08第8章焊接结构装配图识读
- 格式:pdf
- 大小:1.21 MB
- 文档页数:11

第8章焊接技术机械设计和加工中,焊接件占有重要的比例,它是用来设计多个零部件在焊接的工艺下进行组装的合件,Inventor 为此提供了相关功能。
本章将介绍焊接环境中的三个焊接特征组、焊接种类以及焊接件工程图。
1. 焊接件装配设计Inventor 为焊接结构件的装配设计提供了一种专用的模板,模板名称是Weldment(GB).iam。
创建焊接件可以使用以下两种方式:将一般装配转换成焊接合件♦创建一般装配,在菜单栏中选择“转换(C)”->“焊接件(W)”,弹出如图8-1 的提示(实际上,只要我们进入焊接环境后尚未保存该文件,用“撤销”功能仍可以回到装配环境);图8-1 转换提示图8-2 焊接参数设置♦确认后弹出对话框,设置有关焊接件的参数,界面参见图8-2。
注意:默认的参数与我们在安装Inventor 时选定的GB 标准以及当前的模型材料都不一致:标准采用了ISO,而“焊道材料”是铝。
可见,默认值不是常用值,所以,我们必须重新设置,“标准”应为“GB”;而“焊道材料”应当按要求选择。
♦参数设置确认后进入焊接件环境,焊接环境的工具面板和浏览器参见图8-3。
从焊接环境开始设计♦新建文件时选择焊接模板Weldment(GB).iam,参见图8-4,双击;图8-3 焊接环境界面图8-4 选用焊接模板♦进入图8-3 所示的焊接件环境。
♦单击浏览器中的“焊接”特征组,右键,选择“特性(P)”,在弹出的“特性”对话框中可以进行焊道特性和焊接材料的设置,参见图 8-5。
“可见”的功能的勾选与否决定焊道是否能够在模型中可见;“启用”的功能勾选与否将决定能否对焊道特征进行编辑。
图8-5 焊接特性设置2. 焊接设计体验为了大概了解Inventor 的焊接功能,现在对一个简单的装配进行焊接,这两个零件的相对位置已经固定,参见图8-6。
图8-6 初始装配图8-7 焊接参数设置焊接的过程如下:♦使用一般的模板新建装配,调入两个零件08-001.IPT,约束好两个零件的相对位置;♦在菜单栏中选择“转换(C)”->“焊接件(W)”,然后设置有关的焊接参数(参见图 8-7),确认后将转换为焊接件。
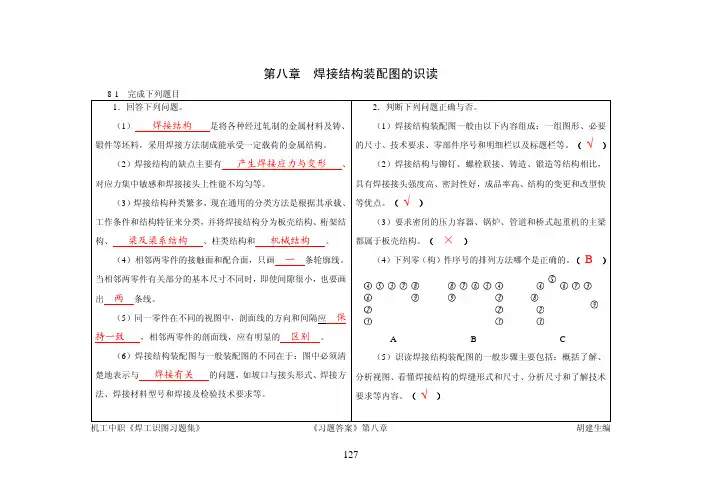
08第8章焊接结构装配图识读第八章焊接结构装配图的识读概述第三节管道焊接结构装配图的识读第一节焊接结构装配图表达方法第二节识读焊接结构装配图的方法与步骤第四节锅炉焊接结构装配图的识读第节力容焊接结构装的读第八章焊接结构装配图的识读(机工中职)焊工识图返回封面第七节梁柱类焊接结构装配图的识读第五节压力容器焊接结构装配图的识读第六节桁架焊接结构装配图的识读概述作为一名焊工,只有全面理解设计者的意图,看懂焊接结构装配图,详细分析图样中有关焊接的技术焊接装配图是焊接结构生产过程的核心返回章首页(机工中职)焊工识图条件,才能按图样要求完成焊接结构的装配,制造出合格的焊接结构产品第八章焊接结构装配图的识读一焊接结构装配图的内容第一节焊接结构装配图表达方法二、焊接结构的特点一、焊接结构装配图的内容三、焊接结构的分类四、装配图的规定画法返回章首页习题答案(机工中职)焊工识图五、零件序号和明细栏第八章焊接结构装配图的识读焊接结构装配图是用来表达金属焊接构件的工程图样,它是指导焊接构件的加工、装配、施焊和焊后处理,并能清楚地表达焊接构件的结构形状、接头形式及尺寸、焊缝位置和焊接要求的技术文件一、焊接结构装配图的内容一组图形完整、清晰地表达出焊接构件的结构特征、全部构件的结构形状、构件之间的装配与连接关系必要的尺寸注明焊接构件的外形、连接关系、装配、检验、安装时所必需的尺寸,以及确定焊接构件各部分结构形状和相对位置的尺寸零部件序号和明细栏在焊接装配图中必须对每种构件进行编号,并在标题栏上方绘制明细栏(机工中职)焊工识图技术要求对焊接构件的装配、调试、检验、安装、运输、使用,以及性能指标方面等提出严格、合理的规定和说明标题栏第八章焊接结构装配图的识读焊接结构设计的灵活性大焊接结构的几何形状不受限制,如锻造、铸造等无法制造的空心焊接接头的强度高、密封性好铆钉或螺栓结构的接头,需预先在母材上钻孔,因而削弱了接头的工作截面,其接头的强度低于母材约20%,而焊接接头的强度一般可达到与母材相等或相近、甚至高于母材的强度。

焊接结构装配图的表达方法1、焊接结构装配图的画法(1)一般规定①对于焊接结构装配图中的螺钉、螺栓、螺母、垫圈、键、销等连接件和轴、手柄、连杆等实心件,当剖切面通过基本轴线或对称面时,可采用局部剖视图。
①对于相邻两个零件的接触面和配合面之间,规定只画一条轮廓线;而相邻两个零件的非接触面,即使间隔很小,也必须画两条线。
两个相邻的零件在剖视图中的剖面线方向应该相反,或方向一致而间隔不等。
(2)特殊画法①沿零件的结合面剖切和拆卸画法在焊接结构装配图中,为了把装配体某部分零件表达得更清楚,可以假想沿某些零件的结合面进行剖切或把某些零件拆卸后绘制,拆卸后需要说明时可注上“拆下件××”。
①零件的单独画法在焊接结构装配图中,可用视图、剖视图或断面图单独表达某个零件的结构形状,但必须在视图上方标注对应说明。
(3)假想画法当需要在焊接结构装配图上表达某些零件的运动范围和极限位置时,可用双点画线画出该零件在极限位置的外形图;当需要表达本部件与相邻部件的装配关系时,可用双点画线画出相邻部分的轮廓线。
(4)夸大画法对于焊接结构装配图中的薄片零件、细丝零件、微小零件及较小的斜度等,允许该部分不按比例,夸大画出。
(5)简化画法①在焊接结构装配图中,对于小圆角、小倒角、退刀槽等零件的工艺结构可以不画。
①对于焊接结构装配图中若干相同的零件组,可详细地画出一组或几组,其余的以点画线表示中心位置即可。
①对于焊接结构装配图中标准件的一边应用规定表示法,而另一边允许用交叉细实线表达。
①当剖面的厚度等于或小于2mm,可用涂黑代替剖面线。
当两相邻剖面均涂黑时,两剖面之间应留出不小于0.7mm的间隙。
①当剖切平面通过某些部件的对称中心线或轴线时,同时这些部件为标准产品或已有其他图形表达清楚,该部分可按不剖绘制。
2、焊接结构装配图的尺寸标注焊接结构装配图中的尺寸标注不同于零件图,焊接结构装配图中不必标出全部尺寸,只需标注能够说明机器性能、工作原理、安装要求等信息的必要的尺寸,主要包括以下内容:(1)规格尺寸用于说明机械或部件的规格性能尺寸,是设计和使用该产品的重要依据。
识读焊接结构装配图的方法
1、看标题栏和明细栏
了解焊接结构装配图的名称、性能、作用和零部件的材质、质量、件数等,其中包括由多少零件或多少小部件组成。
另外,要求对零件或部件有个概括的了解,为进一步了解零件或部件做好准备。
2、看懂弄清有关视图
从主视图中首先看出零件的大致几何形状,再通过其他辅助视图得到零件或部件的立体形状。
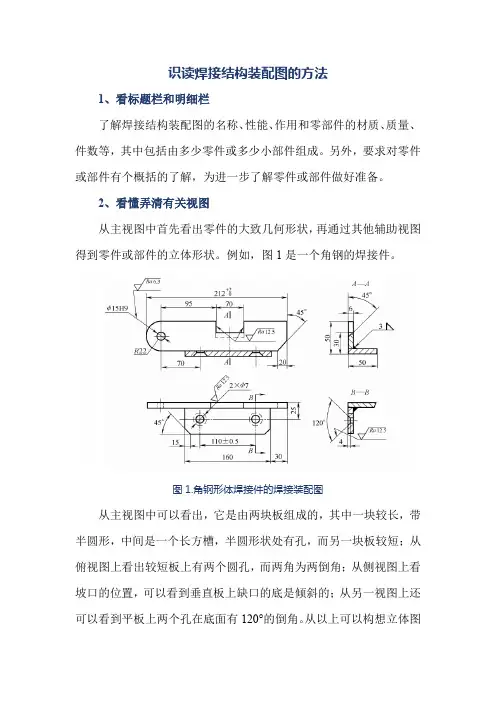
例如,图1是一个角钢的焊接件。
图1.角钢形体焊接件的焊接装配图
从主视图中可以看出,它是由两块板组成的,其中一块较长,带半圆形,中间是一个长方槽,半圆形状处有孔,而另一块板较短;从俯视图上看出较短板上有两个圆孔,而两角为两倒角;从侧视图上看坡口的位置,可以看到垂直板上缺口的底是倾斜的;从另一视图上还可以看到平板上两个孔在底面有120°的倒角。
从以上可以构想立体图
的形状,如图2所示。
图2.角钢形体焊接件
3、分析视图
从主要基准出发,逐步认清零件的大小和各部分之间的位置关系。
如图所示,从右端面(主视图)出发,逐个分析主、俯、侧等视图,分析各部位尺寸要求,认真读懂视图。
同时读图应看清各部位的公差配合和表面粗糙度等要求。
例如,垂直板的长度允许+2mm,底板两孔中心距误差是±0.5mm,ф15mm孔的加工粗糙度要求达到Ra6.3μm,孔ф15H9表示基孔制标准公差为9级的基准孔。
4、看图样上的技术要求
它是用来说明零部件所应达到的各种技术要求,说明此项产品是否需要退火、是否加热焊接等。
识读焊接结构装配图还要理解图样要求和工艺卡,并且必须看懂焊接符号。
附录习题册部分参考答案第一章制图基本规定三、尺寸标注2.找出图中尺寸注法的错误之处,并在另一图中正确注出。
第二章正投影作图一、三视图1.正投影与三视图。
(1)投射线图形(2)中心投影法平行投影法正投影法斜投影法(3)形状和大小度量性好作图方便、准确(4)反映实长真实性积聚为一点积聚性变短类似性(5)反映实形真实性积聚为一条直线积聚性变小、投影的形状与原来的形状类似类似性(6)正主视水平俯视侧左视(7)投影轴长度(左、右)宽度(前、后)高度(上、下)(8)基准俯视左视(9)长对正高平齐宽相等(10)左右上下左右前后前后上下2.略。
3.略。
4.用彩色笔描出线段AB、BC和平面P、Q在三视图中的投影,并填空(真实性、积聚性、类似性)。
(1)真实性积聚性积聚性;类似性类似性类似性;类似性类似性真实性;真实性积聚性真实性。
(2)类似性类似性积聚性;积聚性类似性类似性;类似性类似性类似性;类似性类似性真实性。
5.观察物体的三视图,在立体图中找出对应的物体,并填写对应的序号。
答:从左到右依次为:(2)(1);(5)(6);(4)(3)。
6.补图并填空。
(1)前、后(2)上、下7.根据轴测图画三视图(尺寸从轴测图中量取并取整数)。
(1)(2)8.根据两视图补画第三视图。
(1)(2)(3)(4)9.补画视图中的缺线。
(1)(2)(3)(4)二、基本体1.棱柱。
(1)(2)(3)(4)2.棱锥。
(1)(2)(3)(4)3.圆柱。
(1)(2)(3)(4)4.圆锥。
(1)(2)(3)(4)5.圆球。
(1)(2)选择正确的左视图(②)(3)(4)6.识读基本体三视图,写出基本体的名称(1)六棱柱(2)三棱柱(3)三棱柱(4)四棱台(5)圆柱(6)圆锥(7)圆台(8)圆球三、圆柱的截割与相贯1.分析两面视图,想象出截交线的形状,补画第三面视图。
(1)(2)(3)(4)2.根据两面视图,想象出相贯线的形状,补画第三面视图(1)(2)(3)(4)四、轴测图1.根据三视图,画正等轴测图(1)(2)2.根据两视图,画斜二测图。
种构件编写序号,并编制相应构件明细栏,以说明构件的名称、材料、数量等。
5.标题栏。
包括工程或部件的名称、图号、比例及图样的责任者签字等内容。
二、焊接装配图焊接图是指导焊接实际生产的图样,教材图1-9所示的图样为简单的焊接装配图,它除了包含一般装配图的内容外,还必须强调以下内容:1.焊接图必须用焊接符号和焊接方法代号标注出焊接接头形式、焊缝位置,焊缝形状、焊缝尺寸、焊接方法等。
2.必要的焊接技术要求。
三、焊缝及焊接接头形式1.焊缝形式:按焊缝在空间的位置不同可分为平焊缝、立焊缝、仰焊缝和横焊缝四种形式。
按焊缝结合形式不同可分为对接焊缝,角焊缝和塞焊缝三种形式。
按焊缝断续情况可分为定位焊缝、连续焊缝、断续焊缝。
2.焊接接头基本形式:对接接头,T形(十字)接头,角接接头和搭接接头。
3.开坡口的概念:所谓坡口就是根据设计和工艺要求,在工件的待焊部位加工并装配成具有一定几何形状的沟槽4.坡口的其目:保证焊透、便于焊接操作、便于清除溶渣、避免焊接过程中出现缺欠和获得较好的焊缝成形,而且坡口还能起到调节焊缝金属中母材与填充金属的比例作用5.坡口面得基本形式:I形、V形、U形(对这三种基本端面形式进行比较)。
四、焊缝的规定画法及焊缝符号标注1.焊缝的规定画法(GB12212-1990)2.焊缝符号及标注(GB/T 324-2008)(1)焊缝符号:在图样上标注焊接方法、焊缝形式和焊缝尺寸的符号称为焊缝符号。
(2)焊缝符号的组成:完整的焊缝符号包括基本符号、指引线、补充符号、尺寸符号及数据等。
在焊缝符号中,基本符号和指引线为基本要素。
(3)基本符号及组合:基本符号表示焊缝横截面的基本形式或特征(见教材表1-5、1-6)。
(4)指引线:由箭头线和基准线(实线和虚线)两部分组成。
基准线一般应与图样的底边平行,必要时也可与底边垂直。
实线和虚线的位置可根据需要互换。
(5)箭头线和接头的关系:箭头线和接头的关系分为接头在箭头侧和接头在非箭头侧(6)基本符号与基准线的相对位置焊缝在接头的箭头侧焊缝在接头的非箭头侧对称焊缝双面焊缝(7)补充符号:补充符号用来补充说明有关焊缝或接头的某些特征(参见教材表1-7)。