铣削加工实例
- 格式:ppt
- 大小:2.47 MB
- 文档页数:58
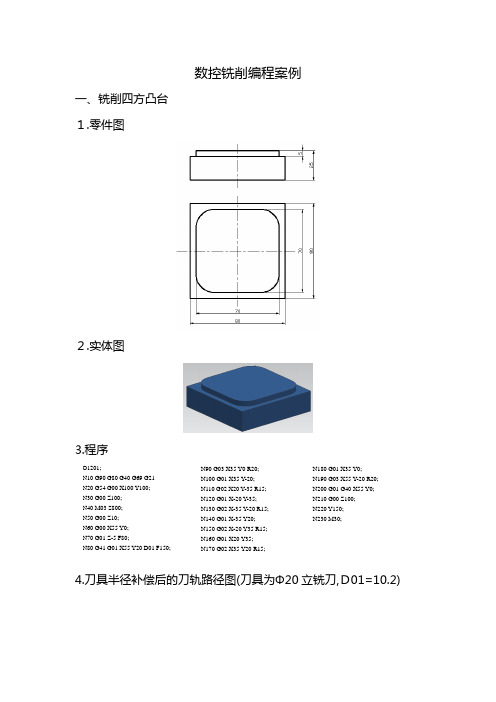
数控铣削编程案例一、铣削四方凸台 1.零件图2.实体图3.程序4.刀具半径补偿后的刀轨路径图(刀具为Φ20立铣刀,D01=10.2)O1201;N10 G90 G80 G40 G69 G21N20 G54 G00 X100 Y100; N30 G00 Z100; N40 M03 S800; N50 G00 Z10;N60 G00 X55 Y0;N70 G01 Z-5 F80; N80 G41 G01 X55 Y20 D01 F150;N90 G03 X35 Y0 R20; N100 G01 X35 Y-20; N110 G02 X20 Y-35 R15; N120 G01 X-20 Y-35; N130 G02 X-35 Y-20 R15; N140 G01 X-35 Y20; N150 G02 X-20 Y35 R15; N160 G01 X20 Y35; N170 G02 X35 Y20 R15;N180 G01 X35 Y0; N190 G03 X55 Y-20 R20; N200 G01 G40 X55 Y0; N210 G00 Z100; N220 Y150; N230 M30;5.仿真加工结果图1.零件图2.实体图如图所示计算A点坐标:AB/OA=SIN600 AB=30.311A 点坐标值为(17.5,30.311) 4.程序5. 刀具半径补偿后的刀轨路径图(刀具为Φ35立铣刀,D01=17.5)6. 仿真加工结果图O1202;N10 G90 G80 G40 G69 G21N20 G54 G00 X100 Y100; N30 G00 Z100;N40 M03 S800;N50 G00 Z10;N60 G00 X0 Y-50.311;N70 G01 Z-5 F80;N80 G41 G01 X20 Y-50.311 D01 F150;N90 G03 X0 Y-30.311 R20; N100 G01 X-17.5 Y-30.311; N110 G01 X-35 Y0 ; N120 G01 X-17.5 Y30.311; N130 G01 X17.5 Y30.311; N140 G01 X35 Y0; N150 G01 X17.5 Y-30.311; N160 G01 X0 Y-30.311; N170 G03 X-20 Y-50.311 R20;N180 G01 G40 X0 Y-50.311; N190 G00 Z100; N200 Y150; N210 M30三、铣削对称轮廓 1.零件图2.实体图3.程序4. 刀具半径补偿后的刀轨路径图O1203; 主程序N10 G90 G80 G40 G69 G21 N20 G54 G00 X100 Y100; N30 G00 Z100; N40 M03 S600; N50 G00 Z10; N60 G00 X-50 Y-60;N70 G01 Z-5 F80;N80 G41 G01 X-30 Y-60 D01 F150;N90 M98 P0301; N100 G90 G01 Z10; N110 G00 G40 X0 Y-60 ; N120 G01 Z-5 F80;N121 G01 X10 Y-60 D01 F150; N130 M98 P0301; N140 G01 G40 X0 Y-60; N150 G90 G00 Z100; N160 Y150;N170 M30; O0301; 子程序 N10 G91 G01 X0 Y80; N20 G02 X20 Y0 R10; N30 G01 X0 Y-45; N40 G01 X-30 Y0 N50 M995.仿真结果四、铣削四方型腔1.零件图2.实体图3.程序4. 刀具半径补偿后的刀轨路径图5.仿真结果O1204N10 G90 G80 G40 G69 G21;N20 G54 G00 X100 Y100;N30 G00 Z100;N40 M03 S600; N50 G00 Z10; N60 G00 X20 Y0; N70 G01 Z-5 F80;N80 G41 G01 X20 Y10 D01 F150;N90 G03 X10 Y0 R10;N100 G01 X10 Y-5;N110 G02 X5 Y-10 R5; N120 G01 X-5 Y-10; N130 G02 X-10 Y-5 R5; N140 G01 X-10 Y5; N150 G02 X-5 Y10 R5; N160 G01 X5 Y10; N170 G02 X10 Y5 R5; N180 G01 X10 Y0; N190 G03 X20 Y-10 R10; N200 G01 G40 X20 Y0;N210 G41 G01 X20 Y-10 D01 F150; N220 G03 X30 Y0 R10; N230 G01 X30 Y20; N240 G03 X20 Y30 R10; N250 G01 X-20 Y30; N260 G03 X-30 Y20 R10; N270 G01 X-30 Y-20; N280 G03 X-20 Y-30 R10; N290 G01 X20 Y-30; N300 G03 X30 Y-20 R10;N310 G01 X30 Y0; N320 G03 X20 Y10 R10; N330 G01 G40 X20 Y0; N340 G00 Z100; N350 Y150; N360 M30;五、铣削图形旋转1.零件图2.实体图3.程序4. 刀具半径补偿后的刀轨路径图(刀具直径Φ15mm )5.仿真结果六、铣削型腔槽板 1.零件图O1205N10 G90 G80 G40 G69 G21; N20 G54 G00 X100 Y100; N30 G00 Z100; N40 M03 S600; N50 G00 Z10; N60 G00 X6 Y0; N70 G01 Z-10 F80;N80 G41 G01 X6 Y-10 D01 F150; N90 G03 X16 Y0 R10; N100 G03 X16 Y0 I-16 J0;N110 G03 X6 Y10 R10; N120 G01 G40 X6 Y0; N130 G01 Z-5; N140M98 P0501 N150 G68 X0 Y0 R90 N160 M98 P0501 N170 G68 X0 YO R180 N180 M98 P0501 N190 G68 X0 Y0 R270 N200 M98 P0501N210 G69 N220 G00 Z100 N230 Y150; N240 M30; O0501 N10 G01 X0 Y0N20 G01 G41 X0 Y-9 D01 N30 G01 X28 Y-9 N40 G03 X28 Y9 R9 N50G01 X0 Y9N60 G01 G40 X0 Y0 N70 M992.实体图3.七、铣削图形镜像与缩放1.零件图2.实体图3.。
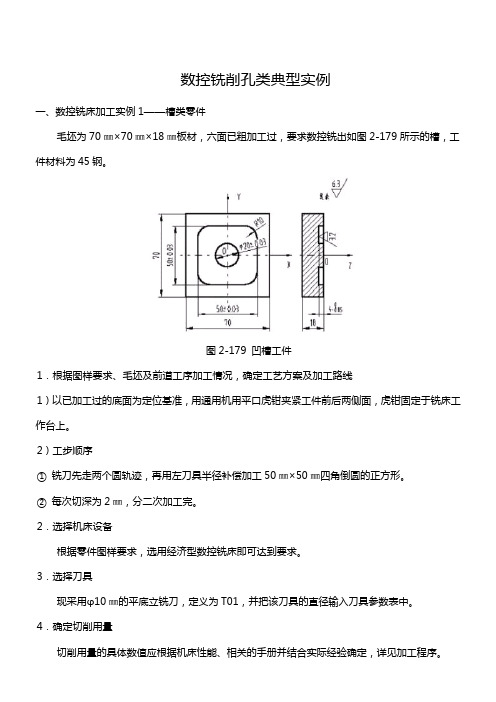
数控铣削孔类典型实例一、数控铣床加工实例1——槽类零件毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图2-179所示的槽,工件材料为45钢。
图2-179 凹槽工件1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用机用平口虎钳夹紧工件前后两侧面,虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件上表面为工件原点,建立工件坐标系,如图2-118所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完。
为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下:O0001;主程序N0010 G90 G00Z2.S800T01M03;N0020X15.Y0M08;N0030G01 Z-2. F80;N0040M98 P0010;调一次子程序,槽深为2㎜N0050G01Z-4.F80;N0060M98 P0010; 再调一次子程序,槽深为4mmN0070G00 Z2.N0080 G00X0Y0Z150. M09;N0090M02主程序结束O0010 子程序N0010G03X15.Y0I-15.J0;N0020G01X20.;N0030G03X20.YO I-20.J0;N0040G41G01X25.Y15.;左刀补铣四角倒圆的正方形N0050G03X15.Y25.I-10.J0;N0060G01X-15.;N0070G03X-25.Y15.I0J-10.;N0080G01Y-15.N0090G03X-15.Y-25.I10.J0;N0100G01X15.;N0110G03X25.Y-15.I0J10.;N0120G01Y0;N0130G40G01X15.Y0; 左刀补取消N0140 M99;子程序结束7.程序的输入(参见模块四具体操作步骤)8.试运行(参见模块四具体操作步骤)9.对刀(参见模块四具体操作步骤)10.加工选择“自动方式”,按“启动”开始加工。


铣削加工简述一、铣削加工概述在铣床上用铣刀加工工件叫铣削,是金属切削加工中常用的方法之一。
铣削加工的精度为IT9~IT8,表面粗糙度Ra值为1.6~6.3μm。
铣削可用于加工平面、沟漕、V形槽、T形槽、螺旋槽、燕尾槽及成型表面,还可用于钻孔、加工齿轮和镗孔等,一些典型的铣削加工如图6.30所示。
铣削时,铣刀旋转,做主运动;工作台带动工件移动,做进给运动。
(1)铣削刃速度vc切削刃选定点相对于工件主运动的瞬时速度,一般指铣刀最大直径处的线速度(m/s或m/min)。
(2)进给量f工件在进给的方向上,相对刀具的位移量,有三种表述和量度方法。
:铣刀每转过一个齿时,工件相对铣刀沿进给方向的位移(mm①每齿进给量fz/z)。
②每转进给量f:铣刀每1转工件相对于铣刀沿进给方向的位移(mm/r)。
:每分钟工件相对铣刀沿进给方向的位移(mm/min)。
③每分进给量vf。
铣床标牌上所标出的进给量为每分进给量vf图6.30 铣削加工(3)背吃刀量ap平行于铣刀轴线方向测量的切削层尺寸,即铣削深度(mm)。
(4)侧吃刀量ac垂直于铣刀轴线方向的切削层尺寸,即铣削宽度(mm)。
铣刀是多刃刀具。
铣削中,每个刀齿依次切削工件,大部分时间在散热冷却,因此,可以选用较高的切削速度,获得较高的生产率。
但铣削过程不平稳,有一定的冲击和振动。
二、铣床简介1.机床的型号铣床的型号和车床相似,是由汉语拼音和阿拉伯数字组成,比如型号X6132:X表示铣床类别代号;6表示卧式升降台铣床;1表示万能升降台铣床;32表示工作台工作面宽度的1/10,即320mm。
再如型号X5032:X表示铣床类机床,50表示立式升降台铣床,32表示工作台面宽度的1/10,即320mm。
2.常用的机床铣床有许多品种,如:卧式铣床、立式铣床、工具铣床、龙门铣床、键槽铣床、仿形铣床、数控铣床等。
(1)卧式铣床卧式铣床是铣床中应用最多的一种,它的主轴是水平放置的,与工作台面平行。

数控铣削加工综合实例加工如图10-1所示零件(单件生产),毛坯为80mm×80mm×19mm长方块(80mm×80mm四面及底面已加工),材料为45钢。
任务实施的具体方法及步骤1.分析零件图样该零件包含了平面、外形轮廓、型腔和孔的加工,孔的尺寸精度为IT8,其它表面尺寸精度要求不高,表面粗糙度全部为Ra3.2,没有形位公差项目的要求。
2.工艺分析1)加工方案的确定根据零件的要求,上表面采用端铣刀粗铣→精铣完成;其余表面采用立铣刀粗铣→精铣完成。
2)确定装夹方案该零件为单件生产,且零件外型为长方体,可选用平口虎钳装夹。
工件上表面高出钳口11mm左右。
3)确定加工工艺加工工艺见表10-1。
4)进给路线的确定(1)外轮廓粗、精加工走刀路线(2)型腔粗、精加工走刀路线(3)孔精加工走刀路线5)刀具及切削参数的确定10.2.2 参考程序编制1.工件坐标系的建立以图示的上表面中心作为G54工件坐标系原点。
2.基点坐标计算(略)3.参考程序1)上表面加工程序上表面采用面铣刀加工,其参考程序见表10-5。
表10-5 上表面加工参考程序2)外轮廓、孔、型腔粗加工程序外轮廓、孔、型腔粗加工采用立铣刀加工,其参考程序见表10-6至10-8。
表10-6 外轮廓、孔、型腔粗加工程序表10-7 外轮廓加工子程序表10-8 型腔加工子程序3)外轮廓、孔、型腔精加工程序外轮廓、孔、型腔精加工采用立铣刀加工,其参考程序见表10-9。
表10-9 外轮廓、孔、型腔精加工程序布置作业(时间:2分钟)10-2 练习编写图10-5所示零件加工工艺及程序,毛坯为80mm×80mm×19mm长方块(80mm×80mm四面及底面已加工),材料为45钢。
一铣削工艺实操案例1.三面刃铣刀铣直角沟槽现以图1所示工件为例,介绍在X6132卧式万能铣床上铣削直角沟槽的操作方法。
图1 铣直角沟槽图例(1)铣刀的选择及安装1)选择铣刀根据沟槽宽度要求,选用φ80mm×14mm直齿三面刃铣刀,并用千分尺测量铣刀宽度在14.05—14mm以内。
2)安装铣刀将铣刀安装在φ27mm长刀杆的中间位置后扳紧,为了防止铣刀安装后径向和端面圆跳动过大影响加工质量,可用百分表校正铣刀的径向和端面圆跳动在0.05mm之内。
校正时,将主轴转速调整到750r/min左右,主轴换向开关转换到停止位置,使百分表测头与铣刀的周边齿刃接触(约0.2mm),转动表盘使指针对准“0”位,用手逆时针方向转动刀杆,观看每一齿刃的最高点,其读数差值即为径向圆跳动量。
用同样方法校正端面圆跳动,若圆跳动过大,可松开刀杆螺母,检查刀杆及垫圈并擦净,重新安装后再进行校正。
直至端面、径向圆跳动在0.05mm以内。
3)选择铣削用量调整主轴转速n=75r/min;每分钟进给量υf=37.5mm/min。
(2)工件的装夹及找正1)安装及校正虎钳工件采用平口虎钳装夹,将虎钳安放在工作台中间位置,用百分表校正固定钳口与横向工作台进给方向平行后压紧。
2)装夹工件a 划线装夹前先用高度尺在工件上划出14mm对称槽宽线及12mm槽深线,并打上样冲眼。
b 装夹工件工件以左侧面为基准,靠在固定钳口上,垫适当高度的平行垫铁,使工件高出钳口约14mm,夹紧后用铜棒轻轻敲击工件,使之与平行垫铁贴紧。
(3)直角沟槽铣削步骤1)对刀a 按划线对刀移动工作台,使铣刀处于铣削部位,目测铣刀两侧刃与槽宽线相切。
开动机床,垂向缓缓上升,切出刀痕。
停机后,下降垂向工作台,观看切痕是否与两线重合,若有偏差则调整横向工作台。
b 侧面对刀在侧面上贴一张薄纸,移动工作台,使工件处于铣刀端面刃齿位置,开动机床,缓缓移动横向工作台使铣刀刚好擦到薄纸。
附件2:课题6:数控铣削综合加工实例(1)理论:1.掌握铣削加工的工艺知识;2.掌握综合件的编程思路。
技能:1.能编制综合件的加工程序;2.能熟练使用数控铣床仿真软件;3.能完成综合件仿真加工。
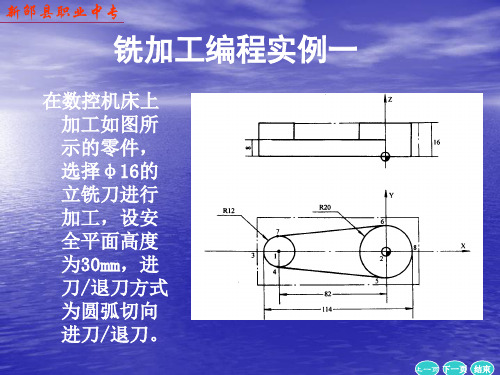
编制综合件的加工程序综合件仿真加工专业课(理实一体)讲授法、引导文教学法、案例教学法、示范法、练习法多媒体、网络或投影仪4/4 0杨丰回顾:铣削单项加工项目1.任务:加工要求、零件图2.相关知识:(1)工艺知识(2)编程知识3.项目实施4.小结课题6:综合加工(1)6.1任务:腰形槽底板的加工腰形槽底板如图8-1所示,按单件生产安排其数控铣削工艺,编写出加工程序。
毛坯尺寸为(100±0.027)mm×(80±0.023)mm×20 mm;长度方向侧面对宽度侧面及底面的垂直度公差为0.03;零件材料为45钢,表面粗糙度为Ra3.2。
6.2 任务决策和实施6.2.1 工艺(1)工艺分析工艺分析该零件包含了外形轮廓、圆形槽、腰形槽和孔的加工,有较高的尺寸精度和垂直度、对称度等形位精度要求。
编程前必须详细分析图纸中各部分的加工方法及走刀路线,选择合理的装夹方案和加工刀具,保证零件的加工精度要求。
外形轮廓中的50和60.73两尺寸的上偏差都为零,可不必将其转变为对称公差,直接通过调整刀补来达到公差要求;3×φ10孔尺寸精度和表面质量要求较高,并对C面有较高的垂直度要求,需要铰削加工,并注意以C面为定位基准;φ42圆形槽有较高的对称度要求,对刀时X、Y方向应采用寻边器碰双边,准确找到工件中心。
加工过程如下:①外轮廓的粗、精铣削,批量生产时,粗精加工刀具要分开,本例采用同一把刀具进行。
粗加工单边留0.2mm余量。
②加工3×φ10孔和垂直进刀工艺孔。
③圆形槽粗、精铣削,采用同一把刀具进行。
④腰形槽粗、精铣削,采用同一把刀具进行。
(2)刀具与工艺参数选择见表8-1、表8-2。