常用-钻头和批头-介绍
- 格式:ppt
- 大小:10.61 MB
- 文档页数:31

手电钻:各种类型的批头、钻头,你用对了吗?电动工具的普及,现在很多朋友们家里都有一把手电钻了,老司机们可能对于电钻的使用技巧比较熟络了,但是还是有很多朋友还是遇到一些问题!为什么同样一把手电钻,用起来就是跟别人不一样呢?接下来,小弟就给大家简单介绍一下!1.批头(安装在手钻上用于拆装螺丝的头子)十字ph批头一字批头内六角批头在使用手电钻拆装螺丝的时候,选择正确的批头非常重要!首先是大小型号,要根据自己的螺丝大小选择对应大小型号的批头,这样在使用过程中,不会出现批头和螺丝的牙齿部位打滑空转的情况,不然非常容易把螺丝拧花!标准的批头本体上面会印上大小,比如十字的批头会印上ph0,ph1这种字样,ph代表的则是十字型号的批头,后面的数字代表的则是他的大小!Ph0:螺丝刀刀头直径约3.0mm,用于M1.6-M2的螺丝;Ph1:螺丝刀刀头直径约5.0mm,用于daoM2-M3的螺丝;Ph2:螺丝刀刀头直径约6.5mm,用于M3.5-M5的螺丝;Ph3:螺丝刀刀头直径约8mm,(用于特大号十字螺丝)。
通常,对于一般人来说,会把十字螺丝叫成梅花螺丝(小的时候父亲就是这么叫的),但是实际上,对于工具行业来说,梅花螺丝并不是十字螺丝,而是六角星形状的螺丝批头!梅花螺丝批头除了大小型号用对之外,对于批头最重要的就是它的材质了!普通的批头大多采用的是铬钒钢Cr-V,铬钒钢Cr-V是加入铬(Cr)、钒(V)合金元素的合金工具钢,这种材质具有良好的强度和韧性,价格适中,应用较为普遍。
优质的批头采用的是铬钼钢(Cr-Mo)。
铬钼钢(Cr-Mo)是铬(Cr)、钼(Mo)及铁(Fe)、碳(C)的合金,耐冲击性能优秀,其强度和韧性优秀,综合性能优于铬钒钢。
顶级的批头采用的是进口S-2工具钢。
S2工具钢是碳(C),硅(Si),锰(Mn),铬(Cr),钼(Mo),钒(V )的合金。
这种合金是优秀的耐冲击工具钢,强度和韧性非常优秀,综合性能优于铬钼钢,是高端的工具用钢。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。

这还是你认识的“钻”吗?对钻你了解多少?看看这些是你认识的钻么?麻花钻、扁头钻、中心钻、套料钻机械加工中常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头的种类依构造分类整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
依钻枘分类直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。
锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
钻头的材质类别钻头的材质一般分为HSS,HSS含钴、粉末HSS,钨钢钻头,以上钻头材料硬度逐级升高,一般情况下钻头的硬度大于工件的硬度3倍以上就可以了,当然钻头的表面硬度大于工件表面硬度越高越好,钻头的寿命就越长。
钻头材质选用木质材料钻孔在木质材料上钻孔,配合使用木工钻头,木工钻头切销量大,对刀具硬度要求不高,刀具材料一般为一般高速钢(HSS)。
金属材料钻孔在一般金属材料(合金钢,非合金钢,铸铁,铸钢,有色金属)上钻孔,配合使用金工钻头,钻头材质一般是高速钢(高级刀具含元素钴HSS-Co)。
瓷砖材料钻孔在硬度更高的瓷砖及玻璃上钻孔使用瓷砖钻头,刀具材料为钨碳合金,因刀具硬度较高,韧性差,需要注意低速和无冲击使用。
钻孔精度提高的方法刃磨好钻头是一切的开始刃磨的钻头除了保正顶角、后角、横刃斜角准确,两主切削刃长度持平且与钻头中心线对称、两主后刀面光滑外,为便于定心和减小孔壁的粗糙,还应对横刃和主切削刃做恰当修磨(最好先在砂轮机上粗磨,再在油石上精修)。
准确划线是基础用高度尺准确划线,首要应保正标准准确,划线时使划针角与工件划线平面之间构成40~60度的夹角(沿划线方向),使划出的线条清楚均匀。
要留心划线基准面的选择,基准面要加工准确,要保证自身的平面度及与相邻面的垂直度。
孔位十字线划出后,为保证钻孔时便于找正,运用中心冲在十字线上冲出中心点(要求冲点要小,方位要准)。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。

钻头种类介绍,你选对了吗?钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK或高速钢SKH2、SKH3等材料,经铣制或滚制再经淬火热处理后磨制而成,用于金属或其它材料上之钻孔加工。
它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
钻头依照不同种类可以划分为以下几种:A、依构造分类1、整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
2、端焊式钻头:钻顶部位由碳化物焊接而成。
B、依钻枘分类1、直柄钻头:钻头直径于φ 13.0mm以下皆采用直柄。
2、锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
C、依用途分类1、中心钻头:一般用于钻孔前打中心点用,前端锥面有60°、75°、90°等。
2、麻花钻头:工业制造上使用最广泛的一种钻头。
3、超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
4、油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份以带走热量及切屑,使用此钻头一般工作物旋转而钻头静止。
5、深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为直槽型,在圆管中切除四分之一强的部份以产生刃口排屑。
6、钻头铰刀:前端为钻头,后端为铰刀。
钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。
7、锥度钻头:当加工模具进料口时可使用锥度钻头。
8、圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有直径较小之部分称为道杆。
9、圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°、60°等。
我们使用的倒角刀就是圆锥孔钻头的其中一种。
10、三角钻头:一种电钻所使用之钻头,其钻柄制成三角形之面使夹头可确实固定钻头。
钻头材质选用准则:钻孔操作本质上讲是一种切削加工,完成切削加工需要满足的前提条件:刀具材料的硬度必须高于被加工材料的硬度。
钻头的材质类别:钻头的材质一般分为HSS,HSS含钴、粉末HSS,钨钢钻头,以上钻头材料硬度逐级升高,正常情况下看钻头可否钻不钻得动工件或耐磨性,可把钻头的硬度和工件的硬度转化成HV韦氏硬度,如果钻头的硬度大于工件的硬度3倍以上就可以了,当然钻头的表面硬度大于工件表面硬度越高越好,钻头的寿命就越长;钻头材质选用:在木质材料上钻孔,配合使用木工钻头,木工钻头切销量大,对刀具硬度要求不高,刀具材料一般为一般高速钢(HSS)。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回炽热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用X围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之局部称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔考前须知1. 钻头使用后,应立即检查有无破损,钝化等不良情形假设有应立即加以研磨、修整;2. 存放时,钻头应对号入座,那么以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以防止钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点防止钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交穿插孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停顿的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。

钻头的种类及用途钻头怎么磨好用钻头顾名思义指的是用来进行钻孔或者扩孔的刀具,这种钻头一般是采用金属材质制造的,是用以在实体材料上钻削出通孔或盲孔的刀具。
那么钻头种类和用途是什么?钻头刃磨技巧、钻头的使用、钻头的维护保养有该怎样做呢?钻头顾名思义指的是用来进行钻孔或者扩孔的刀具,这种钻头一般是采用金属材质制造的,是用以在实体材料上钻削出通孔或盲孔的刀具。
一种钻头,包括一个刀杆⑴,刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头的种类及用途麻花钻麻花钻是应用最广的孔加工刀具。
通常直径范围为0.25~80毫米。
它主要由钻头工作部分和柄部构成。
工作部分有两条螺旋形的沟槽,形似麻花,因而得名。
为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。
麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。
螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。
标准麻花钻的切削部分顶角为118,横刃斜角为40°~60°,后角为8°~20°。
由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。
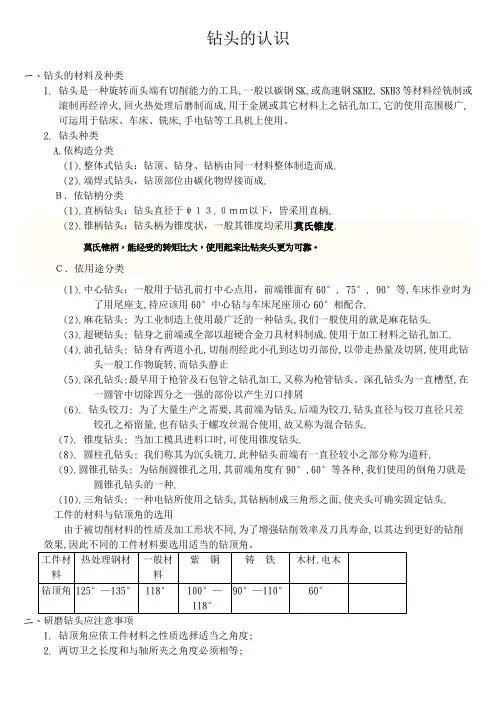
钻头的认识一、钻头的材料及种类1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2.钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.莫氏锥柄,能经受的转矩比大,使用起来比钻夹头更为可靠。
C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.工件的材料与钻顶角的选用由于被切削材料的性质及加工形状不同,为了增强钻削效率及刀具寿命,以其达到更好的钻削效果,因此不同的工件材料要选用适当的钻顶角。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
电钻头的种类和用法电钻头是一种常见的电动工具,广泛应用于家庭装修、建筑施工、木工制作等领域。
不同种类的电钻头适用于不同的材料和工作场景,下面将介绍几种常见的电钻头及其用法。
1. 木工钻头木工钻头是一种专门用于钻孔木材的电钻头。
它通常由高速钢或碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
木工钻头的直径通常在1-20毫米之间,可以根据需要选择不同的规格。
在使用木工钻头时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
2. 金属钻头金属钻头是一种专门用于钻孔金属的电钻头。
它通常由高速钢或碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
金属钻头的直径通常在1-13毫米之间,可以根据需要选择不同的规格。
在使用金属钻头时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
3. 瓷砖钻头瓷砖钻头是一种专门用于钻孔瓷砖、陶瓷等硬质材料的电钻头。
它通常由碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
瓷砖钻头的直径通常在3-12毫米之间,可以根据需要选择不同的规格。
在使用瓷砖钻头时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
4. 钻孔锥钻孔锥是一种用于扩大钻孔直径的电钻头。
它通常由高速钢或碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
钻孔锥的直径范围较大,可以根据需要选择不同的规格。
在使用钻孔锥时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
5. 打孔器打孔器是一种用于打孔的电钻头。
它通常由高速钢或碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
打孔器的直径范围较大,可以根据需要选择不同的规格。
在使用打孔器时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
6. 镗孔器镗孔器是一种用于加工孔内表面的电钻头。
它通常由高速钢或碳化钨制成,具有锋利的切削边缘和良好的耐磨性。
镗孔器的直径范围较大,可以根据需要选择不同的规格。
在使用镗孔器时,应注意保持钻头垂直于工作面,避免过度施力,以免损坏钻头或工件。
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。