应原理,将轴承支撑轮施加的压力转化为电信号,测量轴承支撑轮轴承的张力值。
3. 设计毫米波雷达式张力传感器:通过使用毫米波技术,测量工作区域内物体的距离,并通过信号处理计算出轴承支撑轮上的张力值。
4. 将张力传感器的输出信号与卷绕系统输入信号进行比较,通过PID控制算法实现对张力的精确控制。
书山有路勤为径,学海无涯苦作舟
真空卷绕镀膜技术研究进展
本文从系统结构、参数控制和镀膜方式等综述了真空卷绕镀膜技术研究进展。
按结构可分为单室、双室和多室真空卷绕系统,后两者可解决开卷放气问题并分别控制卷绕和镀膜室各自真空度。
卷绕张力控制分锥度、间接和直接控制模型,锥度控制模型可解决薄膜褶皱和径向力分布不均的问题;间接张力控制无需传感器,可用内置张力控制模块的矢量变频器代替;直接张力控制通过张力传感器精确测量张力值,但需惯性矩和角速度等多种参数。
真空卷绕镀膜主要有真空蒸发、磁控溅射等方式,可用于制备新型高折射率薄膜、石墨烯等纳米材料和柔性太阳能电池等半导体器件。
针对真空卷绕镀膜技术研究现状及向产业化过渡存在的问题,最后作了简要分析与展望。
真空卷绕镀膜(卷对卷)是在真空下应用不同方法在柔性基体上实现连续镀膜的一种技术。
它涵盖真空获得、机电控制、高精传动和表面分析等多方面内容。
其重点是,在保证镀膜质量前提下提高卷绕速率、控制镀膜稳定性及实施在线监控。
卷对卷技术成本低、易操作、与柔性基底相容、生产率高及可连续镀多层膜等优点。
第一台真空蒸发卷绕镀膜机1935 年制成,现可镀幅宽由500 至2500mm。
卷对卷技术应用由包装和装饰用膜,近年逐渐扩大至激光防伪膜、导电等功能薄膜方面,是未来柔性电子等行业的主流技术之一。
目前,国际前沿是研究不同制备工艺下功能薄膜特性并完善复合膜层制备。
卷绕镀膜机有向大型工业化和小型科研化方向发展的两种趋势,国内兰州真空设备、广东中环真空设备等公司多生产大型工业卷绕设备,国外如TW Graphics 和
1、真空卷绕镀膜设备分类真空卷对卷设备由抽真空、卷绕、镀膜和电气。
卷绕系统中的张力控制研究摘要:对卷绕系统中的收放卷张力控制进行了概述,针对张力的控制,提出了三种实用的解决方法,即应用张力传感器、超声波模块以及伺服电机,实现料带收放卷时的速度恒定,提高了产品质量。
最后对三种实现张力恒定方法的优缺点进行了比较分析。
关键词:卷绕系统;张力;控制在造纸、印刷、绷带、拉丝、轧钢等很多场合,为了提高产品的质量,要求保持材料张力的恒定,以纸卷为例,需要保持纸的张力恒定,也就是要保持纸的拉力恒定。
早期卷绕系统中的收放卷生产系统存在一些缺点,比如机械结构复杂、控制精度不高等,直接影响到工厂生产的正常效率和产品质量。
必须对卷绕系统的电气控制部分进行改造,使之具有先进可靠的控制和监测功能,以适应高效率安全生产的要求。
1卷绕系统中的张力控制概述张力控制广泛应用于各种卷壳及滚筒组成的卷绕生产线上,特别是印刷包装行业。
对卷绕机械来说,要实现良好的张力控制,建立一个数学模型进行分析是必要条件。
本文首先在物理定律的基础上给出一个比较精确的数学模型。
而对于一个性能优良的张力控制器来说,除了要采用更智能的控制策略外,良好的控制曲线设计可以取得事半功倍的效果,为此还给出了控制器的运行曲线,这些运行曲线在实际的运行中取得了良好的效果。
2张力控制的方法2.1张力传感器检测张力在简单的卷绕控制系统中,假设使用的执行结构是磁粉制动器(放卷侧)和磁粉离合器(收卷侧),只需手动改变接在线圈两端的电压,磁粉磁化程度发生变化,固定部件与运动部件之间的摩擦力发生变化,引起了运动部件的运动阻力变化,同时卷绕系统的材料张力就得到改变。
当张力的精度要求高时,可通过张力传感器、PID控制器、磁粉制动器(或磁粉离合器)等组成闭环控制系统,或者是张力传感器、PID控制器以及变频器、电动机组成闭环控制系统,另外还可在卷绕系统中加入触摸屏用于全线生产速度和全部工艺参数的设定。
PID控制器可由PLC的内部模块或者PID指令设定。
变频器(Variable-frequencyDrive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。
真空镀膜机电气控制系统设计摘要本文所研究的真空镀膜机是一种蒸发式卷绕系统的镀膜机,主要应用于PET、OPP、BOPP等塑料薄膜上蒸镀金属膜,也可应用于生产镀铝、镀锌铝或镀银锌铝电容膜。
其总体结构主要由真空系统、卷绕系统、蒸镀系统及电控系统组成,通过PLC来实现对真空系统的各种泵、阀门等开关量的控制,通过三菱触摸屏实现后台管理、各种工艺参数的设定及控制功能,自动化程度较高,有利于生产效率的提高。
该电气控制系统主控单元是采用三菱PLC的FX系列的通过三菱触摸屏设置对纸张力、电机速度、蒸发舟的状态和蒸发量等工艺要求参数的控制,同时具有故障报警、保护路线的功能,由RS232/485串行接口、A/D转换模块和控制器等实现各种参数的传输、信息处理、检测控制功能。
文中首先对镀膜机的真空系统和整个蒸镀工艺过程进行了分析;并建立了卷绕系统中放卷、收卷的张力控制模型,找出影响张力的相关因素,并采用了模糊自适应整定PID控制算法作为卷绕系统张力控制策略,结果显示比传统的PID 控制效果好,适应性强;同时完成了控制系统软、硬件结构的论证分析和设计,设计过程中采用三菱PLC仿真软件对电气控制系统进行了模拟仿真,并实现上位机与PLC的通讯功能,仿真结果显示,该真空镀膜机自动化程度高,模拟蒸镀效果好,保证了镀膜质量。
关键词:真空镀膜机;可编程控制器;张力控制;人机界面;AutoCAD2007ABSTRACTIn this paper, Vacuum coating machine, which is developed by this paper is an evaporation-type winding coating machine, mainly used in PET, OPP, BOPP and other plastic film evaporated metallic film, also can be used in the production of aluminum, galvanized aluminum or silver plated zinc aluminum capacitor film. The composition of its overall structure is mainly composed of a vacuum system, winding system, evaporation system and electric control system; On the one hand, through the PLC to control pump of the vacuum system ,valve switch and so on, on the other hand, through Mitsubishi touch screen to conduct back-stage management and control and set all kinds of Process parameters, this will improve the degree of automation and Is conducive to the improvement of production efficiency.The electric control system of main control unit is controlled by Mitsubishi FX series, through Mitsubishi touch screen to set and control evaporation process on paper tension, motor speed, evaporation boat required parameters, besides fault alarm, protection route function. By RS232/485 serial interface and A/D conversion module controller to achieve various parameters transmission, information processing, detection and control function.Firstly, the vacuum system for coating machine and the evaporation process are analyzed in this paper; and the winding system of roll and the roll tension control model is established, then finding out the relevant factors that affect tension, and adopt the fuzzy adaptive tuning PID control algorithm as the winding tension control system, the results showed that compared with the traditional PID control effect, the fuzzy adaptive tuning PID control algorithm is better and have strong adaptability; at the same time completing the proof analysis and design of the control system of soft, hardware structure, the design process of electrical control system is simulated by using PLC simulation software and Mitsubishi, realize the communication between host computer and PLC function, the simulation results show that the vacuum coating machine have high degree of automation, simulation evaporation effect is good and ensure the coating quality.Keywords: vacuum coating machine; programmable controller; tension control; man-machine interface; AutoCAD2007目录摘要 (I)ABSTRACT (II)目录.............................................................................................................................. I II 1 前言....................................................................................................................... - 1 -1.1课题研究背景.............................................................................................. - 1 -1.2真空镀膜机的发展趋势.............................................................................. - 1 -1.3研究目的...................................................................................................... - 2 -1.4研究内容...................................................................................................... - 2 -1.4.1电气控制系统.................................................................................... - 2 -1.4.2工艺参数的控制................................................................................ - 3 -2真空镀膜机的系统结构........................................................................................ - 5 -2.1镀膜工艺流程.............................................................................................. - 5 -2.1.1顺序控制............................................................................................ - 6 -2.1.2抽真空装置........................................................................................ - 7 -2.1.3工艺参数的输入与显示.................................................................... - 7 -2.2真空镀膜机电气控制系统方案设计.......................................................... - 8 -2.2.1控制系统整体方案设计.................................................................... - 8 -2.2.2控制系统整体方案论证.................................................................... - 9 -3真空镀膜机的控制系统硬件.............................................................................. - 11 -3.1.可编程控制器PLC简介 .......................................................................... - 11 -3.1.1可编程控制器的定义...................................................................... - 11 -3.1.2可编程控制器的工作原理.............................................................. - 12 -3.1.3可编程控制器的主要特点.............................................................. - 12 -3.2.硬件设计方案与论证................................................................................ - 13 -3.2.1硬件设计的技术要求...................................................................... - 13 -3.2.2 PLC型号选择方案与论证 ............................................................. - 13 -3.2.3 PLC主机选择方案与论证 ............................................................. - 14 -3.2.4模拟量输入/输出的选择方案与论证 ............................................ - 15 -3.2.5 PLC控制单元的设计方案 ............................................................. - 16 -3.2.6 PLC接口电路设计 ......................................................................... - 17 -3.3.触摸屏简介................................................................................................ - 18 -3.3.1触摸屏的技术简介.......................................................................... - 18 -3.3.2触摸屏与PLC的连接 .................................................................... - 18 -3.4卷绕系统设计............................................................................................ - 19 -3.4.1卷绕系统介绍.................................................................................. - 20 -3.4.2收放卷张力控制系统结构.............................................................. - 21 -3.4.3张力控制方法.................................................................................. - 21 -3.4.4张力执行元件.................................................................................. - 22 -3.4.5送丝系统简介.................................................................................. - 23 -4 PLC程序设计 ..................................................................................................... - 25 -4.1.PLC编程思想 ........................................................................................... - 25 -4.1.PLC程序调试 ........................................................................................... - 26 -结论......................................................................................................................... - 28 -参考文献................................................................................................................. - 29 -致谢......................................................................................................................... - 31 -1 前言1.1 课题研究背景我国真空镀膜的设备研究是开始于20世纪50年代,当时我国研制了各种蒸发式真空镀膜设备,满足了光学事业发展的需要,进入上世纪70年代,由于国民经济各种领域的需要,各种真空镀膜设备开始长足的发展。
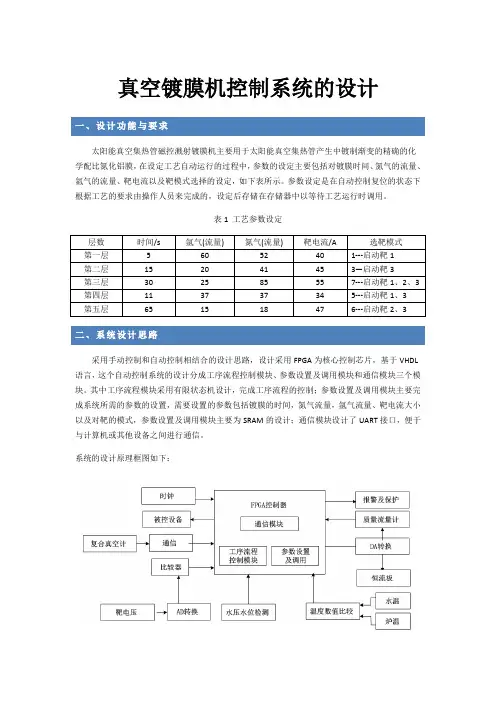
真空镀膜机控制系统的设计太阳能真空集热管磁控溅射镀膜机主要用于太阳能真空集热管产生中镀制渐变的精确的化学配比氮化铝膜,在设定工艺自动运行的过程中,参数的设定主要包括对镀膜时间、氮气的流量、氩气的流量、靶电流以及靶模式选择的设定,如下表所示。
参数设定是在自动控制复位的状态下根据工艺的要求由操作人员来完成的,设定后存储在存储器中以等待工艺运行时调用。
表1工艺参数设定采用手动控制和自动控制相结合的设计思路,设计采用FPGA为核心控制芯片,基于VHDL 语言,这个自动控制系统的设计分成工序流程控制模块、参数设置及调用模块和通信模块三个模块.其中工序流程模块采用有限状态机设计,完成工序流程的控制;参数设置及调用模块主要完成系统所需的参数的设置,需要设置的参数包括镀膜的时间,氮气流量,氩气流量、靶电流大小以及对靶的模式,参数设置及调用模块主要为SRAM的设计;通信模块设计了UART接口,便于与计算机或其他设备之间进行通信。
系统的设计原理框图如下:图1:系统原理框图3。
1工序控制流程模块:用状态机来设计,状态机是数字设计的重要组成部分,是实现高效率,高可靠逻辑控制的重要途径.此模块采用MOORE状态机来描述,其状态机的状态转移图如下图所示,其中包好了17个状态,即包含了整个工序控制的流程,没有标明条件的是一种“无条件”转换。
图2:工序自动运行的状态转移图1。
自动控制模块的功能仿真及分析如图3所示,在复位信号reset变为高电平(reset=’1’)后,开自动运行(atom_hand='1'),接着自动运行工序;开机械泵(machinpump=’1’),开预抽阀(beforeluntvalve='1’),判断真空度1(vacuity=’1'时);关预抽阀(beforeluntvalve=’0’),开前级阀(prevalve=’1’),开高阀(highvalve=’1'),关维持阀(naintainvalve=’0'),关维持泵(maintainpump=’0’),判断真空度2(vacuity2=’1'时);关光闸阀(lightbarriervalve=’1’),开截止阀(cutvalve='1’),判断真空度3(vacuity3='1’时);开氮气控制(nitrogenontrol='1')和氩气控制(argoncontrol=’1’),开工件旋转(workpiecerun='1'),开靶运行(buttrun=’1’),加靶电流(buttcurrent1、2、3),自动运行(crafrun=’1’);运行完毕后,开充气阀(aeratevalve=’1’),开门信号(onoffdoor='1’),取工件,进行下一个工序;图3:自动控制系统模块的功能仿真(1)图3:自动控制系统模块的功能仿真zoomout(2)由于此程序较长,具体的程序设计见附录。
卷绕系统中的张力递减控制引言卷绕系统是一种常见的工业自动化设备,广泛应用于纺织、印刷、包装等行业。
在卷绕过程中,张力控制是至关重要的一环。
过高或过低的张力都会导致卷取不均匀、紧张或松弛的问题,影响产品质量。
张力递减控制是卷绕系统中一种常见的技术手段,本文将对该技术进行深入的探讨。
张力递减的原因在卷绕过程中,张力递减是由于卷取直径的增加所导致的。
当卷取直径增加时,同样长度的材料被卷绕在更大的卷轴上,张力会逐渐减小。
这是因为在卷绕系统中,对材料施加的张力是由张力控制系统通过电机或气缸等机械设备实现的,而这些机械设备对材料施加的力度是固定的。
因此,当卷轴直径增大时,同样的力度作用在更大的卷轴上,导致单位长度上的张力减小。
张力递减控制的重要性张力递减控制对于卷绕系统的正常运行和产品质量的保证至关重要。
保证卷取质量过高或过低的张力都会导致卷取不均匀、紧张或松弛的问题,影响产品质量。
适当的张力递减控制可以使卷取材料紧密结合,保证产品的表面质量和强度。
避免材料破损如果在卷绕过程中,张力突然减小或变得不稳定,会导致材料断裂或破损。
张力递减控制可以保持稳定的张力,避免材料的破损,减少停机时间和材料的浪费。
提高生产效率合理的张力递减控制可以提高卷绕系统的生产效率。
通过减小张力递减的速率,可以延长换卷的周期,减少停机时间,提高设备利用率和生产效率。
张力递减控制的方法张力递减控制是通过控制卷取直径和调整张力控制系统来实现的。
以下是一些常用的方法:传感器测量利用张力传感器测量卷取过程中的张力,并实时反馈给张力控制系统。
通过对测量数据的分析和处理,可以控制张力的递减速率,保持稳定的张力。
PID控制PID控制器是一种常用的控制器类型,通过对测量误差的比例、积分和微分进行加权和调节,实现对张力的控制。
在张力递减控制中,可以根据卷取直径的变化,动态调整PID控制器的参数,使得张力能够随着卷取直径的增加适当地递减。
卷取直径的测量和预测卷取直径的测量和预测是实现张力递减控制的关键。
真空卷绕镀膜机控制系统的研究与开发真空卷绕镀膜机控制系统的研究与开发摘要:随着科学技术的不断发展,真空卷绕镀膜技术在各个行业中得到了广泛的应用。
控制系统作为真空卷绕镀膜机的重要组成部分,对提高设备性能和稳定性起着关键作用。
本文主要针对真空卷绕镀膜机的控制系统展开研究与开发,通过对控制算法、传感器装置和人机界面等方面的优化与改进,实现了真空卷绕镀膜机的精准控制和稳定运行。
一、引言真空卷绕镀膜技术是一种常用的表面处理技术,广泛应用于电子、光电、化工等领域。
真空卷绕镀膜机作为该技术的关键设备之一,主要负责将材料在真空环境下进行卷绕和涂覆,以实现薄膜的均匀覆盖。
在卷绕镀膜过程中,控制系统起着至关重要的作用,它能够对设备的运行状态进行监测和控制,确保卷绕镀膜的质量和效率。
二、卷绕镀膜机的控制系统卷绕镀膜机的控制系统主要由控制器、传感器和执行器组成。
其中,控制器负责对设备的运行参数进行控制和调整,传感器用于实时监测设备的运行状态,而执行器则根据控制信号调整设备的机械运动。
1. 控制算法在真空卷绕镀膜机的控制系统中,控制算法的设计对于设备的性能和稳定性具有重要意义。
常用的控制算法有PID控制算法、模糊控制算法和神经网络控制算法等。
针对卷绕镀膜机的特点,我们可以结合控制对象的数学模型,选择合适的控制算法,通过调整控制参数,实现对设备动态过程的精确控制。
2. 传感器装置传感器装置是卷绕镀膜机控制系统中不可缺少的部分,它主要用于感知和采集关键参数的变化情况。
常用的传感器包括温度传感器、压力传感器、涂层厚度传感器等。
通过这些传感器的实时监测,可以及时发现设备运行中的异常情况,并及时采取相应的控制措施,确保卷绕镀膜的质量。
3. 人机界面人机界面是卷绕镀膜机控制系统中的重要环节,它负责与操作人员进行交互,使得操作人员可以方便地监控设备运行状态和进行相应的操作。
合理设计人机界面,使其具备直观、友好的特点,可以提高设备的操作效率和控制精度。
卷绕机构张力设定方法的研究与实现吴 峻(东南大学仪器科学与工程系 南京 210096)摘 要:提出采用平面接触型蜗卷弹簧的摆杆———弹簧机构,实现初始张力值设定,并在实验室样机设计中得以实现。
该机构具有较好的动态特性,满足了系统要求。
关键词:卷绕机构 张力设定 蜗卷 弹簧 动态特性中图分类号:H112.5文献标识码:A文章编号:1004-4507(1999)03-0015-031 引言 张力设定机构是各类用于复卷带状材料和线材类的生产设备中不可缺少的组成部分,它为卷绕过程提供初始的张力值,一般在卷绕过程中,要求能保持设定值不变或按一定的规律变化。
张力设定有多种方式,常见的有机械式、电器式和数字式3种设定方法。
机械式张力设定方法通常采用弹簧来实现,弹簧的伸长量确定后,张力值也就确定了。
改变弹簧的弹力可以改变张力的设定值,设定的精度取决于弹簧的弹性系数。
电器式张力设定方法通常采用力矩电机来实现,由电机的特性知道,张力与力矩电机电枢电压成线性关系,这样,张力设定就可用调节电机电枢电压的方法实现。
数字式张力设定方法是将张力设定值转换为数字量,存放在计算机某存储单元内,在系统运行过程中,把张力检测传感器检测到的张力值经A/D转换后,将此数字量与原设定数字量相比较。
这种设定方法没有误差,设定值在系统运行过程中不会改变,而且,也不受环境、温度、时间等变化的影响。
在生产电容器的卷绕机中,也存在初始张力的设定问题。
电容器卷绕机的工作特点是启动、制动频繁,且张力波动因素很多,无法预测和预先消除。
因此,波动的情况会经常发生。
这就要求张力设定机构除了能提供初始的张力设定值外,必须要具有较好的动态特性。
本文结合某小型金属化膜电容器卷绕机的研制要求,提出了一种采用平面接触型蜗卷弹簧的摆杆———弹簧机构来实现初始张力值的设定方法,以满足系统的要求。
2 张力设定法原理 对张力设定机构中弹簧的要求,一方面是载荷与变形要成线性关系,另一方面是要有较好的减振缓冲特性。