单梁箱形桥式起重机主梁设计
- 格式:doc
- 大小:912.63 KB
- 文档页数:22
1-电动机;2-制动器;3-带制动轮的半齿轮联轴器;4-浮动轴;5-半齿联轴器;6-减速器;7-车轮3.2选择车轮与轨道,并验算其强度按图3-2所示的重量分布,计算大车车轮的最大轮压和最小轮压图3-2 轮压计算图满载时,最大轮压:)(1-3 t 65.112015.2224104424e 24xc xc max =-⨯++-=-⋅++-=L L G Q G G P空载时,最大轮压:)(2-3 t 9.65.2215.22244424124xc xc max =-⋅+-=-⋅+-='L L G G G P 空载时,最小轮压:)(3-3 t 1.55.221244424124xc xc min =⨯+-=⋅+-='L G G G P 载荷率:417.02410==G Q (3-4)t 65.11max =Pt 9.6max='Pt 10.5min='P417.0=GQ图3-1 分别传动大车运行机构布置图3 457m加筋板的布置尺寸为了保证主梁截面中受压构件的局部稳定性,需要设置一些加筋构件如图4-3所示。
主梁端部大加筋板的间距:m 1a m 1.1h a ='=≈',取主梁端部(梯形部分)小加筋板的间距:m 5.02a a 1='=' (4-3) 主梁中部(矩形部分)大加筋板的间距:m 2a m 2.2~65.1h 2~5.1a ===,取)(主梁中部小加筋板的间距:若小车钢轨采用15P 轻轨,其对水平重心轴线x -x 的最小抗弯截面模数3min cm 7.47=W ,则根据连续梁由钢轨的弯曲强度条件求得加筋板间距(此时连续梁的支点即加筋板所在位置;使一个车轮轮压作用在两加筋板间距的中央):m 1a ='m 5.0a 1='m 2a =m 1a 1=图4-1 主梁中间截面尺 寸简图 图4-2 主梁支承截面 尺寸简图 图4-3 主梁截面图主梁水平最大弯矩式中:15.1=∏ψ—动力系数司机操控室的重量G为固定的集中载荷,重心作用位置到主梁一端的距离大约取ml8.2=。
绪论随着国民经济的发展,起重机械已成为许多部门必不可少的设备,在现代化大生产的条件下,随着工艺流程的机械化和自动化程度的不断提高,起重机械在生产过程中,从辅助设备逐渐成为连续生产流程中的一种专用设备。
在生产技术不断发展的条件下,起重机的种类越来越多,通用桥式起重机(俗称天车或行车)和门式起重机(又称龙门起重机)是其中被广泛应用的两种。
起重机是一种间歇动作的机械,其工作特点具有周期性,在每一个工作循环中,他的主要机构作一次正向及反向运动,每次循环包括物品的装载及卸载,搬运物品的行程和卸载后的空钩回程,前后两次装卸之间还包括辅助准备时间在内的短暂停歇。
在工作循环中,起重机各机构一般不同时开动,而是根据工作需要彼此协同工作的,但在一个循环中各机构都有自己的动作延续时间,此外,即使在开动阶段,机构的负载情况有带载和空载之分,即使是带载,载荷大小也有变化,另外操作熟练程度对机构的受力情况也有影响,操作不平稳会使构件带来冲击载荷,加剧疲劳,磨损或发热。
严重的可能导致事故,除上述工作条件外,还需考虑起重机的工作环境,如在高温车间,酸碱车间,都会影响机械的强度,为了充分估计这些情况和避免产生意外的后果,在设计、选择或效验起重机以及选择电动机和电器设备,必须从实际出发,根据不同的工作情况,应用不同的安全系数和许用应力,为此,要把起重机械根据忙闲程度和负荷情况分为不同的工作类型,但起重机械是由各机构组成的,起重机械在工作,也就是他的机构在运行,因而必须考虑到各机构的工作类型,由于这些机构的用途不同,工作时间长短也不同,(例如起升机构在装卸物品时,其他机构停歇不动),而且在工作过程中,各机构运行速度和所受载荷业不同,所以在同一起重机械中,各机构的运行速度和所受的载荷是不同的,因此,在设计计算各机构的零部件时,应根据零部件的工作类型分别进行,整体起重机械和金属结构的工作类型是根据主起升机构决定的,而且于他属于不同的同一种工作类型。
摘要我做的毕业设计课题是单梁桥式起重机。
单梁桥式起重机是一种轻型起重设备,它适用起重量为0.5~5 吨,适用跨度4.5~16.5米,工作环境温度C在-20℃到40℃范围内,适合于车间、仓库、露天堆场等处的物品装卸工作。
桥架由一根主梁和两根端梁刚接组成。
根据起重量和跨度,主梁采用普通工字钢和U形槽组合焊接形成。
主梁和端梁之间采用承载凸缘普通螺栓法兰连接。
提升机构采用CD型电葫芦。
此次设计的主要内容有:问题的提出、总体方案的构思,结构设计及对未知问题的探索和解决方案的初步设计,装配图、零件图等一系列图纸的设计与绘制,以及毕业设计说明书的完成。
关键词:起重机;桥式起重机;大车运行机构;小车运行结构;小车起升;结构桥架;主端梁ABSTRACTThe topic of my graduation design is list the beam bridge type derrick of design the list beam bridge type derrick is a kind of light heavy equipments, it start to apply the weight as 0.5~5 tons, apply to across degree 4.5~16.5 meters, the work environment temperature is -20℃to 40℃.Inside scope, suitable for car, warehouse, open-air heap field etc. of the product pack to unload a work. The bridge was carried beam by a lord beam and 2 to just connect to constitute. According to weight with across a degree, lord beam adoption common the work word steel and U form slot combination weld formation. Lord beam and carry an of beam an adoption loading To good luck common stud bolt method orchid conjunction. Promote the organization adoption CD type an electricity bottle gourd.The main contents of this time design have: The problem put forward, conceive outline of total project, possibility design, structure design and draw towards doing not know a problem of investigate and solution of first step design, assemble diagram, spare parts diagram wait a series the design of the diagram paper with, end include graduation design manual of completion.Keywords: cranes;bridge type derrick ;During operation organization; Car running structure; Car hoisting structure; Bridge; Main girders.目录前言 (6)1 单梁桥式起重机的概述 (7)1.1单梁桥式起重机的整体描述 (7)1.1.2 单梁桥式起重机机构的特点 (8)1.1.3 单梁桥式起重机的基本参数 (8)1.1.4 桁架梁和箱形梁的比较 (8)1.2 LD型电动单梁桥式起重机各部件的作用(位结构) (8)1.2.1 主梁 (8)1.2.2 端梁 (8)1.2.3主梁和端梁的联接 (9)1.2.4 电动葫芦 (9)1.2.5 大车 (9)1.2.6 小车架 (10)1.2.7 小车 (10)1.2.8操纵室 (10)1.3 运行机构 (10)1.3.1 小车运行机构 (11)1.3.2 大车运行机构 (11)2 工作条件及设计要求 (12)2.1 型式及设计的构造特点 (13)2.2 选择电动葫芦的规格型号 (14)2.3 主梁设计计算 (14)2.3.1 主梁断面几何特性 (14)2.3.2 主梁强度的计算 (16)2.3.3刚度计算 (21)2.3.4 稳定性计算 (23)2.4 端梁设计计算 (23)2.4.1 轮距的确定 (24)2.4.2 端梁中央断面几何特性 (24)2.5 起重机最大轮压 (25)2.5.1起重机支座及作用 (25)2.5.2 起重机最大轮压的计算 (26)2.6 最大歪斜侧向力 (30)2.7 端梁中央断面合成应力 (31)2.8 车轮轴对端梁腹板的挤压应力 (31)2.9 主、端梁连接计算 (32)2.9.1 主、端梁连接形成式及受力分析 (32)2.9.2 螺栓拉力的计算 (33)3 小车起升和运行机构的设计计算 (36)3.1 电动葫芦起升机构设计计算 (37)3.1.1 电动葫芦的基本设计参数 (37)3.1.2 电动葫芦起升机构简要设计步骤 (38)3.2 电动葫芦运行机构设计计算 (45)3.2.1.电动小车运行静阻力计算 (45)3.2.2.电动机的初选预验算 (46)3.2.3 传动比 (47)3.2.4 制动器的选择与计算 (48)4 大车运行机构设计计算 (50)4.1 确定机构传动方案 (50)4.2 选择车轮和轨道,验算车轮强度 (50)4.3 验算车轮的疲劳强度 (50)4.4 传动装置设计计算 (52)4.4.1 选择电动机 (52)4.4.2 大车运行机构的功率计算 (53)4.4.3 验算电动机 (53)4.5设计减速装置 (55)4.5.1选择减速器的类型 (55)4.5.2确定减速器的型号 (56)4.6 起重机有关使用机构的安全装置 (57)4.6.1 缓冲器 (57)4.6.2 起升高度限位器 (58)4.6.3 行程限位器 (58)4.6.4 安全开关 (58)4.7 起重机的组装及试车要求 (58)4.7.1起重机的安装注意事项 (58)4.7.2 起重机的试车要求 (60)致谢 (62)参考文献 (63)前言光阴似箭,转眼间四年大学生活即将结束,毕业设计是对我们四年大学生活的一个总结,更是对四年大学学习成果的检验。
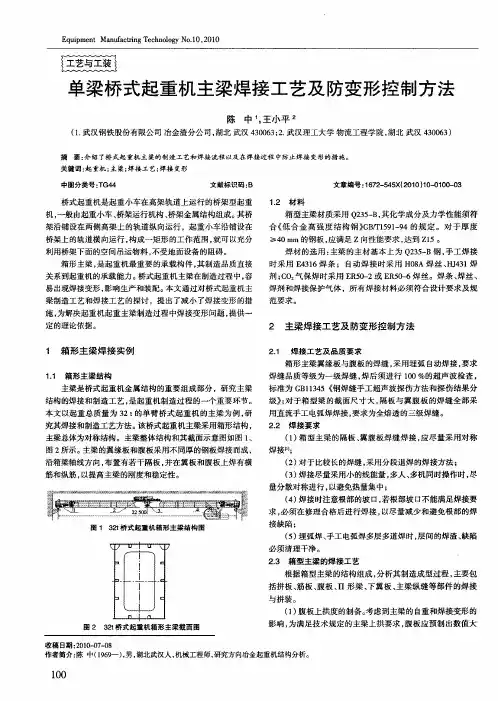
桥式箱型起重机主梁设计说明书姓名: X X学院:冶金与材料工程学院专业班级: XX指导教师: XX日期: 2012年1月前言桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。
由于它的两端坐落在高大的水泥柱或者金属支架上,形状似桥。
桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。
在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重机械。
本书主要介绍了跨度28m,起重量50t的通用桥式起重机箱型梁的设计生产过程,同时对车间的布置情况作了较为粗略的参考设计。
设计过程较为详细地考虑了实际生产与工作中的情况。
本书编写过程中得到XXX教授、XXX教授等老师和同学的指导和帮助,在此一并表示衷心的感谢。
由于作者实际经验不足,理论知识有限,书中错误在所难免,敬请读者多多指正!作者2012年1月于XX学院目录第一章 箱型梁式桥架结构的构造及尺寸一、桥架的总体构造箱型梁式桥架结构主要是两根主梁和两根端梁组成。
主梁 主梁是桥式起重机桥架中主要受力元件,由左右两块腹板,上下两块盖板以及若干大、小隔板及加强筋板组成。
主要技术要求有:主梁上拱度:当受载后,可抵消按主梁刚度条件产生的下挠变形,避免承载小车爬坡。
主梁旁变:在制造桥架时,走台侧焊后有拉深残余应力,当运输及使用过程中残余应力释放后,导致两主梁向内旁弯;而且主梁在水平惯性载荷作用下,按刚度条件允许有一定侧向弯曲,两者叠加会造成大弯曲变形。
腹板波浪变形:受压区07.0δ<,受拉区02.1δ<,规定较低的波浪变形对于提高起重机的稳定性和寿命是有利的。
上盖板水平度250/b ≤,腹板垂直度200/0h ≤,b 为盖板宽度,h 0为梁高。
端梁 端梁是桥式起重机桥架组成部分之一,一般采用箱型结构,并在水平面内与主梁刚性连接,端梁按受载情况可分下述两类:(1)、端梁受有主梁的最大支承压力,即端梁上作用有垂直载荷。
桥式起重机箱形主梁强度计算一、通用桥式起重机箱形主梁强度计算(双梁小车型) 1、受力分析作为室内用通用桥式起重机钢结构将承受常规载荷G P 、Q P 和H P 三种基本载荷和偶然载荷S P ,因此为载荷组合Ⅱ。
其主梁上将作用有G P 、Q P 、H P 载荷。
主梁跨中截面承受弯曲应力最大,为受弯危险截面;主梁跨端承受剪力最大,为剪切危险截面。
当主梁为偏轨箱形梁时,主梁跨中截面除了要计算整体垂直及水平弯曲强度计算、局部弯曲强度计算外,还要计算扭转剪切强度,弯曲强度及剪切强度需进行折算。
2、主梁断面几何特性计算上下翼缘板不等厚,采用平行轴原理计算组合截面的几何特性。
图2-4注:此箱形截面垂直形心轴为y-y 形心线,为对称形心线。
因上下翼缘板厚不等,应以x ’— x ’为参考形心线,利用平行轴原理求水平形心线x —x 位置c y 。
① 断面形状如图2-4所示,尺寸如图所示的H 、1h 、2h 、B 、b 、0b 等。
② 3212F F F F ++=∑ [11Bh F =,02bh F =,23Bh F =] ③ Fr q ∑= (m kg /)④ 321232021122.)21(2)2(F F F h F h h F h H F Fy F y ii c +++++-=∑⋅∑=(cm ) ⑤ 223322323212113112212)(212y F Bh y F h h H b y F Bh J x ⋅++⋅+--+⋅+= (4cm ) ⑥ 202032231)22(21221212bb F h b B h B h J y ++++= (4cm )⑦ c X X y J W /=和c X y H J -/(3cm ) ⑧ (3cm )3、许用应力为 ][σ和 ][τ。
4、受力简图1P 及2P 为起重小车作用在一根主梁上的两个车轮轮压,由Q P 和小车自重分配到各车轮的作用力为轮压。
如P P P 21==时,可认为P 等于Q P 和小车自重之和的四分之一。
10t单梁桥式起重机大车运行机构设计摘要:桥式起重机是一种工作性能比较稳定,工作效率比较高的起重机。
随着我国制造业的发展,桥式起重机越来越多的应用到工业生产当中。
在工厂中搬运重物,机床上下件,装运工作吊装零部件,流水在线的定点工作等都要用到起重机。
在查阅相关文献的基础上,综述了桥式起重机的开发和研究成果,重点对桥式起重机大车运行机构、端梁、主梁、焊缝及连接进行设计并进行强度核算,主要是进行端梁的抗震性设计及强度计算和支承处的接触应力分析计计算过程。
设计包括电动机,减速器,联轴器,轴承的选择和校核。
设计中参考了许多相关数据, 运用多种途径, 利用现有的条件来完成设计。
本次设计通过反复考虑多种设计方案, 认真思考, 反复核算, 力求设计合理;通过采取计算机辅助设计方法以及参考他人的经验, 力求有所创新;通过计算机辅助设计方法, 绘图和设计计算都充分发挥计算机的强大辅助功能, 力求设计高效。
关键词:桥式起重机,大车运行机构,主梁;端梁;焊缝The Design Of 10t Single Beam Bridge Crane Traveling MechanismAbstract:Bridge crane is a kind of performance is stability, the working efficiency is relatively high crane. Along with the development of China's manufacturing industry,bridge crane is applied to industrial production more and more . Carrying heavy loads in factories , machine tool fluctuation pieces, shipping work on the assembly line for hoisting parts, the designated work with a crane.On the basis of literature review, summarized the bridge crane development and research results, focusing on bridge crane during operation organization, main beam,end beam weld and connection for design and the strength calculation; Mainly for the girders extent design and strength calculation and the support of contact stress analysis program in calculation. Design including motor, reducer, coupling, bearing choosing and chec- king. The design refer to many related information, reference to apply a variety of ways, make the existing conditions to complete design. By considering various design scheme repeatedly, thinking deeply,strive to design reasonable; By taking computer aided design method and reference the experience of others,strive to make innovation; Through computer aided design method, graphics and design calculations give full play to the powerful auxiliary function, computer to design efficient.Keywords: bridge crane; during operation organization; main beam; end beam; weld1 绪论1.1 起重机背景及其理论桥式起重机是桥架在高架轨道上运行的一种桥架型起重机,又称天车。
概述1.1桥式起重机的特点起重机是具有起重吊钩或其它取物装置在空间内容实现垂直升降和水平运移重物的起重机械。
LD型电动单梁桥式起重机为一般用途的起重机用于机械制造、装配、仓库等场所(此次设计的是用于机修车间)。
是一种有轨运行的轻小型起重机,适用于额定起0.5~5.0 吨,适用跨度4.5~16.5米,工作环境温度在-35℃~35℃范围内,LD型电动单梁桥式起重机不适于用来调运熔化金属﹑赤热金属、易燃品及其危险物品,也不适用于具有酸性或其它有腐蚀性化学气体的车间。
1.2桥式起重机工作方式和结构特点主要特点是:结构简单、重量轻、对厂房的负荷小、建筑高度小、耗电少。
主梁与端梁采用螺栓连接、拆装、运输和储存方便,补充备件方便、轮压小、工艺性好,适合采用自动焊接和流水作业加工,安装快,维修方便。
缺点是起重量不大。
工作方式是:它安装在产房高出两侧的吊车梁上,整机可在吊车梁上铺设的轨道上横向行驶,起重小车沿小车轨道行驶(横向)。
吊钩做升降运动,即与CD1型(或MD1)的电动葫芦配套使用完成重物的升降、平移等人们难以做到的需要。
1.3单梁桥式起重机发展趋势随着科学的进步和工业发展更的需要,现代起重机械发展迅速,人们已制出种类繁多的起重机械和设备,在国民经济各个部门起着重要作用。
如一个较大的港口要装备几千台起重机械;一个大型钢铁联合企业要装备几千台起重机械。
据统计,我国在铁路、机械制造业、建筑业、石油化工、电站、林业、商业等各行各业都装备着大量的起重机械设备。
不仅如此,在食品加工、服务行业、旅游行业、医疗卫生也都大量的使用者起重机械。
现代化的起重吊装技术,已经不是单纯的减轻体力劳动强度的手段,而是现代化生产不可缺少的组成部分。
根据生产系统的需要,应及时、迅速,有节奏地将原材料、零部件吊装到指定的公益岗位上去,否则现代化生产就不可能实现。
实践证明:在某些关键岗位上增加一两台起重设备,劳动生产效率就会成倍的增长。
世界各工业发达国家十分重视物料吊装搬运系统的投资。
5吨电动单梁桥式起重机的设计5-ton electric single girder overhead crane design学院:机械工程学院专业班级:机自0602学号:****************指导教师:台立钢(讲师)2010年 6月 28日摘要随着经济建设的迅速发展,我国的基础建设力度正逐渐加大,道路交通,机场,港口,水利水电,市政建设等基础设施的建设规模也越来越大,市场桥式起重机的需求也随之增加。
起重机是工矿企业、车站码头、实现搬运机械化、自动化,提高劳动生产效率的重要设备。
它是以间歇、重复工作方式,通过取物装置的起升、下降与运移来实现物料搬运的设备。
国起重机多已采用计算机优化设计, 以此提高整机的技术性能和减轻自重, 并在此前提下尽量采用新结构。
电动单梁起重机主要由桥架、电动葫芦、大车运行机构、电气备四大部分成。
桥架部分主要由主梁、横梁、小车导电支架、操纵室以及其他辅件组成。
主梁主要采用钢板拼接成U型,再与工字钢组焊成箱型实腹梁,并按照标准预制出相应的拱度;横梁是采用钢板焊接成箱型,在箱型梁上镗孔以安装车轮组;在主梁和横梁之间采用连接板形式,并用螺栓联结而成为一体。
本文通过对5吨电动单梁桥式起重起的整体研究,和校核计算,进一步进行主梁的设计,大车运行机构的设计,端梁的设计等,最后用CAD绘制成图。
关键词:5吨电动单梁桥式起重机;主梁设计;大车运行机构;端梁设计AbstractWith the rapid development of economic construction, China's infrastructure isgradually increase the intensity, road traffic, airports, ports, water conservancy and hydropower, municipal construction of infrastructure such as the scale of construction is also growing, crane market demand with the increase.Crane is the mining industry and the station terminal to achieve removal of mechanization and automation to improve labor productivity vital equipment. It is intermittent, repetitive work, through extracts from the device up, down and transport to achieve material handling equipment.China has used computer optimized multi-crane design, thus improving the machine's technical performance and reduce weight, and in this context as far as possible the new structure.Bridge is mainly composed of girder beams, car, conductive stents, control room and other auxiliary parts. Mainly USES the steel plate girder u-shaped, then becomes real choices and compound type crate, according to standard and abdominal beam prefabricated corresponding arch, Using steel welding beam is in the box, type a crate of beam to install wheel, boring, In between girder and beams, and by connecting plate forms looseness and become one.Based on the overall study of 5-ton electric single girder overhead crane , check calculation is given, the design of main beam, end beam and carts running mechanism, is made further, and finally the drawings are output with CAD.Keywords: 5-ton electric single girder overhead crane;design of the main beam;design of carts running mechanism;end beam design目录摘要 (II)Abstract (III)第一章绪论 (1)1.1 起重的工作特点及在国民经济中的地位 (1)1.2 国起重机发展趋势 (2)1.2.1改进起重机械的结构, 减轻自重 (2)1.2.2充分吸收利用国外先进技术 (2)1.2.3向大型化发展 (3)1.3 国外起重发展趋势 (3)1.3.1简化设备结构, 减轻自重, 降低生产成 (3)1.3.2更新零部件, 提高整机性能 (4)1.3.3设备大型化 (4)1.3.4机械化运输系统的组合应用 (4)第二章 5吨电动单梁桥式起重机的工作级别 (5)2.1 起重机利用等级 (5)2.2 起重机的载荷状态 (6)2.3 起重机工作级别的确定 (7)第三章 5吨电动单梁桥式起重机的主梁计算 (8)3.1 主梁断面的几何特性 (8)3.1.1主梁断面面积 (8)χ-位置 (8)3.1.2主梁断面水平形心轴χ3.1.3主梁断面惯性距 (9)3.2 主梁强度的计算 (10)3.2.1垂直载荷在下翼丝引起的弯曲正应力 (10)3.2.2主梁工字钢下翼局部弯曲计算 (11)3.2.3工字钢下翼缘局部弯曲应力计算 (12)3.2.3主梁跨中断面当量应力计算 (14)第四章刚度计算 (15)4.1垂直静刚度的计算 (15)4.2水平静刚度计算 (15)4.3动刚度计算 (16)第五章端梁的计算 (17)5.1轮距的确定 (17)5.2端梁中央断面几何特性 (17)5.2.1断面总面积 (18)5.2.2形心位置 (18)5.2.3断面惯性矩 (18)5.3起重机最大轮压 (19)5.3.1起重机支承反力作用 (19)5.3.2起重机最大轮压的计算 (20)5.4最大歪斜侧向力 (23)5.5端梁中央断面合成应力 (23)5.6车轮轴对端梁腹板的挤压应力 (24)第六章主、端梁连接计算 (25)6.1主、梁连接形式及受力分 (25)6.2螺栓拉力的计算 (25)6.2.1起重机歪斜侧向力矩的计算 (25)6.2.2歪斜侧向力矩对螺栓拉力的计算 (25)6.2.3起重机支承反力对螺栓的作用力矩 (26)6.2.4支反力矩对螺栓的拉力 (27)6.2.5验算螺栓强度 (27)6.2.6凸缘垂直剪切应力验算 (28)6.2.7凸缘挤压应力计算 (28)第七章结论 (29)参考文献 (30)致 (31)第一章绪论1.1 起重的工作特点及在国民经济中的地位起重机在国民经济中的地位物料搬运在整个国民经济中有着十分重要的地位, 提高起重运输机械的生产效率, 确保运行的安全可靠性, 降低物料搬运成本是十分重要的]1[。
摘要桥式起重机的梁有多种结构,本设计采用箱形双梁结构。
主梁跨度25.5m ,是由上、下盖板和两块垂直的腹板组成封闭箱形截面实体板梁连接。
因本设计的起重量比较大,故主梁内部设置横纵加劲板,以保证主梁桥架受载后的稳定性。
端梁部分在起重机中有着重要的作用,它是承载平移运输的关键部件。
端梁部分是由车轮组合端梁架组成,端梁部分主要有上盖板,腹板和下盖板组成;端梁是由两段通过连接板和角钢用高强螺栓连接而成。
在端梁的内部设有加强筋,以保证端梁架受载后的稳定性。
本设计大车运行机构部分采用分别驱动,分别驱动省去了中间部分的传动轴,使得质量减轻,尺寸减小。
分别驱动的结构不因主梁的变形而在大车传动性机能方面受到影响,从而保证了运行机构多方面的可靠性。
所以,大车运行机构采用分别驱动。
设计中参考了各种资料, 运用各种途径, 努力利用各种条件来完成此次设计。
本设计通过反复斟酌各种设计方案, 认真讨论, 不断反复校核, 力求设计合理;通过采取计算机辅助设计方法以及参考前人的先进经验, 力求有所创新;通过计算机辅助设计方法, 绘图和设计计算都充分发挥计算机的强大辅助功能, 力求设计高效。
关键词:箱形双梁桥式起重机主梁端梁ABSTRACTThe beam has a variety of structure of bridge crane,This design uses the box beam structure. Girder span 25.5 m, is composed of upper and lower cover plate and two vertical web form closed entity board box section beam connection. Because the weight is large since the design of main girder internal setting transverse and longitudinal stiffening plate, to ensure the stability of the main girder bridge frame after loading.Beam section has an important role in the crane, it is the key of the carrying truck transportation parts. Beam section is made up by the wheels of side beams, beam of a cover plate, web plate and the lower cover plate; Beam is made up of two paragraphs by connecting plate and Angle iron with high strength bolt connection and into. In the end beam with internal stiffeners, to ensure the stability of side beams after loading.This part adopts respectively drive design supporting institutions, respectively to drive out the middle part of the drive shaft, make the quality to reduce, reduce the size. Respectively drive structure is not due to deformation of the girder in cart driving function of sex is affected, thus ensuring the reliability of the operation aspects. So, cart running mechanism driven by respectively.Reference in the design of various materials, using various channels, trying to use a variety of conditions to complete the design. This design through a premade each kind of design scheme of serious discussion, is repeated, strive to design reasonable; By adopting the computer aided design method and reference the advanced experience of predecessors, makes every effort to innovate; By the method of computer aided design, drawing and design calculation are powerful auxiliary function to give full play to the computer, to design high efficiency.KEY WORDS: box double beam bridge crane main beam below beam目录摘要 (1)ABSTRACT (2)目录 (3)前言 (5)1 箱形结构主梁的设计 (6)1.1箱形梁式桥架的主梁构造和主要尺寸确定 (6)1.2主梁的尺寸计算 (8)1.2.1 主要尺寸的确定 (9)1.2.2 主梁的计算 (12)1.2.3主梁的强度验算 (14)1.2.4主梁的垂直刚度验算 (16)2 箱形结构端梁的设计 (19)2.1箱形梁式桥架的端梁构造和主要尺寸确定 (19)2.2端梁的计算 (20)2.2.1计算载荷的确定 (21)2.2.2 端梁垂直最大弯距 (21)2.2.3端梁水平最大弯距 (22)2.2.4端梁截面尺寸的确定 (23)2.2.5端梁的强度验算 (24)2.3主要焊缝的计算 (28)2.3.1 端梁端部上翼缘焊缝 (28)2.3.2 端梁端部下翼缘焊缝 (28)2.3.3 主梁与端梁的连接焊缝 (29)2.3.4 主梁上盖板焊缝 (29)2.3.5验算螺栓的拉力是否满足条件 (30)2.3.6验算上盖板角钢和腹板角钢焊缝的强度 (31)2.3.7选电动机 (33)3 主梁与端梁的连接 (36)3.1法兰板连接焊缝计算 (39)3.2法兰连接螺栓的计算 (41)4缓冲器的选择 (43)4.1缓冲器的缓冲容量 (43)4.1.1缓冲行程内运行阻力和制动力消耗的功. (44)4.1.2一个缓冲器要吸收的能量即缓冲器应具有的缓冲容量为: (45)4.2缓冲器的校核 (45)5 焊接工艺设计 (47)5.1盖板、腹板的拼接焊缝位置 (47)5.2各焊缝的焊接方法及接头型式 (47)5.3焊接工艺和焊接顺序 (49)结论 (50)致谢 (51)参考文献 (52)前言大学生活是美好充实而又短暂的。
桥式起重机箱形主梁强度计算一、通用桥式起重机箱形主梁强度计算(双梁小车型)1、受力分析作为室用通用桥式起重机钢结构将承受常规载荷G P 、Q P 和H P 三种基本载荷和偶然载荷S P ,因此为载荷组合Ⅱ。
其主梁上将作用有G P 、Q P 、H P 载荷。
主梁跨中截面承受弯曲应力最大,为受弯危险截面;主梁跨端承受剪力最大,为剪切危险截面。
当主梁为偏轨箱形梁时,主梁跨中截面除了要计算整体垂直与水平弯曲强度计算、局部弯曲强度计算外,还要计算扭转剪切强度,弯曲强度与剪切强度需进行折算。
2、主梁断面几何特性计算上下翼缘板不等厚,采用平行轴原理计算组合截面的几何特性。
图2-4注:此箱形截面垂直形心轴为y-y 形心线,为对称形心线。
因上下翼缘板厚不等,应以x ’— x ’为参考形心线,利用平行轴原理求水平形心线x —x 位置c y 。
① 断面形状如图2-4所示,尺寸如图所示的H 、1h 、2h 、B 、b 、0b 等。
② 3212F F F F ++=∑ [11Bh F =,02bh F =,23Bh F =] ③ Fr q ∑= (m kg /)④ 321232021122.)21(2)2(F F F h F h h F h H F Fy F y ii c +++++-=∑⋅∑=(cm ) ⑤ 223322323212113112212)(212y F Bh y F h h H b y F Bh J x ⋅++⋅+--+⋅+= (4cm ) ⑥ 202032231)22(21221212bb F h b B h B h J y ++++= (4cm )⑦ c X X y J W /=和c X y H J -/(3cm ) ⑧ 2BJ W yy =(3cm ) 3、许用应力为 ][σ和 ][τ。
4、受力简图1P 与2P 为起重小车作用在一根主梁上的两个车轮轮压,由Q P 和小车自重分配到各车轮的作用力为轮压。
桥式起重机主梁的焊接工艺设计一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量为5t。
在不具备大型吊装设备的情况下,采用边装配边组焊的装焊顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完成了箱形主梁的焊接,保证了技术要求。
箱形主梁全长36m,外形尺寸:36000mm~l25mm~l500mm.由Q235钢板焊接而成。
主梁的腹板及翼板的对接焊缝是I类焊缝,主梁与腹板的组合焊缝是Ⅱ类焊缝;梁的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。
1 分析箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。
在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻转,只能利用合理的装配及焊接顺序进行变形控制。
焊后一旦发生变形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控制好焊接变形。
桥式起重机的主梁要求在垂直平面内必须有一定的上拱度.以抵消起重时梁的下挠度。
上拱数值为L/1000,即22itlm。
因此,在制造过程中,采用预制腹板上拱变形的方法来保证主梁的上拱度。
2 制造工艺及措施2.1焊接人员参加焊接的焊工应具备相应的操作资格.除此之外.还应配备专门的焊接技术人员进行现场指导、焊接检验人员进行全程跟踪检查。
2.2焊接材料焊条使用前必须严格按使用说明书的规定进行烘干。
然后放在保温筒内,随用随取。
焊条烘干后在保温筒内存放超过4h应重新烘干.烘干次数不得超过2次。
2.3下料采用自动火焰切割方法下料。
(a)盖板下料将上、下盖板矫平后。
在对接长度方向上放400mm的工艺余量。
(b)腹板下料腹板矫平后,首先在长度方向拼接,然后左右两侧腹板对称气割.以防主梁两侧腹板尺寸不同.引起主梁的扭曲变形。
为使主梁有规定的上拱度,在腹板下料时必须有相应的上拱度,且上拱度应大于主梁的上拱度。
腹板下料时,需放1.5L/1000,即33mm的余量,并且在离中心2ITI处不得有接头,为避免焊缝集中,上、下盖板与腹板的接头应错开,距离不小于200mm。
单梁桥式起重机结构设计1.主要构件:1.1主梁:主梁是起重机的主要承重构件,其设计需考虑起重物的重量、跨度以及工作条件等因素。
一般采用钢结构来制作主梁,以保证其强度和稳定性。
主梁的截面形状有多种选择,如箱形梁、工字梁等,根据实际情况来确定。
1.2起升机构:起升机构用于提升和放下货物,一般由起升电机、起重机钢丝绳、滑车和钩子等组成。
起升机构需要根据起重物的重量和高度来选择起升电机的动力大小和起升速度。
同时,也需要考虑起重机钢丝绳的规格和钩子的强度等要求。
1.3移动机构:移动机构是用来使起重机在工作区域内进行水平移动的。
常见的移动机构有平台式车轮和履带式两种。
平台式车轮适用于小型起重机,而履带式适用于大型起重机或需要在复杂地形下工作的场合。
1.4电气控制系统:电气控制系统用于控制起重机的各个动作,包括起升、运动、限位等。
它主要由电控柜、按钮开关、电动机和传感器等组成。
电气控制系统需要根据起重机的具体功能和要求进行设计和调试。
2.结构设计要点:在单梁桥式起重机的结构设计中,需要考虑以下要点:2.1承重能力:主梁的设计必须满足运载物的重量和跨度要求,同时根据地面条件、强度和稳定性等因素进行合理选择。
在设计过程中还需要考虑到额外荷载和应力的计算等。
2.2刚度和稳定性:起重机在运行过程中需要具有一定的刚度和稳定性。
主梁的刚度和稳定性可通过增加加强筋和拓宽截面等设计来提高。
此外,还需要考虑地震和风荷载等特殊情况下的刚度和稳定性要求。
2.3安全保护:起重机在运行过程中需要满足安全保护的要求。
设计时应在合适的位置设置限位开关、安全防护门和报警装置等,以确保操作人员和设备的安全。
2.4操作性能:起重机的操作性能包括起升速度、移动速度和起升高度等。
设计时需要根据实际生产需要和安全性要求来确定操作性能参数,并考虑起升机构和移动机构的匹配性。
综上所述,单梁桥式起重机的结构设计涉及到主梁、起升机构、移动机构和电气控制系统的设计,并需要考虑承重能力、刚度和稳定性、安全保护以及操作性能等要点。
单梁桥式起重机结构设计首先是梁的设计。
梁是起重机的主要承载结构,通常采用钢材制作。
在设计梁的强度和刚度时,需要考虑起重机的额定起重能力、梁的自重、起重物的重量以及各个工况下的载荷系数等。
同时,还要合理设计梁的截面形状,以提高其受力性能,并考虑梁的疲劳寿命。
其次是支腿的设计。
支腿的稳定性是起重机正常运行的基础。
在设计支腿时,需要根据起重机的高度、跨度和工作条件来确定支腿的数量和尺寸。
支腿的结构通常采用钢结构,通过悬挑或支撑方式与地面连接,以增加起重机的稳定性和承重能力。
接着是起重机构的设计。
起重机构包括卷筒、起重钩、悬挂装置等。
卷筒是起重机的动力源,通过电机驱动卷绕钢丝绳实现起重操作。
在设计卷筒时,需要考虑起重物的重量、吊钩高度、起重速度等因素,确定对应的电动机功率和卷筒的结构尺寸。
起重钩和悬挂装置的设计需要考虑起重物的形状和重量,以保证起重物的安全悬挂和运输。
最后是电气控制系统的设计。
电气控制系统包括电动机、控制柜、电器元件等。
起重机的工作需要通过电动机驱动,控制柜通过控制电动机的启停、转向以及速度等参数,实现对起重机的操作和控制。
电器元件的选用和布置需要符合国家相关标准,保证起重机的安全可靠操作。
在完成结构设计后,还需要进行力学计算和强度校核。
通过对各个部件的受力情况进行计算和分析,保证起重机的结构强度和稳定性能够满足设计要求和安全标准。
综上所述,单梁桥式起重机结构设计需要考虑梁、支腿、起重机构和电气控制系统等部分的结构尺寸、强度和稳定性,以确保其满足起重能力、安全性和操作性等要求。
通过综合考虑以上因素,可以设计出符合实际需要的单梁桥式起重机结构。
前言起重机箱形梁式桥架结构是国内外桥式起重机中应用最普遍的一种桥架结构型式。
随着科技的飞跃发展,起重机箱形梁式桥架结构对减轻劳动强度、节省人力、降低建设成本、提高劳动生产力、加快建设速度、实现工程机械化、生产自动化起着十分重要的作用,是非常重要的工具和设备。
它是箱形桥架在高架轨道上运行的一种桥架型起重机,又称天车。
桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,起重小车沿铺设在桥架上的轨道横向运行,构成一矩形的工作范围,就可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。
所以桥式起重机在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重机械。
桥式起重机可分为普通桥式起重机、简易梁桥式起重机和冶金专用桥式起重机三种。
普通桥式起重机一般由起重小车、桥架运行机构、桥架金属结构组成。
桥架的金属结构由主梁和端梁组成,分为单主梁桥架和双梁桥架两类。
单主梁桥架由单根主梁和位于主梁两边的端梁组成,双梁桥架由两根主梁和端梁组成。
主梁与端梁刚性连接,端梁两端装有车轮,用以支承桥架在高架上运行。
主梁上焊有轨道,供起重小车运行。
桥架主梁的结构类型较多,比较典型的有箱形结构、四桁架结构和空腹桁架结构。
本次设计是对箱形单主梁式桥架结构起重机的主梁设计。
桥式起重机的主梁主要由上、下盖板和两侧的垂直腹板及内部肋板组成,是起重机的主要受力部件。
小车钢轨布置在上翼缘板的两端,它的结构简单,制造方便,适于成批生产,但自重较大。
各项设计参数都正确参考了相关国家标准及设计规范,这样让设计有章可循,并考虑到结构方面的要求,合理地进行设计。
设计基本思路:本设计综合考虑实际因素,结合给定的工艺参数,按照相关国家标准GB/T3811-2008[1]及设计规范进行设计。
主梁各项参数计算、选材、强度核算以及焊缝的设计及强度核算也都正确参考了国家标准或焊接手册,这样让设计有章可循,并考虑到结构方面的要求,合理地进行设计。
目录第1章设计箱形梁的结构形式与尺寸 (1)1.1 给定条件 (1)1.2 箱形梁的构造和主要尺寸的确定 (1)1.2.1 箱形梁的构造 (1)1.2.2 箱形梁的主要尺寸确定 (2)1.3 主梁预制上拱度计算 (4)第2章梁的校核 (5)2.1 梁的静载强度校核 (5)2.1.1 许用应力 (5)2.1.2 强度校核 (6)2.2 主梁跨端截面的最大剪切应力τmax的计算 (8)2.3 主梁的静刚度计算 (8)第3章焊脚尺寸的设计及校核 (10)3.1 主梁的角焊缝 (10)3.2 主梁与端梁的角焊缝 (10)第4章装焊工艺 (11)4.1 基本要求 (11)4.1.1 对焊工的要求 (11)4.1.2 对设备的要求 (11)4.1.3 对材料的要求 (11)4.1.4 坡口和焊缝形式的选择 (11)4.1.5 对环境的要求 (12)4.2 焊前准备 (12)4.2.1 焊接方法 (12)4.2.2 备料及下料 (12)4.3 焊接工序 (14)4.3.1 定位焊缝 (14)4.3.2 装焊顺序 (15)4.4检验 (16)附录1 (18)附录2 (19)附录3 (20)总结 (21)参考文献 (22)第1章设计箱形梁的结构形式与尺寸1.1 给定条件根据任务设计说明书所列表1-1如下:表1-1箱形梁设计给定条件1.2 箱形梁的构造和主要尺寸的确定1.2.1箱形梁的构造箱形梁的结构尺寸示意图如图1-1所示。
吊车形势 吊钩桥式起重机 使用温度 室温 材料 载荷类型 额定载荷 估计重量 起升高度 小车运行速度Q235或16MnⅡ类 10t 小车不大于4t12m 40m/min工作类型 跨距 桥架主梁形式 大车不大于21.8t起升速度 大车运行速度A 5(中级) 22.5m 箱形梁 8m/min 90m/min图1-1 箱形主梁的构造简图1.2.2箱形梁的主要尺寸确定1、筋板及腹板的相关设计 (1)主梁端部长度C 的确定C=(15~110)L=(15~110)×22500=(94500~2250)mm(2)主梁盖板厚度δ1与腹板厚度δ的确定(给出推荐值如表1-2)表1-2 箱形主梁腹板和盖板厚度的推荐值(mm )注:表中所列板厚较大者用于跨度较大者据表1-2选出跨度为22.5m 的盖板厚δ1=10mm ,腹板厚δ=6mm 。
(3)主梁中部高度H 和盖板间距h 的确定 当17<L<23时H=L18=2250018=1250mmh=H-2δ1=1250-2×10=1230mm(4)主梁端部高度H 0的确定起升重量为10t ,属于起升重量较重,H 0=(0.4~0.6)H=0.6×1250=750mm(5)腹板间距b 的确定{b≥H 3=12503=417mmb≥L 50=2250050=450mm b>350mm根据起重机设计原则,b 应该选择较小值,即b=450mm 。
(6)上下盖板的宽度B 的确定起重量Q (tf )5,810(12.5)15(16) 2030(32)50 腹板厚δ 66 6,8 盖板厚δ8,10 10, 1212,14B=b+2(δ+10)手工焊 B=b+2(δ+20)自动焊本次设计采用的是手工MAG 焊,B=b+2(δ+10)=450+2×(10+10)=490mm2、主梁筋板的设置(1)横向大筋板间距a 的设置 当hδ=12506=205mm>100mm 时,横向筋板之间的距离不应大于2h 或3m跨中处的a=(1.5~2)h=(1.5~2)×1230=(1845~2460)mm{a≤2h=2×1230=2460mm a≤3000mm1845mm≤a≤2460mm且a≤2200mm ∴1845mm<a<2200mm主梁端头处的a≈h=1230mm(2)横向小筋板高度及间距的设置1)横向小筋板高度h 1的设置h 1≥0.3h=0.3×1230=369mm2)横向小筋板间距a 1的设置a 1≤(40~50)δ=(40~50)×6=(240~300)mm(3)纵向筋条设置当{Q235 160mm<hδ=205mm<240mm16Mn 145mm<hδ=205mm<220mm 时,需要设置纵向筋条。
当横向小筋板与纵向筋条都存在时,可适当减小筋板高度,则h1=(0.2~0.25)h=(0.2~0.25)×1230=(246~307.6)mm所以为了安全,选择整数h1=300mm。
(4)筋板间距的设置根据以上C,主梁处的a、a1,端梁处的a、a1以及考虑到筋板在主梁及主梁端部的均布情况综合得出:C=2225mm,主梁a=1953mm、a1=244mm主梁端部a=1112.5mm、a1=222.5mm(5)横向筋板厚度δ3的确定(据非标准机械设计手册[2]中式5-44和5-45得如下公式)b l≥h30+40=123030+40=81mm 取b l=81mm δ3≥b l15=8115=5.4mm据起重机计设计手册[3]中表1-8-34选取δ3=5.5mm。
(6)纵向角钢的确定(据非标准机械设计手册[2]中式5-42的如下公式)δ4≥34δ=34×6=4.5mm据起重机计设计手册[3]中表1-8-41选取δ4=5mm同时据厚度可以选出相应的6号等边角钢,其标准为60×60×5-GB/T 706-2008Q235-A-GB/T 700-20061.3主梁预制上拱度计算规定梁跨度中央的最大上拱度f s=L1000=225001000=22.5mm。
第2章梁的校核2.1 梁的静载强度校核2.1.1 许用应力材料的许用应力是材料的极限应力σj 除以安全系数n ,即[σ]=σj n对于Ⅱ类载荷情况下的强度计算安全系数见表2-1。
Q235和16Mn 的机械性能分别见表2-2和表2-3。
Ⅱ类载荷组合情况时钢材的许用应力见表2-4。
表2-1 金属结构构件材料的安全系数n表2-2 Q235的机械性能表2-3 16Mn 的机械性能ⅡⅢQ235 16Mn1.5/1.7 1.55/1.751.2(1.3) 1.25(1.35)材料名称 组别 棒钢直径或厚度 型钢和异型钢厚度 钢板厚度 σs (MPa) σs (MPa) Q2351组 2组 3组≤40mm 41~100mm 101~250mm≤15mm 16~20mm >20mm4~20mm 21~40mm 41~60mm240 230 220380~400 410~430 440~470钢号钢材厚度或直径(mm ) 抗拉强度σb (≥MPa)抗拉强度σb (≥MPa) 延伸率(≥%)16Mn<16(1组) 17~25(2组)26~36(3组)37~50 55~100的方圆钢520 500 480 480 480350 330 310 290 280210 190 190 190 190表2-4 Ⅱ类载荷组合情况时钢材的许用应力本次设计的是Ⅱ类载荷组合的设计,所以可以根据表2-1选出Q235的n=1.5,16Mn 的n=1.55。
根据表2-2和表2-3选出Q235的σs =240MPa ,σb =380MPa 。
16Mn 的σs =350MPa ,σb =520MPa 。
Q235:σs σb =240380=0.63<0.7,16Mn :σs σb =350520=0.67<0.7所以,Q235和16Mn 的许用应力可以从表2-4中选用,即Q235:[σ]=160Mpa ,16Mn :[σ]=230MPa Q235:[τ]=95Mpa , 16Mn :[τ]=140MPa2.1.2 强度校核主梁自重的确定给定如图2-1的曲线图。
应力种类符号 许用应力(MPa )Q235 16Mn 第1组 第2,3组 第1组 第2组 第3组 拉,压,弯剪切[σ] [τ]160 95140 85230 140220 130205 120图2-1 箱形梁式桥架结构的重量曲线据图2-1可知,起重量为10t ,跨距为22.5米的梁的重量G q 2=7.3t ,小车重量G=4t 。
1、主梁自重引起的均布载荷qq=G q 2+G L =(7.3+4)×10322500×9.8=4.92N/mm2、梁的自重在L2处引起的最大弯矩为:M 自重max =qL 28=4.92×2250028=3.11×108N∙mm3、额定载荷P 在L 2处引起的最大弯矩为:M Pmax =P L 2=9.8×10×103×225002=22.05×108N∙mm4、危险截面最大弯矩M max 为:M max =M 自重max +M Pmax =(3.11+22.05)×108=2.56×109N∙mm5、主梁跨中截面对水平重心轴x-x 的抗弯截面模量W x =J xy max(mm 3)主梁跨中截面对水平重心轴x-x 的惯性矩J x =bh 312(mm 4)主梁跨中截面的一半y max =h2W x =bh 26=450×123026=1.13×108mm 36、危险截面处的最大正应力σ的计算:σ=M maxW x=2.56×1091.13×108=22.56MPa<{Q235:[σ]=160MPa16Mn:[σ]=230MPa所以Q235和16Mn钢都可以用来制造箱形梁。