科学注塑成型培训
- 格式:ppt
- 大小:25.60 MB
- 文档页数:2
注塑成型基本学习培训资料宋良胜一.注塑成型基础2-1 塑料塑料是加热,加压后,就能够成型加工的高分子物质。
塑料为天然树脂与合成树脂,一般指出由石油而成的合成树脂。
塑料的特长之一为加热后会变形,所以对于各种各样的形状能极易批量生产。
塑料大概分为有热塑性树脂与热固化树脂,大部分的产品用此两种塑料来制造。
热塑性树脂的性质为加热后溶化,在模具内进行冷却,就会固化造成产品,再次加热,也会溶化的性质。
热固化树脂的性质为虽然与热塑性树脂一样加热后溶化,但再次加热后会固化,一旦形成为固化后,不再形成为溶化。
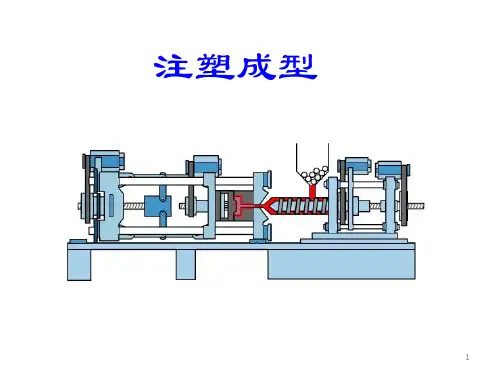
2-2 注塑成型意味着把树脂在加热筒内进行加热溶化,接着把它射到模具内,然后把溶化树脂在模具内进行冷却。
通过此工程来制造产品。
2-3 进行注塑成型时所需的东西 1. 成型材料(树脂)2. 材料干燥机(热风式、除湿式、真空式)3. 注塑成形机4. 模具5. 模具温度调节器(媒体:水、油、加热器)6. 取出器7. 粉碎机8. 成形技术2-4 注塑成形条件的5个因素 1. 温度 2. 时间 3. 量(位置) 4. 速度 5. 压力温度材料干燥、加热筒温度、树脂温度、模具温度、制品取出温度、室内温度、执行油、冷却水温度时间 材料干燥时间、计量时间、填充时间、保压时间、冷却时间、周期 位置(量) 料斗内的材料放入量、注塑开始位置、注塑最前进位置、注塑结束位置、计量开始位置、减压量、注塑量速度 计量速度(螺杆转动)、注塑速度、开锁模速度、顶出速度、减压速度 压力锁模压力、填充压力、保压压力、计量负荷压力、螺杆背压力2-5 成形条件成形条件应该确认5个因素怎样设定,得到怎样结果,并确认成形制品在设定范围及结果范围内可以得到良品。
成形条件表上所需的东西根据5个因素的配合,就会成立成形条件。
只有5个因素总保持平衡,才能进行稳定成形。
1.应该明确记载设定值范围及最终设定值。
2.应该明确记载结果范围及最终结果。
3.应该明确记载产品的不具产生部位。
![注塑厂培训课程(共5篇)[修改版]](https://uimg.taocdn.com/27a0635b03768e9951e79b89680203d8ce2f6a84.webp)
注塑厂培训课程(共5篇)[修改版]第一篇:注塑厂培训课程科学注塑成型技术1、注塑成型的原理(软化、熔融、流动、赋形、固化)2、注塑成型工艺流程;3、注塑成型前的准备工作;4、注射压力与模具结构之间的关系;5、注射压力与制品厚度之间的关系;6、注射压力与塑料流动性能之间的关系;7、注射压力与注射速度之间的关系;8、注射压力与模具温度之间的关系;9、注射压力与流道系统、浇口位置之间的关系;10、注射压力与在注塑制品大小之间的关系;11、注射压力与注塑制品数目之间的关系;12、保压压力的作用与设定方法;13、保压压力的曲线分析;14、背压的形成、作用及设定方法;15、模具温度的作用与控制要求;16、料筒温度的作用与控制要求;17、注射速度的作用及设定方法;18、注射量和射胶位置的设定方法;19、注射工夫/冷却工夫的肯定方法;20、残量、抽胶及螺杆转速的设定方法;21、塑料性能与注塑工艺的关系;22、模具结构与注塑工艺的关系;23、注塑机与注塑工艺的关系;24、注塑工艺参数对成型质量量的影响;25、最佳注塑工艺条件的确定;26、注射速度和保压不良的分析;27、如何科学设定注塑工艺条件;28、多级注射程序的控制方法;29、多级注射位置的肯定方法;30、多级注塑条件设定的实例分析;31、注塑成型新技术介绍。
“注塑模具维修技术”“模具维修、磨焊换旧”,长期以来注塑模具维修技术仅仅停留在更换顶针、磨平焊补、加开排气糟的水平上,对于一些模具结构性问题得不到根本的改善。
注塑部常常抱怨模具维修老是修不到位、模具反复上上下下、工艺盲目调个不停,造成大量的工夫、质料、电费、人工的浪费,注塑生产效率低、不良率高且机位人手多、甚至出现延误交期现象,严重影响企业的竞争力!由于过去多数修模技术人员没有受过专业的培训,只是凭经历处置惩罚一些比较简单的模具故障问题;愈来愈多的人已经认识到注塑模具维修技术触及的知识面广,仅靠过去的经验是远远不够的。
注塑成型技术培训第一章成型材料第一节注射成型进展近年来无论在注塑理论和实践方面,还是在注塑工艺和成型设备方面均有较深研究和进展。
注塑时,一方面遇到是注塑可成型性,这是衡量塑料能否迅速和容易地成型出合乎质量规定品。
并但愿能在满足质量规定前提下,以最短注塑周期进行高效率生产。
不同高分子材料对其加工工艺条件及设备感性别很大,材料性和工艺条件将最后影响塑料制品理机械性能,因而全面理解注塑周期内工作程序,弄清可成型性和成型工艺条件及各种因素互相作用和影响,对注塑加工有重要意义。
在对充模压力影响实验表白:高聚物非牛顿特性越强,则需要压越低;结晶型比非结晶型高聚物制品有更大收收缩,在相变中比容变化较大。
在对注塑过程中大分子取向机理研究证明聚合物熔体受剪切变形时,大分子由无规卷曲状态解开,并向流动方向延伸和有规则排列,如果熔体不久冷却到相变温度如下,则大分子没有足够时间松和恢复到它本来无规则卷曲构象限度,这时聚合物就要处在冻结取向状态,这种冻结取向使注塑制品在双折射热传导以及力学性质方面显示出各向导性。
由于流变学和聚合物凝固过程形变因素,制品取向也许在一种方向占优势形成单轴取向,也也许在两个方向上占优势,形成双轴取向。
双轴取向会使制品得到综合机械特性,因此在注塑制品中总但愿得到双轴取向制品。
而在纡维抽丝过程中却但愿得到单轴取向。
对于取向分布实验表白:取向最大是发生在距离制件表面20%厚度处,发现取向限度随熔体温度与模温减小而增长,而提高注射压力或延长注射时间会增长制品取向限度。
对聚苯乙烯试样表白:拉伸强度在平行取向方向上随取向度增长而提高,在垂直方向上则下降。
对聚甲醛观测表白:注射时间加长会使过渡晶区厚度增长,注射压力提高会使制品断裂伸长加大。
测试表白:注塑残存应力与应变对制品质量有着重要影响,普通注塑制品有三种残存应变形式;A随着热应力而产生应变,B与分子冻结取向有关残存应变,C形体应变,对普通塑料而言注射压力增长会增长制品中残存应力,而对ABS 不十分明显。
注塑操作新人培训计划一、前言注塑操作是一项需要专业技能和经验的工作,熟练掌握注塑操作技能对于提高生产效率、保证产品质量至关重要。
因此,公司需要制定一套科学的注塑操作新人培训计划,对新入职的注塑操作人员进行专业的培训,提高其工作技能和业务水平,为公司生产和发展打下坚实的基础。
二、培训目标1. 培养学员掌握注塑机的工作原理和操作技能,能够熟练操作注塑机进行生产。
2. 培养学员掌握注塑成型工艺知识和质量控制技能,能够保证产品的质量。
3. 提高学员的安全意识和职业道德素养,减少工作中的安全事故和质量问题。
三、培训内容1. 注塑机械结构及工作原理2. 注塑工艺流程3. 注塑机的操作与维护4. 塑料材料的种类及特性5. 塑料成型模具的结构及工作原理6. 注塑产品质量控制知识7. 注塑车间的安全操作规范四、培训方法1. 理论教学:通过课堂讲解、多媒体展示、案例分析等方式,系统地教授注塑操作的基本理论知识。
2. 实操练习:安排学员到车间实地操作注塑机,学习实际操作技能和工艺流程。
3. 专业培训:邀请注塑机械专家或技术人员进行专业培训,分享行业经验和案例。
五、培训计划及内容1. 第一阶段:基础理论知识培训(1)培训时间:3天(2)培训内容:注塑机械结构及工作原理、注塑工艺流程、塑料材料的种类及特性、注塑成型模具的结构及工作原理2. 第二阶段:实操操作技能练习(1)培训时间:5天(2)培训内容:注塑机的操作与维护、塑料成型实操练习、产品质量控制知识3. 第三阶段:安全操作规范和职业道德培训(1)培训时间:2天(2)培训内容:注塑车间的安全操作规范、职业道德素养培训六、培训考核1. 每个阶段结束后进行理论知识考核和实操技能考核,考核成绩合格者方可进入下一阶段培训。
2. 培训结束后进行综合考核评定,成绩合格者方可正式上岗工作。
七、培训师资1. 公司内部员工:注塑工艺工程师、注塑机械维护人员,可以担任培训讲师。
2. 外部专家:邀请注塑机械领域专家或技术人员进行专业培训。