阳极焙烧
- 格式:doc
- 大小:146.50 KB
- 文档页数:35

阳极焙烧炉烟气净化系统着火原因分析与对策研究摘要:阳极焙烧炉烟气净化系统是将生阳极焙烧过程中产生的有害有毒气体进行净化处理后排出,而气体污染物的成分及含量根据原料和燃料的不同有所差别。
阳极焙烧炉烟气净化系统的安全运行核心在于防,关键在于管理。
要坚持不断完善、强化管理的理念,大大降低着火发生的概率,使设备在各种状态下操作不会受到冲击和损坏,抗干扰能力强,工作稳定可靠,烟气排放达到国家标准。
关键词:阳极焙烧炉;烟气净化系统;着火原因;对策研究1阳极焙烧炉净化系统概述阻火器的作用是:在生产中由于主排风机的负压作用下会有一部分的填充料颗粒透过炉墙进入到主烟道中,通过蒸汽降温和金属丝网,防止大颗粒的料进入除尘系统,引起着火。
特别是生产一段时间后,随着炉室火道强墙的变形加重,这种现象更加的明显。
预除尘的作用是:通过重力沉降作用,把进入的大颗粒除去,同时防止静电场着火。
喷淋冷却系统的作用:水从特制的喷头流出时,在压缩空气的作用下雾化,对高温烟气降温,控制沥青烟气的温度在90±2℃;同时,提高沥青烟气和焦油的比表面积,使焦油颗粒荷电均匀,提高静电场的捕集效率。
高压静电场的作用是:在72KV的高压作用下,正负电荷分别向电场的两个极板运动,在极板上放电,形成沥青的颗粒,沉积在极板上。
最后沉积在加热漏斗中,由人工定期的排放。
主排风机的作用:在正常生产中为炉面燃烧系统提供足够的负压,保证炉面上的燃烧系统设备正常的工作。
烟囱的作用:在正常生产中排放净化后的气体;当风机故障时,提供足够的负压,保证炉面设备和炉子安全。
2着火原因分析2.1火源在焙烧车间正常生产中,在烟斗1500~2500Pa负压的作用下,部分小于1.0mm的填充料透过立缝进到火道中;当立缝变大后,较大颗粒的填充料通过立缝进入火道中,由于它们颗粒较大,在控制不正常的情况下,被抽到烟斗,沉积在烟斗中。
当烟斗的温度较高时,不能自行熄灭,加上在此沉积物的增多,基体的温度上升一定极限时。

世上无难事,只要肯攀登
铜阳极泥的氧化焙烧除硒
氧化焙烧一般是在烧重油的小平炉或有烧煤火床的小反射炉、或马弗炉中进行的。
为使阳极泥中的硒尽可能完全氧化,炉膛内阳极泥层的厚度通常不大于100mm,并需进行周期性搅动和维持炉内足够的抽力。
在充分供入空气的条件下,每炉培烧时间为6~8h。
氧化焙烧的目的是为了使大部分硒氧化呈氧化硒(SeO2)挥发,并通过收尘系统(气体洗涤器或湿式电收尘器)予以回收。
当炉温在500℃或低于此温度时,硒化物大部分转化为亚硒酸盐。
2MeSe+3O2 2MeSeO3
炉温上升到650℃或更高时,硒便生成二氧化硒并挥发。
MeSe+O2 Me+SeO2↑
根据氧化焙烧实践,炉温在450~500℃时,硒的挥发率不会高于25%。
但当炉温达650~700℃,并在后期升温到750~800℃时,可以挥发除去阳极泥中90%的硒。
氧化焙烧时,铜生成氧化铜或氧化亚铜。
砷、锑主要生成难挥发的五氧化物,少量生成三氧化物挥发。
碲与硒相似,但前者的氧化速度小,挥发除去不多。
氧化焙烧时,硒的回收率不仅与二氧化硒的挥发率有关,而且也与所用的收尘设备有关。
这是由于焙烧挥发的二氧化硒进入收尘器后,遇水便会溶解而生成可溶性的亚硒酸。
当炉气中所含的(从阳极泥中来的)金属铜粉、没燃烧完的煤粉和二氧化硫及其生成的硫酸以及收尘设备的金属铁等与亚硒酸作用发生的一系列副反应,把亚硒酸还原成金属硒,或生成不溶性的硒化物沉淀,而降低硒的回收率。
且焙烧烟尘中往往导致贵金属的损失。
因此,氧化焙烧法已多。
阳极焙烧调温工艺基础知识1、什么是焙烧?答:炭阳极生坯在填充料保护下,隔绝空气进行高温热处理,使沥青焦化的工艺过程称为焙烧。
2、焙烧生块是哪两部分组成?答:焙烧生坯由两部分组成,一部分是经过高温煅烧的骨料颗粒,另一部分是粘结剂煤沥青。
3.焙烧车间有多少个炉室?每个炉室有几个料箱?答:54室×3台(1、2号炉是10火道9料箱;4号炉是9火道8料箱)。
4.焙烧炉的料箱尺寸是多少?答:1、2号炉:5280×780×6280mm;4号炉:5280×860×6280mm。
5.焙烧阳极最终温是多少度?答:1150~1200℃6.焙烧炉炉面负压为多少?答:总负压-2500±100Pa7.焙烧火焰系统是由哪些设备组成的?答:1个ER排烟架、1个TPR测温架、3个HR燃烧架、1个PR 零压架(停止使用)、1个鼓风架、1个CR冷却架。
8.焙烧火焰移动周期为多少?答:32~60H9.焙烧出炉温度应该小于多少?答:≤200℃10.升温速度对制品的影响有哪些?答.升温速度对粘结剂的析焦量有很大影响。
在升温速度较慢的情况下,粘结剂的析焦量增大,提高了制品的密度和物理机械性能。
11.挥发分的排除的过程阶段是?答.挥发分的排除,产品温度在(200℃)以前不明显,随着温度的升高,继续增加,温度在(350—500℃)之间最激烈,(500℃)以上排除较慢,大约在(1100℃)以后才基本结束。
12.生制品焙烧在温度变化下的过程?答:当生制品从室温加热到200~250℃时,制品的粘结剂软化,制品处于塑性状态,体积膨胀,质量不减少。
生坯排出挥发分最为剧烈的温度大约是300~500℃。
在焙烧过程中温度在450—500度时,必须缓慢升温。
当制品的温度升到800℃以后,随着温度的升高,制品的结构(更加紧密),制品的电阻率(继续下降)。
焙烧过程中,温度范围800—1000℃时,持续时间为20小时,其升温速度为每小时(10℃)1.烘炉时当温度达到多少时要对炉体保温?答:敞开式环式焙烧炉烘炉时,当温度达到300℃、600℃、800℃1150℃左右时,需要对炉体进行保温。

阳极生产工艺及设备前言阳极是电解生产的一个重要环节, 阳极质量的好坏, 直接影响电解的生产, 人们称之为电解的心脏。
阳极生产按工艺流程可分为以下四个工序:1 石油焦煅烧2 粉碎.配料.混捏.成型3 阳极焙烧4 阳极组装一.石油焦煅烧生石焦经过回转窑1150~1250℃温度的煅烧(除去焦碳中的挥发份), 冷却窑(采用冷却水直接冷却和间接冷却的方式), 将煅后焦冷却到约60℃, 然后通过皮带运输机, 斗式提升机, 送到储仓储存, 供成型工序之用。
生石油焦煅烧产生的烟气, 通过余热锅炉、产生蒸气, 驱动汽轮机、发电机组发电。
二.粉碎、配料.混捏.成型将生阳极的原料: 煅后焦、残极、生碎、沥青、破碎、筛分按不同的粒度要求, 煅后焦的粒度分为12~6mm、6~3mm、3mm以下及微粉;残极的粒度分为12~3mm、3mm以下, 生碎的粒度12mm以下, 分别储于配料仓中;沥青也经过破碎, 送到沥青溶化器熔化成液体并储于沥青储槽中, 待配料之用。
根据阳极配方的要求, 通过配料称配料, 先将煅后焦, 残极混和, 经四轴预热螺旋预热, 温度达到170℃±10℃, 预热后的干料送到强力混和机, 同时加入生碎及液体沥清进行混捏, 混捏后的糊料再经过强力冷却机, 冷却水直接喷到糊料中, 将糊料冷却到145℃±5℃, 送振动成型机, 生产出生阳极, 生阳极经过水槽冷却, 再经过输送机送到碳块仓库堆垛储存。
三.阳极焙烧生阳极由通过生阳极编组装置, 由多功能天车7块一组的生阳极放入焙烧炉, 焙烧温度1100℃~1150℃, 焙烧、冷却后的阳极, 由多功能天车从炉中取出, 经过阳极解组及清理装置, 将焙烧阳极送碳块仓库储存。
焙烧的烟气经过重力除尘, 冷却, 电除尘器处理, 达标排放。
四.阳极组装将电解使用后返回的阳极(称为残极), 经过电解质人工清理, 残极压脱(破碎)机、铸铁环压脱机、导杆检测、导杆校直机, 修理, 导杆清刷、涂石墨和回转浇铸站,生产出合格的阳极供电解车间使用;残极,废生块, 废糊经过返回料处理系统(粗碎系统), 分别存于残极仓, 生碎仓供成型车间使用;电解质经粉碎后也储于电介质仓返回电解使用。
世上无难事,只要肯攀登铜阳极泥的焙烧-湿法冶金流程阳极泥的湿法冶金,具有环境污染小,贵金属分散损失少,易于实现机械化和自动化作业,效率高,成本低等诸优点,尤其用于阳极泥产量多的大中型工厂,经济效率更为显著,而成为大中工厂今日处理阳极的主要流程。
此外,氰化法、硫脲法等,也被有些工厂用来处理阳极泥生产过程中的某些中间产品。
80 年代以来,全湿法和半湿法处理铜阳极泥的工业流程已在我国大多数工厂广泛应用。
它们主要包括铜阳极泥的预先硫酸盐化或氧化焙烧,然后进行湿法分步处理以提取金银,并综合回收有价金属。
下面列举的三个有代表性的铜阳极泥处理工业流程,都是经过许多生产厂家和研究部门长期探索的基础上综合和发展而来的。
一、铜阳极泥的蒸硒和湿法-电解法流程此法是贵溪、富春江、武汉、铜陵二冶等厂采用的工业流程。
阳极泥首先经硫酸盐化焙烧蒸硒,并从炉气中用稀硫酸液吸收和通入SO2 还原回收粗硒。
蒸硒渣经稀硫酸加热并鼓风搅拌浸出脱铜,浸液返回铜电解。
脱铜渣采用氨浸分银,并用水含肼从浸液中还原出粗银送电解。
分银渣进行碳酸钠硅化并用稀硝酸浸出除铅,并向铅液中加适量硫酸(不使过剩)使生成PbSO4 沉淀,滤液返回再浸铅。
除铅渣使用HCl、NaCl 和CaOCl 浸出金,并通SO2 还原为粗金送电解。
最终渣返回铜火法冶炼。
二、铜阳极泥的硫酸盐化焙烧和湿法-沉淀法流程本流程为烟台冶炼厂等所采用。
硫酸盐化焙烧分别采用高温和低温法。
当阳极泥含硒较高时,在600~650℃焙烧和蒸硒4h,并从烟气中吸收和还原为粗硒;而含硒量低时,则在300℃焙烧2h。
焙烧原料与硫酸的配比为1∶1。
焙烧。
阳极焙烧工艺技术阳极焙烧工艺技术是一种常用的工艺方法,用于生产阳极铜板。
这种工艺可以提高铜板的强度、硬度和延展性,从而提高其使用寿命和性能。
阳极焙烧工艺技术主要分为两个步骤:阳极铜板预烧和后续处理。
首先,阳极铜板预烧是阳极焙烧工艺技术的第一步。
在预烧过程中,通过将阳极铜板加热至一定温度,在氧气的作用下,使铜板的表面氧化生成一层致密的氧化铜膜。
这种氧化铜膜可以在后续处理过程中提供更好的保护层,从而提高铜板的性能。
同时,预烧还可以消除铜材料的应力,使其更加稳定和均匀。
在预烧过程中,需要控制好加热的温度和时间。
一般来说,预烧温度在800°C至1000°C之间。
温度过高会导致铜板的烧损,而温度过低则无法形成致密的氧化铜膜。
预烧时间取决于铜板的厚度和尺寸,一般在10至30分钟之间。
完成预烧后,阳极铜板进入后续处理阶段。
主要包括氧化、酸洗和电解抛光等工艺步骤。
首先,在氧化过程中,阳极铜板被浸泡在含有硫酸和过氧化氢的溶液中。
这样可以进一步增加铜板表面的氧化程度,形成更为致密和均匀的氧化铜膜。
然后,通过酸洗工艺,可以去除铜板表面的杂质和氧化物,使其更加干净和光滑。
最后,通过电解抛光工艺,可以进一步提高铜板的光亮度和表面平整度。
通过阳极焙烧工艺技术的处理,阳极铜板的性能得到了显著提高。
首先,阳极焙烧可以提高铜板的强度和硬度,使其更加耐磨和抗刮削。
其次,阳极焙烧可以提高铜板的延展性,使其更加容易加工和成型。
此外,阳极焙烧还可以提高铜板的耐腐蚀性能,从而延长其使用寿命。
综上所述,阳极焙烧工艺技术是一种有效的处理方法,可以提高阳极铜板的性能和使用寿命。
通过控制好预烧和后续处理的参数和工艺步骤,可以获得更好的焙烧效果,满足不同领域对阳极铜板的需求。
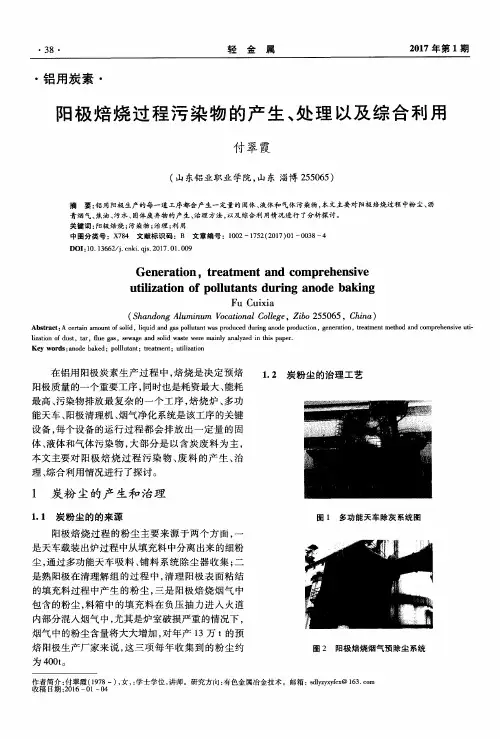
我国炭素阳极焙烧烟气的几种净化方法衡少亭,陈 鄞(中国长城铝业公司设计院,郑州 450041) 摘 要:介绍并分析炭素阳极焙烧烟气净化的3种方法。
详述各方法的工艺流程、实际净化效果和适用情况,剖析存在的问题并提出相应的改进措施。
关键词:环境工程;烟气净化;综述;炭素阳极;铝电解中图分类号:X511;X701;TF821 文献标识码:A 文章编号:1001-0211(2004)04-0129-03收稿日期:2003-05-06作者简介:衡少亭(1968-),男,郑州市人,工程师,主要从事环境保护规划与管理工作。
随着我国铝电解生产自焙阳极铝电解槽预焙化技术改造(含改造为大型预焙槽和小型预焙槽)的加快,铝电解生产用的炭素阳极产品结构正在发生明显改变。
用于自焙阳极铝电解槽的阳极糊块的产量正逐步萎缩,预计在近二三年内将全部淘汰。
用于预焙阳极铝电解槽的预焙阳极,将因市场需求量的增加而扩大产量。
在这种形势下,一些原生产阳极糊块的中、小炭素厂纷纷实施改造转而生产各种规格的预焙阳极,与此同时,为满足我国铝电解生产发展的需要,一些新预焙阳极生产线也在建设之中。
众所周知,炭素厂属污染较重的企业。
在炭素预焙阳极的生产过程中,主要污染治理环节包括沥青熔化库低温沥青烟的净化处理,煤气站煤气洗涤水处理,炭素生产过程中粉尘的捕集与回收和阳极焙烧烟气的净化等。
其中,阳极焙烧烟气的净化处理,因烟气量大,烟气中不仅含有沥青焦油、焦粉,而且由于铝电解残极返回炭素生产系统,给焙烧烟气带入一定数量的氟化物,故倍受关注,因而合理选择阳极焙烧烟气的净化技术,防治含沥青焦油、粉尘及氟化物烟气的污染,对于炭素厂技术改造及新建预焙阳极生产线至关重要。
我国炭素预焙阳极焙烧烟气净化方法大致分为3种。
第1种为阳极焙烧烟气的干法吸附净化技术,青海铝厂炭素厂阳极炭块焙烧采用了该技术。
第2种为贵州铝厂引进的日轻公司的重力除尘湿法净化技术。
第3种为烟气预处理卧式电收尘技术,云南铝业、长城铝业应用了该技术。
管理探讨延长阳极焙烧炉使用寿命阳极的焙烧炉是进行预焙阳极的一个主要设备,在成型之后的碳素制品的保护需要使用保护介质在隔绝空气的条件下进行,以煤气作为主要的原料,使用间接加热的方法对整个碳素制品进行加热,焙烧的的主要目的是降低电阻以及防治挥发。
一般情况下,阳极焙烧炉的寿命可达到7年以上,但是目前我国的焙烧炉却存在着严重的碳损现象,并且呈现上升趋势,这种情况严重影响了阳极焙烧的生产及产量。
因此,必须采取合理措施对整个阳极焙烧炉进行有效管理,通过严格的管理手段不断规范阳极培烧炉的使用方法。
1 阳极焙烧炉的工艺概述在阳极生产中,焙烧是一道投资比较昂贵的工序,根据实验的验证水平,火道环形的焙烧炉是一种最为合适的焙烧实用工具。
所以,在进行焙烧炉研究的时候,我们要从其本质出发,比如在焙烧炉中,控制其温度时,始终存在着比较严格的升温曲线,料箱的温度可以达到比较均衡的分布,而使用阳极焙烧可以将焙烧的工序废品始终控制在1%以下,以此来提高阳极技术指标。
在敞开式焙烧炉中进行预焙阳极的生产尤为关键,其基建的投资可以占据整个碳素总投资的一半以上,而能够达到的设计寿命只有8年。
2 影响焙烧炉使用寿命的因素从整个焙烧炉的使用过程来看,影响焙烧炉寿命的因素有许多。
不过,我们已经基本确定其耐火砖的材质和烘炉的制度,但这些都属于一种客观原因。
所以,在使用焙烧炉进行生产的时候,一定要对其温度、保温、冷却以及维护等方面进行进行妥善管理,努力采取有效措施从根本上延长焙烧炉的使用寿命。
2.1 耐火砖施工工艺的探究(1)耐火砖的质量概述。
由于质量比较好的耐火砖具有很高的耐火温度以及荷软温度,再加上比较好的耐急冷急的热性,所以在使用的过程中能够很好地抵御比较高温度的冲击,对其材料以及燃烧产生的烟气进行碱性气氛的侵蚀,即耐火砖的质量是影响整个焙烧炉使用寿命的因素之一。
(2)耐火砖砌筑质量探究。
关于耐火砖砌筑质量,在砌筑的时候要严格按照要求进行砌筑施工,对于砖缝的处理上也要使均匀砂浆能够饱满。
第51卷第6期2020年6月中南大学学报(自然科学版)Journal of Central South University(Science and Technology)V ol.51No.6Jun.2020阳极焙烧过程中的温度分布及挥发分逸出行为冯明杰,郭奕,毛成(东北大学冶金学院,辽宁沈阳,110819)摘要:在构建阳极挥发分逸出模型基础上,以Fluent15.0为计算平台,采用数值模拟方法研究阳极在整个焙烧过程中的温度分布和挥发分的逸出行为。
研究结果表明:料箱内的温差难以彻底消除,处于不同位置的阳极的温度分布存在显著差异,上层温度高于下层温度,右侧温度高于左侧温度;但对于单块阳极,其上下温差或水平温差都不大;随着焙烧进行,低温区向火焰流动方向移动;随着加热过程的进行,阳极内的挥发分残余量逐渐减少,但处于料箱内不同位置的阳极即使是在同一时刻,其残余量也各不相同,当加热完成时,残余量差异会变得很小。
关键词:阳极;焙烧炉;挥发分;温度场;逸出行为中图分类号:TF803文献标志码:A文章编号:1672-7207(2020)06-1481-08Temperature field and volatiles release behavior of anodeduring bakingFENG Mingjie,GUO Yi,MAO Cheng(School of Metallurgy,Northeastern University,Shenyang110819,China)Abstract:On the basis of volatile release sub-model,the temperature field and volatile release behavior of anode during baking were numerically simulated by use of Fluent15.0software.The results show that it is difficult to eliminate the temperature difference in the pit completely.The temperature distribution has significant difference for the anodes at different locations in the pit.The temperature in the upper anodes is higher than that in the lower anodes,and the temperature in the right anodes is higher than that in the left anodes,but the temperature difference is small relatively for a single anode.The low temperature zone gradually moves toward the flame flow direction during baking.The residual amount of volatiles in the anodes decrease gradually during the heating process,but the values are different for different anodes at the same time.This difference becomes very small when the heating is completed.Key words:anode;baking furnace;volatile matter;temperature field;release behavior预焙阳极是铝电解槽的重要组成部分,并直接参与氧化铝的还原反应[1−5]。
第四篇阳极焙烧第一章焙烧工艺一.概述阳极焙烧工艺过程,把阳极升温到到1100O C,保温并冷却的过程。
阳极焙烧必须满足下列三个目标:1.保证需要的产量2. 优良的焙烧,质量满足电解使用的要求。
3.最低的成本保证需要的产量火焰周期取决于所需的产量和每个炉室的焙烧阳极的平均吨数,也就是说当一个焙烧炉建成以后,焙烧的产量直接取决于合理的火焰周期,火焰周期通常是24小时—30小时,通常为26-28小时。
其次是火焰系统的构成。
焙烧炉的年产量=火焰系统数×炉室数×每个炉室的装炉量(t)×365天×24小时÷火焰周期良好的焙烧良好的焙烧,即焙烧后的阳极必须满足电解车间质量的要求,焙烧的过程目的在于使沥青焦化,以便达到:1. 阳极成为良好的导电和导热体2. 提高阳极的机械性能3.较低的氧化反应率焙烧产品最大的均匀性,即对于同一炉室的不同料箱,同一料箱中不同位置的阳极,焙烧的阳极品质的均匀性。
也就是所有的阳极应基本上按相同的升温和冷却曲线的,焙烧到同样的温度。
这与炉室及火道的结构有关。
最低的成本它涉及到全部价格的所有领域。
产品的合格率、燃料的消耗、火道耐火材料的使用寿命(维护费用)二.焙烧过程中的现象特征:阳极焙烧过程中可以分为三个不同的范围:20 O C—200 O C 200 O C—550 O C 550 O C—1100 O C从20O C—200O C在生阳极焙烧期间,其内部应力得以释放。
通常情况下,所用的沥青的软化点为110O C,阳极从开始(室温)升高到约200O C时,有一个塑性的状态,在这一阶段,阳极变软,炉室内的填充料保证阳极的不变形。
升温速度一般低于10O C/H。
从200O C—550O C 在这个间,沥青的挥发份将散发出来,在350O C—550O C 期间,最大限度的挥发份排出,重质物质经过连续不断的分解,透过填充料,及耐火砖逢,挥发份将在火道中燃烧,其条件:氧气含量是充分的;火道温度为750O C;火道中有必须的烟气混合物。
第四篇阳极焙烧第一章焙烧工艺一.概述阳极焙烧工艺过程,把阳极升温到到1100O C,保温并冷却的过程。
阳极焙烧必须满足下列三个目标:1.保证需要的产量2. 优良的焙烧,质量满足电解使用的要求。
3.最低的成本保证需要的产量火焰周期取决于所需的产量和每个炉室的焙烧阳极的平均吨数,也就是说当一个焙烧炉建成以后,焙烧的产量直接取决于合理的火焰周期,火焰周期通常是24小时—30小时,通常为26-28小时。
其次是火焰系统的构成。
焙烧炉的年产量=火焰系统数×炉室数×每个炉室的装炉量(t)×365天×24小时÷火焰周期良好的焙烧良好的焙烧,即焙烧后的阳极必须满足电解车间质量的要求,焙烧的过程目的在于使沥青焦化,以便达到:1. 阳极成为良好的导电和导热体2. 提高阳极的机械性能3.较低的氧化反应率焙烧产品最大的均匀性,即对于同一炉室的不同料箱,同一料箱中不同位置的阳极,焙烧的阳极品质的均匀性。
也就是所有的阳极应基本上按相同的升温和冷却曲线的,焙烧到同样的温度。
这与炉室及火道的结构有关。
最低的成本它涉及到全部价格的所有领域。
产品的合格率、燃料的消耗、火道耐火材料的使用寿命(维护费用)二.焙烧过程中的现象特征:阳极焙烧过程中可以分为三个不同的范围:20 O C—200 O C 200 O C—550 O C 550 O C—1100 O C从20O C—200O C在生阳极焙烧期间,其内部应力得以释放。
通常情况下,所用的沥青的软化点为110O C,阳极从开始(室温)升高到约200O C时,有一个塑性的状态,在这一阶段,阳极变软,炉室内的填充料保证阳极的不变形。
升温速度一般低于10O C/H。
从200O C—550O C 在这个间,沥青的挥发份将散发出来,在350O C—550O C 期间,最大限度的挥发份排出,重质物质经过连续不断的分解,透过填充料,及耐火砖逢,挥发份将在火道中燃烧,其条件:氧气含量是充分的;火道温度为750O C;火道中有必须的烟气混合物。
注意:燃烧是放热反应,但一些物质的分解是吸热的。
这个阶段非常重要。
因为挥发性物质释放可能在阳极里产生相当大的应力,甚至导致裂纹,内部应力大多数取决于在阳极中心和外表面的温度差别。
在温差超过120℃时,裂纹的危险性较高。
(当然生阳极质量也是一个重要的因素。
)温差与热传递速度有联系,热传递速度主要受烟气与阳极之间的温差和多层热扩散率控制。
(砖--填充料--阳极)。
通常必须避免过快的阳极升温速度直到阳极中心温度到550。
在一般情况下。
升温速度必须低于20℃/h,中间与边缘的温差不得超过100℃。
挥发物质的散发会导致阳极的膨胀,但沥青在变成半焦时,有收缩现象。
阳极的收缩决定于干料粒度的大小分布和沥青的组成。
从550 O C—1100 O C这区间的特点是半焦质到沥青焦。
这个转变的形成,随着挥发物的逸出,特别是氢气,直到750℃。
在连续焙烧到750℃以上,允许焦碳和沥青焦之间不同的反应率得以减少,。
焙烧必须连续,温度达到1080--1150℃,以便达到足够的阳极密度标准,任何一块焙烧后的阳极的真密度:焦碳的真密度-0。
005 ≤焙烧后的阳极的真密度。
该标准必须达到,以使在电解槽中的碳粉最少并降低阳极反应的能力。
由于焦碳里的硫释放出来的缘故,其反应可能增加,因此,在选择原料时必须考虑到这一点。
在最后阶段,焙烧温度的增加速率仅取于加热区的技术的可能性.三.焙烧过程的形成1.工作原理每条火道的是由排烟机产生的负压来控制火道内烟气流速和控制燃烧速率。
通过把大气引入火道来冷却焙烧后阳极并被加热,成为助燃空气。
环式焙烧炉的工作原理是一个移动回路从一炉室到下一炉室更换着焙烧区,在焙烧周期内,每个炉室连续地通过下列阶段:自然预热加热保温及冷却出炉,耐火材料的维护、装炉。
2.不同焙烧炉区的作用(1)自然预热区区域:上游:第一燃烧架下游:排气架功能:用来自加热区产生的烟气的回收热来预热阳极。
最佳条件:可用热交换及燃烧室的位置来描述其特征。
热交换:最佳效率是延长在加热架和排气架之间热交换时间到最长。
为此该区必须保证有足够的负压。
其作用:a.控制燃烧烟气的排放;b.在阳极和气体通道之间产生抽力,将易挥发物质吸入到火道内燃烧。
.按这两种情况,对于负压值的任何增加,都会导致泄漏空气量的增加,也会导致:a.烟气温度由于冷空气稀释而降低。
b.热交换时间的减少导致热交换效率的降低和挥发物充分燃烧。
挥发物完全燃烧需同时具备下列两个条件·有充足的氧气存在。
·烟气温度足够高在阳极表面温度达到250℃时,这时易挥发物质开始排出,烟气温度必须高于750O C,这个温度差别是填充料耐热特征之一。
挥发物燃烧位置必须完全满足下列要求:离排风架足够远,这有利于挥发物有充分的燃烧时间来放出热量(热交换最佳结束为挥发物燃烧点与排烟架之间)。
·尽可能地远离加热区以增加烟气与阳极的温差和热传递。
在开始,如果热传递由烟气与阳极温差而增加;当温差超过约350O C时,可探测到这种传递确实在加热架启动之前允许有足够的时间进行热传递,这是重要的。
·时间不大于周期的3/4。
所有情况都一样,在自然预热未端的阳极高温(从600O C到700O C)的迹象即为该条件已达最佳。
必须将阳极温度最大程度地达到目的,和烟气的温度无关。
(2)加热区区域:上游:第三加热架下游:第一加热架功能:通过控制燃料的量来达到阳极焙烧所需的温度。
最佳条件:在该区中,燃烧装置与热助燃空气所接触。
必须小心暂不要注入太多的燃料,在某些条件下,助燃空气变得不充分,燃料不能燃烧。
(3)冷却区功能:冷却阳极、填充料和焙烧炉室耐火材料。
将空气鼓入以满足燃料燃烧和挥发物预热的需要。
最佳条件:在这个由已焙烧炉室进行热交换来助燃空气的区域里,最佳的热交换效率是使得热交换时间达到最长来获得的。
事实上,助燃空气流量按燃料和挥发物燃烧所需的足够水平值来进行调整,在焙烧周期中,这个水平值随着燃料注入和挥发物的变量相作用而进行变化。
任何附加空气不仅不利于热交换的效率,而且也表现在加热区域内燃料消耗量的增加:其温度必须从零点增加到正好下游的填充料火焰温度约1050O C。
四.焙烧炉焙烧炉主要有带盖环式炉,敞开环式炉;此外, 还有倒焰式焙烧炉,隧道窑等。
用于阳极焙烧的主要是敞开环式炉 ,也有用带盖环式炉;用于阴极,石墨电极焙烧的主要是带盖环式炉。
焙烧车间包括两幢厂房,每幢厂房由两个并列布置的炉室组成的。
每一系列有18个炉室,(炉室间以端墙隔开),每个炉室的顶部是敞开式的,以便装入生阳极和取出焙烧后的阳极。
每个炉室有并行排列的8个料箱和9条火道。
火道中有烟气,气体流过。
这些气体用于阳极焙烧和冷却。
火道墙顶部有4个可以关闭的均匀的折流板。
两个18炉室系列的未端通过烟道相连,连通烟道可以使一列的未端烟道与另一列未端烟道进行气体交换。
一台焙烧炉,含2×18=36个炉室以及两个连通烟道。
焙烧炉的参数:炉室数 36 料箱数/炉室 8火道数 9 火焰系列 2火焰周期 24—30h料箱尺寸 5246(L) 753(W)×5560(H)装炉量 168 (3×7×8)块加热炉室 6 冷却炉室 8 装出炉,维修炉室 4 隔热保温每个火焰系列在4个侧边和炉壳底部有隔热屋,隔热层的作用是减少从边部散发热量,隔热层包括有保温砖,及耐火砖,耐火料。
焙烧炉顶部防热用两种方法:a.大道墙和端墙的覆盖材料; b料箱用填充焦混凝土炉壳:火道墙、端墙、隔热层等整个焙烧炉置于混凝土壳体之内。
在料箱中,阳极分三层为侧立装,每层七块阳极,即每个料箱中,装有3×7=21块,一个炉室为8个料箱,即一个炉室的装炉量为3×7×8=168块。
火焰系列的配置: 一个火焰系列包括:6个加热炉室,其中3个为自然预热炉室,3个为加热炉室。
这6个炉室中的阳极和填充焦,通过火道墙中和前面炉室中的热循环气体,热交换带来的热量加热。
3个炉室处于自然预热过程,最靠近加热炉室的两个炉室,也处于挥发份燃烧的范围内。
这个附加的燃烧源有助于加热阳极和填充焦。
3个炉室处于强制加热状态的炉室,配有燃烧器,燃料可以是天然气、重油、煤气。
本工程使用的是天然气,炉室中阳极温度的调节,是由调节燃烧器的脉冲次数。
在所有6个加热炉室中循环烟气的流速,是调节火道中压力(负压)来控制的。
8个冷却炉室,其中4—5个是自然冷却,3-4个是强制冷却。
在4-5个自然冷却炉室中,碳块及填充料是通过流过火道的热交换气流来冷却,而3-4个强制冷却炉室中,是通过冷却架向火道注入空气来冷却,部分冷却空气通过火道的“观察孔”排入车间内。
4个工作炉室,用于阳极的装炉、出炉;炉室及火道的维护及更换。
每个火焰系列按照一种对流的固体/气体双向热交换方式进行,热交换的热量来自于燃料的燃烧的外部热量和由沥青挥发份及填充料燃烧产生的内部热量。
第一个热交换器通过对阳极、填充料的冷却,或加热吹进的空气,这些空气由冷却架风机吹入。
第二个热交换器通过气体和火道的燃烧烟气来加热阳极及填充料。
在第二个热交换器中同时产生两种形式的燃烧。
①燃料的燃烧,能够使气体被加热到一个让阳极块的温度达到最高的焙烧温度。
②内部燃烧物(沥青的挥发份和少量的填充焦)的燃烧。
焙烧炉操作原理:加热器(燃烧架)在经过一个周期后由一个炉室移向另一个炉室,每个炉室经过下列一系列阶段:自然预热加热保温自然冷却强制冷却工作(装出炉、维修等)所谓的火焰周期时间为28小时,也就是说每个架子每隔28小时向前移动一个炉室。
第二章焙烧炉的操作和管理一日常操作1. 装炉和出炉装炉和出炉操作必须细心,因为它影响耐火材料的寿命。
同时装炉的质量也影响挥发份排出的均匀性和燃烧的连续性和阳极焙烧质量(焙烧的不均匀和由于燃烧、氧化或变形出现的废品)1.1阳极的装炉装炉前,多功能天车操作员必须:•检查火道耐火材料的维修工作是否已经完成;•检查炉坑内底部和侧面是否干净;•观察火道墙修补炉室的位置,并检测相邻几个火道同方向上的任何弯曲;料箱的整个底面用填充料铺上一层,平均厚度为50MM,重要的是获得水平参考平面,然后装入阳极。
如果火道内壁没有弯曲的话,每个料箱内放置的第一层阳极,注意必须将阳极放在料箱的中央,以使得该层的阳极与火道墙之间每边都有同样厚度的填充料。
装入一层阳极后,然后用填充料装入料箱,将阳极固定,注意不要填入太多的填充料。
上面的两层阳极,继续用同样的方法,一层一层完成,就是说该炉室中的每个料箱全部先装好一层,再装二层、三层,不是先将一个料箱装好,再装另一个料箱。
如果几个邻近火道在同方向发现弯曲。