第7章工艺规程设计22
- 格式:ppt
- 大小:5.05 MB
- 文档页数:32
圆锥孔螺母套加工工艺规程制摘要本设计题目为圆锥孔螺母套加工工艺规程制定,体现了车削加工工艺的设计的要求和内容,在紧固作用上有一定的设计意义。
通过对该零件车削加工工艺设计,进一步加强了设计者对车削加工工艺设计的基础知识,使设计者在拟定工工艺分析方案过程中圆锥孔螺母套加工工艺规程制定关键词:圆锥孔螺母套加工工艺工艺规程制定毕业设计目录摘要 (1)前言 (4)第一章零件介绍 (7)1.1零件分析............................................................. 8' 第二章加工工艺分析 (9)2.2材料性能分析 (9)2.2结构特点分析 (10)2.3尺寸及其精度分析 (10)2.4零件加工方法初定 (11)第三章零件坯料设计 (11)3.1毛坯材料的选择及要求 (11)3.2毛坯尺寸设计 (12)3.3毛坯下料设计 (13)第四章拟定加工路线13 4.1加工工艺流程13 4.2粗、精加工基准的选择14 4.3各加工阶段装备选择154.3.1夹具的选择154.3.2装夹方案164.3.3加工顺序及走刀路线164.3.4刀具的选择174.3.5切削用量的选择20 第五章数控加工程序设计255.1 粗加工程序设计25 5.2精加工程序设计 (25)第六章结论 (29)第七章致谢 (30)参考文献 (31)、八、-前言数控加工是我们学习中的重要部分,数控机床是数字控制机床( Computer numerical control machine tools )的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有编码或其他符号指令规定的程序,并将其译码,从而使机床动作数控折弯并加工零件。
从20 实际中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化,数控加工具有如下特点:加工柔性好,加工精度高,生产率高,减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代管理的现在化以及经济效益的提高。
目录第一章零件工艺分析及生产类型的确定 (3)1.1零件图样的分析 (3)1.2零件的工艺分析 (3)1.3审查零件的结构工艺性 (4)1.4确定零件的生产类型 (4)第二章选择毛坯、确定毛坯尺寸、设计毛坯图 (4)2.1毛坯的选择 (5)2.2锻件质量 (5)2.3锻件形状复杂系数 (5)2.4锻件材质系数 (5)2.5绘制活塞杆锻造毛坯简图 (5)第三章拟定活塞杆工艺路线 (6)3.1基准的选择 (7)3.2各表面加工方案的确定 (7)3.3加工顺序的安排 (7)3.4划分阶段 (7)3.5工序的集中与分散 (7)3.6机械加工工序的安排 (7)3.7热处理工序的安排 (7)3.8辅助工序的安排 (8)3.9确定工艺路线 (8)第四章确定机械加工余量、工序尺寸及公差 (9)第五章选择机床及工艺设备 (10)5.1 选择机床 (11)5.2 选择刀具 (11)5.3 选择夹具 (11)5.4 选择量具 (11)第六章确定切削用量及基本工时 (11)6.1 工序4数据计算 (11)6.2 工序5数据计算 (13)6.3 工序6数据计算 (15)6.4 工序8数据计算 (16)6.5 工序9数据计算 (17)6.6 工序10数据计算 (18)6.7 工序11数据计算 (19)6.8 工序13数据计算 (20)6.9 工序15数据计算 (21)6.10工序17数据计算 (22)第一章零件工艺分析及生产类型的确定1.1零件图样的分析mm×770mm自身圆度公差为0.005mm。
(1)φ500-.0025mm中心线的同轴度公差为φ0.05mm。
(2)左端M39×2-6g螺纹与活塞杆φ500-.0025(3)1:20圆锥面轴心线与活塞杆φ500mm中心线的同轴度公差为φ0.02mm。
-.0025(4)1:20圆锥面自身圆跳动公差为0.005mm。
(5)1:20圆锥面涂色检查,接触面积不小于80%。
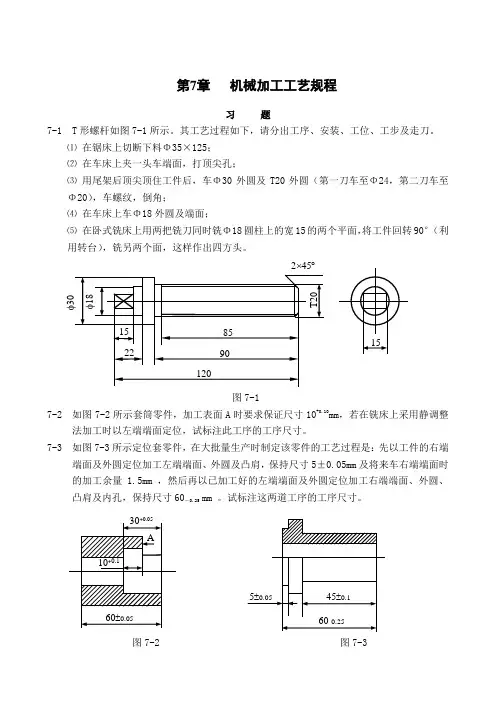
第7章 机械加工工艺规程习 题7-1 T 形螺杆如图7-1所示。
其工艺过程如下,请分出工序、安装、工位、工步及走刀。
⑴ 在锯床上切断下料Φ35×125;⑵ 在车床上夹一头车端面,打顶尖孔;⑶ 用尾架后顶尖顶住工件后,车Φ30外圆及T20外圆(第一刀车至Φ24,第二刀车至Φ20),车螺纹,倒角;⑷ 在车床上车Φ18外圆及端面;⑸ 在卧式铣床上用两把铣刀同时铣Φ18圆柱上的宽15的两个平面,将工件回转90°(利用转台),铣另两个面,这样作出四方头。
图7-17-2 如图7-2所示套筒零件,加工表面A 时要求保证尺寸10+0.10mm ,若在铣床上采用静调整法加工时以左端端面定位,试标注此工序的工序尺寸。
7-3 如图7-3所示定位套零件,在大批量生产时制定该零件的工艺过程是:先以工件的右端端面及外圆定位加工左端端面、外圆及凸肩,保持尺寸5±0.05mm 及将来车右端端面时的加工余量 1.5mm ,然后再以已加工好的左端端面及外圆定位加工右端端面、外圆、凸肩及内孔,保持尺寸60-0.25 mm 。
试标注这两道工序的工序尺寸。
图7-2 图7-32⨯45︒7-4 如图7-4所示为一锻造或铸造的轴套,通常是孔的加工余量较大,外圆的加工余量较小,试选择粗、精基准。
7-5 试提出成批生产如图7-5所示零件的机械加工工艺过程(从工序到工步),并指出各工序的定位基准。
7-6 图7-6所示的轴类零件,在卧式铣床上,采用调整法且用两把铣刀组合在一起同时加工两个槽。
当此工序以大端端面为轴向定位基准时,根据零件图,重新标注工序尺寸A 。
图7-4图7-57-7 某零件的最终尺寸要求如图7-7(a )所示,加工顺序见图7-7(b ),求钻孔工序尺寸F 。
复 习 思 考 题 7-1 什么是机械加工工艺规程?其设计步骤和内容是什么?工艺规程设计卡片的形式。
7-2 生产类型分为哪几类?零件的生产纲领与哪些因素有关?7-3 什么是工序、安装、工位、工步、走刀?工序划分在工厂设计中有什么重要作用? 7-4 基准、设计基准、工艺基准、定位基准、测量基准、装配基准的概念。
北京市标准建筑安装分项工程施工工艺规程(第一分册)第五篇钢结构工程steel structure work目次第一部分钢结构制作与安装第1章钢结构制作工艺第2章屋架、立体拱桁架(包括预应力桁架)、门式刚架安装工艺第3章多层与高层钢结构安装(包括逆作法)工艺第4章压型金属板安装工艺第二部分钢结构焊接与紧固件连接工程第5章手工电弧焊焊接工艺第6章埋弧自动焊焊接工艺第7章CO2气体保护焊焊接工艺第8章熔咀电渣焊焊接工艺第9章栓钉焊焊接工艺第10章高强度螺栓施工工艺第三部分钢网架结构工程第11章拼装工艺第12章高空散装法安装工艺第13章分条或分块法安装工艺第14章高空滑移法安装工艺第15章整体吊装法安装工艺第16章整体提升法安装工艺第17章整体顶升法安装工艺第四部分涂装工程第18章防腐涂料涂装工艺第19章防火涂料涂装工艺第五部分附录附录1 参考标准及规范第五部分附录附录1 参考标准及规范第三部分钢网架结构工程1.适用范围:网架结构是指工业与民用建筑屋盖及楼层的空间铰接杆件体系如双层平板网架结构、三层平板网架结构,双层曲面网架结构,组合网架结构,这里不包括悬挂网架,斜拉网架,预应力网架及杂交结构等。
2.网架结构常用形式有:由平面桁架系组成的两向正交正放网架,两向正交斜放网架,两向斜交斜放网架,单向折线形网架。
由四角锥体组成的正放四角锥网架,正放抽空四角锥网架,棋盘形四角锥网架,斜放四角锥网架,星形四角锥网架。
由三角锥体组成的三角锥网架、抽空三角锥网架、蜂窝形三角锥网架。
3.从节点而言,经常用的有焊接空心球节点,图 1螺栓球节点图 2 两种,还有焊接钢板节点图 3等。
图1图2图1.1.4—2图34.应根据网架受力和构造特点(如结构选型、网架刚度、外型特点、支撑形式、支座构造等),在满足质量、安全、进度和经济效果的要求下,结合当地的施工技术条件和设备资源配备等因素。
因地制宜综合确定,拼装及安装方法。
常用的工地安装方法有六种:高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法和整体顶升法。

第7章:机械装配工艺基础(倪小丹)270教学目标:任何机械产品都是由若干零件和部件组成。
根据规定的技术要求将有关的零件接合成部件,或将有关的零件和部件接合成产品的过程称为装配,前者称为部件装配,后者称为总装配。
通过本章学习应能设计一般机器的装配工艺规程:掌握保证装配精度的4种装配方法:以及能根据产品或部件的需要,选择合适的装配方法并合理设计各零件的尺寸及其精度。
教学重点和难点:1、装配工艺性2、装配工艺规程的设计3、保证产品装配精度的四种方法案例导入如图所示为车床装配结构示意图,分析其结构的装配工艺性如何?怎样设计其装配工艺?应该采用什么方法装配?各零件的尺寸、公差和偏差应怎样确定和保证?图270 倪小丹7.1、机器结构的装配工艺性装配工艺性是指设计的机器结构装配的可行性和经济性。
装配工艺性好,是指装配时操作方便,生产率高。
7.1.1 机器装配的基本概念对结构比较复杂的产品,通常根据其结构特点,划分为若干能进行独立装配的部分,这些独立装配的部分称为装配单元。
零件是组成产品的最小单元。
零件一般都预先装成合件、组件、部件后才进入总装,直接装入机器的零件并不太多。
合件是在一个基准零件上,装上一个或若干个零件构成的。
如装配式齿轮(如图6.2),由于制造工艺的原因,分成两个零件,在基准零件1上套装齿轮3并用铆钉2固定。
为此进行的装配工作称为合装。
图6.2组件是在一个基准零件上,装上若干合件及零件而构成的。
如机床主轴中的主轴,在基准轴件上装上上轮、套、垫片、键及轴承的组合件称为组件。
为此而进行的装配工作称为组装。
组装还可分为一级组装、二级组装等。
部件是在一个基准零件上,装上若干组件、合件和零件构成的。
部件在机器中能完成一定的、完整的功用。
例如车床的主轴箱装配就是部装。
主轴箱箱体为部装的基准零件。
产品是在一个基准零件上装上若干部件、组件、合件和零件而成的。
7.1.2 装配工艺系统图在装配工艺规程制订过程中,表明产品零、部件间相互装配关系、装配流程及装配顺序的示意图称为装配系统图。
传动轴工艺毕业设计毕业论文目录第一章绪论 (1)第二章传动轴工艺分析 (1)一、传动轴的工作零件图分析 (1)二、传动轴效果图 (2)三、零件装配图 (3)四、传动轴的加工类型及方法 (4)五、零件的结构分析 (4)六、零件的技术要求分析 (4)第三章毛坯及刀具的选择 (6)一、毛坯的选择 (6)二、刀具的选择 (6)三、加工阶段的划分 (7)(一)加工阶段的划分 (7)(二)如此划分加工阶段的目的 (7)(三)热处理 (8)第四章确定加工工艺路线 (10)一、加工次序分析 (10)二、主要加工工序 (10)第五章加工余量、工序尺寸及其公差 (12)一、径向工序尺寸及偏差的确定 (12)二、轴向工序尺寸及偏差的确定 (16)第六章切削用量的确定 (20)第七章工时定额的确定 (23)参考文献 (25)致谢 (26)传动轴工艺分析第一章绪论本设计为传动轴的工艺设计, 本文从传动轴的选材、加工方法、加工过程中余量的确定、工艺规程、互换性与公差等方面对传动轴做了细致的分析, 针对其肯能在加工中出现的问题通过数据的形式加以强调。
在现代机加工中虽已不用此工艺过程, 但作为学习而言, 经典的工艺路线的练习对如何去更好的掌握机械加工这一项技术是非常重要的。
故本文虽是用旧的技术加工零件, 但其中的原理还是很值得去讨论研究的。
本设计在起草的过程中多次前往工厂与相关技术人员讨论, 发现了很多理论与实际有出入的地方, 在这些方面会尽力去把理论与实际相结合, 力争做到最合适。
第二章传动轴工艺分析一、传动轴的工作零件图分析此图对所加工传动轴的各项尺寸及各面形位公差的要求做了详细的说明, 对各表面粗糙度做了标注, 通过此图可以得知此零件的基本信息和如何进行工艺分析。
二、传动轴效果图此图客观的反应了所加工轴的形状及各面各键槽的布局情况, 通过此图可以更直观的认识所加工零件。
三、零件装配图此图对所加工轴在实际工作情况中的配合情况做了详细的说明, 通过此图可以让人清楚的知道此传动轴的工作情况, 更直观的认识此轴在机器中的作用, 从而可以更好的对此轴制定更合理的工艺规程。
a毕业设计(论文)题目:摩托车零件工艺规程及工艺装备设计院(系):机电工程系专业:机械制造与自动化姓名:学号:200900000577指导教师:二〇一一年十一月二十日毕业设计(论文)任务书毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一摘要近年来,我国摩托车生产企业经过技术的引进、消化、吸收和创新,生产水平和管理水平取得了很大的发展。
各生产企业在提高外观、性能的同时,对发动机关键零件的制造工艺更是不断地进行探索,以保证发动机的高性能。
由于摩托车发动机壳体零件是发动机其他零件的安装基准,其加工质量将直接影响发动机的功率、油耗、噪声等性能,其工艺规程及工艺设备的设计非常重要。
本次设计主要内容包括:零件的分析、毛坯的材料及制造方式、工艺规程的设计,包含了摩托车壳体零件制造的全过程。
关键词:摩托车零件工艺规程装备设计AbstractIn recent years, the motorcycle manufacturing corporations of our country have obtained very great development in the level of production and management. Through introducing, digesting, absorbing of technology from abroad and innovating. So as to ensure the high performance of the engine, those corporations are exploring constantly even more to starting the manufacturing process of the key parts of engine while improving the appearance, and performance.Because the motorcycle engine shell part is the installation matrices of the engine, its quality of processing will influence performance such as the power, oil consumption, noise of the engine directly, the designs of its rules of craft and craft apparatus are very important.This Graduation Design mainly content to include: Analysis of the part, material and the designs of the manufacture of the blank of the part, the design of process route and the designs of two sets of fixtures, containing the whole manufacturing course of the motorcycle shell part.KEY WORD :MotorcyclePart Craft Process Equip Design目录第一章绪言 (1)第一节摩托车的概况 (1)第二章零件分析 (2)第一节零件的功用及结构特点 (2)第二节零件的工艺分析 (2)第三节壳体加工中出现的问题 (8)第三章毛坯的选型与制造 (11)第一节确定零件的生产纲领 (11)第二节零件材料的选择 (11)第三节毛坯种类及制造方法的选择 (13)第四节毛坯的设计及生产 (15)第四章箱体的机械加工工艺过程 (20)第一节选择定位基准 (20)第二节加工方法的选择 (23)第三节划分加工阶段 (24)第四节工序内容 (25)第五节加工顺序 (26)第六节拟定工艺路线 (26)第七节零件的检验 (31)第五章工序具体内容的确定 (32)第一节加工余量和工序尺寸的确定 (32)第二节工艺装备的选择 (35)第三节确定工序时间定额 (37)结论 (43)致谢 (44)参考文献 (45)第一章绪言第一节摩托车的概况一、摩托车的概况近年来,随着我国汽车、摩托车工业的不断发展,汽摩产业已成为国民经济的支柱产业。
精密主轴工艺规程制定和工装设计摘要机械制造业是一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新型产业,都离不开各式各样的机械设备。
而加快产品上市的时间,提高质量,降低成本,加强服务是制造也追求的永恒主题。
此篇论文主要内容是对精密主轴加工工艺路线进行的研究、设计,其中包括了各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,基准面的选取,定位和夹紧方案的拟定。
主轴零件是机床实线旋转运动的执行件,它直接带动工件或刀具参加表面成型运动是机床上的一个关键组件。
它是机械加工中经常也遇到的典型零件之一。
在机器中,它主要用来支撑传动零件、传递运动和扭矩。
主轴零件是机床主要部件之一,它的性能,对整机性能有很大的影响,主轴直接承受切削力,速度范围很大,所以对主轴组件的主要性能提出很高的要求。
本文论述精密主轴零件的工艺编制,研究零件机械加工工艺规程的设计问题,介绍工艺规程的组成、制定程序等。
说明零件的机械加工工艺结构性,结合生产主要从零件分析、毛坯的选择、工艺路线的拟定、工序内容的确定等几个方面详细的讲述了精密主轴零件工艺过程设计以及工艺编制中应注意的问题,以及如何才能达到最理想的表面质量和经济效益。
关键词工艺;装配图;夹具;轴目录摘要 (I)第1章零件分析 (1)1.1 零件的作用 (1)1.2 零件的技术要求 (1)1.3 零件的工艺分析 (1)1.3.1 加工阶段的划分 (1)1.3.2 工序顺序安排 (1)第2章工艺规程设计 (3)2.1 主轴的材料、毛坯与热处理 (3)2.1.1 主轴的毛坯 (3)2.1.2 主轴的材料 (3)2.1.3 主轴的热处理 (4)2.2 主轴加工工艺过程 (4)2.2.1 主轴加工的主要问题和工艺过程设计 (4)2.2.2 主轴加工定位基准的选择 (5)2.2.3 主轴主要加工表面加工工序的安排 (6)2.2.4 主轴加工工艺过程 (7)2.3 工序内容的拟定 (10)1 机床的选择 (10)第3章机械加工余量和工序尺寸的确定 (12)3.1 各外圆表面 (12)1 用查表方法确定加工余量 (12)3.2 各内圆表面 (12)第4章切削用量及基本工时的确定 (13)4.1 车端面 (13)4.1.1 加工条件 (13)4.1.2 切削参数 (13)4.2钻中心孔 (14)4.2.1 加工条件 (14)4.2.2 切削参数 (14)4.2.3 切削工时 (14)4.3 各粗车外圆工序切削参数 (15)4.4 车螺纹M45×1.5,M48×1.5,M64×4 (19)4.4.1 加工条件 (19)4.4.2 切削参数 (19)4.4.3 切削工时 (19)4.5 磨削内圆锥面 (20)4.5.1 加工条件 (20)4.5.2 切削参数 (20)4.5.3 加工工时 (20)第5章专用夹具设计 (21)5.1 问题的指出 (21)5.2 夹具设计 (21)5.2.1 定位分析 (21)5.2.2 定位基准的选择 (21)5.2.3 定位元件的选择 (21)5.2.4 力的计算 (22)5.3 夹具工作原理 (23)结论 (24)致谢 (25)参考文献 (26)第1章零件分析1.1 零件的作用该零件为铣床主轴,属于精密机床主轴零件。
第七章习题及答案7-1试述生产过程、工序、工步、走刀、安装、工位的概念。
答:制造机械产品时,将原材料转变为成品的全过程称为生产过程。
工序是指一个(或一组)工人在一个工作地点或一台机床,对同一个或同时对几个工件进行加工所连续完成的那一部分工艺过程。
工步是指在一个工序中,当加工表面不变、加工工具不变的情况下所连续完成的那部分工艺过程。
在一个工步内,如果被加工表面需切去的金属层很厚,一次切削无法完成,则应分几次切削,每进行一次切削就是一次走刀。
安装是指工件在加工之前,在机床或夹具上占据正确的位置(即为定位),然后加以夹紧的过程称为装夹。
工件经过一次装夹完成的工序称为安装。
工件在机床上所占据的每一个待加工位置称为工位。
7-2什么是机械加工工艺过程?什么是机械加工工艺规程?答:机械加工工艺规程(简称工艺规程)是将机械加工工艺过程的各项内容写成文件,用来指导生产、组织和管理生产的技术文件。
工艺过程是生产过程中的主要部分,是指在生产过程中直接改变毛坯的形状、尺寸、相对位置和材料性能,使其成为半成品或成品的过程。
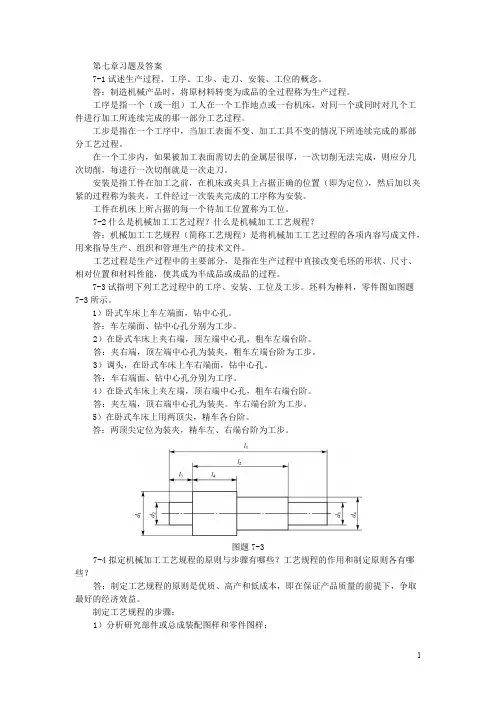
7-3试指明下列工艺过程中的工序、安装、工位及工步。
坯料为棒料,零件图如图题7-3所示。
1)卧式车床上车左端面,钻中心孔。
答:车左端面、钻中心孔分别为工步。
2)在卧式车床上夹右端,顶左端中心孔,粗车左端台阶。
答:夹右端,顶左端中心孔为装夹,粗车左端台阶为工步。
3)调头,在卧式车床上车右端面,钻中心孔。
答:车右端面、钻中心孔分别为工序。
4)在卧式车床上夹左端,顶右端中心孔,粗车右端台阶。
答:夹左端,顶右端中心孔为装夹。
车右端台阶为工步。
5)在卧式车床上用两顶尖,精车各台阶。
答:两顶尖定位为装夹,精车左、右端台阶为工步。
图题7-37-4拟定机械加工工艺规程的原则与步骤有哪些?工艺规程的作用和制定原则各有哪些?答:制定工艺规程的原则是优质、高产和低成本,即在保证产品质量的前提下,争取最好的经济效益。
制定工艺规程的步骤:1)分析研究部件或总成装配图样和零件图样;2)选择毛坯;3)拟定工艺路线;4)确定各工序的加工余量,计算工序尺寸及公差;5)确定各工序所采用的设备及工艺装备;6)确定各工序的切削用量和时间定额;7)确定各主要工序的技术要求及检验方法;8)填写工艺文件。
摘要本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。
首先,通过分析B6065刨床推动架,了解到推动架在B6065刨床加工中的作用。
运用机械制造技术及相关课程的一些知识,解决推动架在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。
其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。
最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
关键词机械加工、工艺规程、专用夹具、推动架ABSTRACTThe design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion of B6065-planer, that promote the B6065 planer-processing role. Use of machinery manufacturing technology and related programmes of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.Key words: Machining, process planning, special fixture,To promote目录摘要...................................................... . (I)绪论 (1)第1章引言................................................ .............................. (2)1.1机械加工工艺规程制订 (2)1.2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2.1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章选择毛坯,确定毛坯尺寸,设计毛坯图 (5)第4章选择加工方法,制定工艺路线 (7)4.1机械加工工艺设计......... ............... ......... .................. (7)4.2制定机械加工工艺路线... ............ ............ .................. (7)4.3工艺方案的比较与分析 (8)第5章选择加工设备及刀具、夹具、量具 (10)5.1选择加工设备与工艺设备 (10)5.2确定工序尺寸 (11)第6章确定切削用量及基本时间 (13)6.1工序Ⅰ切削用量及基本时间的确定............... (13)6.2工序Ⅱ切削用量及基本时间的确定......... (14)6.3工序Ⅲ切削用量及基本时间的确定 (15)6.4工序Ⅳ切削用量及基本时间的确定...... ...... ..................... (16)6.5工序Ⅴ切削用量及基本时间的确定 (17)6.6工序Ⅵ的切削用量及基本时间的确定............ ............... ............ (18)6.7工序Ⅷ的切削用量及基本时间的确定 (18)6.8工序Ⅸ的切削用量及基本时间的确定...... ........................ ............ (20)6.9工序Ⅹ的切削用量及基本时间的确定......... .................. ............ (20)第7章夹具设计 (22)7.1定位基准的选择.................................... ............... ............ (22)7.2切削力和卡紧力计算 (22)7.3定位误差分析 (22)7.4夹具设计及操作的简要说明 (22)结论............................................. ........................ (23)致谢 (24)参考文献...................................................... ........................ (25)第1章引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
摘要:本次毕业设计的主要内容是复杂零件的数控加工工艺的设计和编程。
目标是制作出一套数控加工工艺规程,包括编程;同时利用Pro/e绘制出零件的三维图。
介绍了零件结构的工艺分析,毛坯的种类及选择,数控加工的特点,基于我研究的课题,详细介绍了数控铣床的加工特点。
以及关于复杂零件的工艺分析,数控编程的一般步骤。
并通过定的实例详细的介绍了数控加工工艺的分析方法。
在工艺规程的制定中,确定了零件的生产类型及工艺特征,还有零件材料的选用。
另外,参考《切削加工简明实用手册》确定切削用量的选择;而且说明了铣削功率的校验方法,根据零件的实际情况可以方便的校验出切削用量是否符合机床功率要求。
我用Pro/e建立好三维图形,参考文件来完成零件毛坯的选择,零件图形的分析,基准的选择,装夹方案的确定,刀具的选择,切削用量的选择,走刀路线,零件的加工顺序。
最后编制好工艺工序卡片,以及编好该零件的程序。
关键字:柱塞泵泵体零件,工艺分析,编程,零件分析AbstractThe graduation design is the main content of nc machining process complex parts of the design and programming. Goal is to create a set of nc machining process procedures, including programming, While using Pro/e drawing out the 3d figure. PartsThe main contents of the design process is introduced, and the analysis of structural parts of blank types and characteristics of choice, CNC machining, based on the research of nc milling machine was introduced in detail processing features. And on the analysis of the technology of complex components, CNC programming general steps. And through the example of detailed introduced nc machining process analysis method. In the procedure of the parts, the production process, types and characteristics of parts and material selection. In addition, the machining simple practical manual cutting dosages determine the choice, And illustrates the calibration method, milling power according to the actual situation of parts can be convenient check out machning meets machine power requirements.I use Pro/e establish good 3d graphics, reference documents to complete blank, parts of the graphic analysis, the benchmark, clamping schemes, the choice of tools, cutting dosages of the sword, go, parts processing order. Finally prepared process card, and so this part of the program.目录摘要Abstract前言 (1)第一章零件的分析 (2)1.1柱塞泵泵体分析 (2)1.2零件的结构特点 (2)1.3零件的技术要求 (2)1.4零件加工要求 (2)第二章毛坯的设计与材料的选择 (4)2.1定位基准的选择 (5)2.2工艺路线的拟定 (5)第三章刀具、夹具的选择 (6)3.1 刀具选择 (6)3.2 夹具选择 (6)第四章选择切削用量及原则 (8)第五章坐标系建立及铣削功率校验 (10)5.1坐标系建立 (10)5.2铣削功率校验 (11)第六章工步划分 (12)第七章程序编辑 (13)结束语 (16)参考文献 (17)致谢 (18)附件: (19)前言毕业设计是高等职业教育教学计划的重要组成部分,是加强理论与实际相结合的实践性教学环节,是各专业的必修课程,在学生完成所有专业课程学习、结合毕业实习进行。
答案第一章金属切削的基础理论一、填空题答案1 刀具2 切削运动3 进给运动4 主运动5 工件的旋转运动6 已加工表面7 待加工表面 8 过渡表面 9 切削速度 10 进给量 11 背吃刀量 12 Vc=∏DN/100013 360mm/min 14 切削部分 15 两刃 16 前刀面 17 硬质合金 18 冷却液19 背吃刀量 20 已加工表面 21 切削速度 22 润滑 23 降低 24 YG 25 AL2O326 背吃刀量 27 产品质量 28 改善切削加工性能 29 调质 30 调质 31 机床刚度32 刀具的旋转运动 33 高速钢 34 切离 35 带状 36 磨钝标准 37 刀具耐用度38 乳化液 39 切削油 40 高 41 基面 42 正常磨损 43 前角 44 后角 45 增大46 减小 47 减小 48 增大 49 W18Cr4V 50 低二、判断题答案1 T2 T3 T4 F5 F6 T7 T8 F9 F 10 F11 T 12 F 13 F 14 T 15 T 16 T 17 F 18 F 19 F 20 T21 F 22 T 23 T 24 T 25 F 26 T 27 F 28 F 29 F 30 F31 F 32 T 33 F 34 T 35 T 36 F 37 T 38 T 39 T 40 F41 T 42 T 43 T 44 F 45 F 46 T 47 T 48 T 49 F 50 F51 F 52 T 53 T 54 F 55 T 56 F 57 T 58 T 59 F 60 T61 T 62 F 63 T 64 T 65 F 66 F 67 T 68 T 69 T 70 F三、选择题答案1 C2 A3 A4 B5 D6 B7 A8 A9 C 10 C11 B 12 B 13 A 14 A 15 B 16 C 17 C 18 C 19 C 20 A21 A 22 A 23 B 24 B 25 B 26 B 27 A 28 B 29 B 30 B31 A 32 B 33 B 34 B 35 B 36 B 37 A 38 B 39 B 40 C41 A 42 D 43 C 44 C 45 B 46 C 47 C 48 C 49 B 50 B51 A 52 B 53 B 54 C 55 A 56 B 57 C 58 A 59 A 60 B61 A 62 B 63 B 64 D 65 B 66 A 67 C 68 A 69 C第二章工件的装夹与夹具的设计基础一、填空题答案1 定位 2夹紧 3找正、夹具 4找正 5夹具 6六 7 移动、转动 8 自由度9 六点定位原则 10 完全定位 11不完全定位 12 欠定位 13 过定位 14 定位基准15 定位基面 16 主要 17 导向 18 止动 19 防 20 定位基准、定位元件21 支承钉、支承板 22一 23精 24 粗 25 侧面 26 一 27两 28 侧面 29 切屑30自位 31 一 32 可调 33 辅助 34 60°/90°/120° 35 长度、直径 36定位销37 心轴 38基准位移,基准不重合 39 夹紧 40 通用\专用\组合\可调 41 42单件小、大43 2个、4个 44 3个、5个 45 1个、2个 46 2个、4个、1个 47 2个、4个48 基准不重合误差 49 小 50 基准位移误差 51 夹紧力的大小 52 定位装置53 铣床夹具 54 液压夹具 55 机械夹紧 56 三爪卡盘 57 组合夹具 58 通用可调、组合59 3个、2个、1个 60 定位、夹紧二、判断题答案1 T2 F3 T4 T5 T6 F7 F8 T9 T 10 F11 T 12 T 13 T 14 T 15 F 16 T 17 F 18 T 19 T 20 F21 T 22 T 23 T 24 F 25 T 26 F 27 F 28 F 29 F 30 T31 T 32 F 33 F 34 F 35 T 36 F 37 F 38 F 39 T 40 F41 F 42 T 43 F 44 F 45 F 46 F 47 F 48 T 49 F 50 F51 F 52 F 53 T 54 F 55 T 56 T 57 F 58 T 59 F 60 F61 T 62 T 63 F 64 F 65 T 66 T 67 T 68 T 69 F 70 T71 T 72 F 73 T 74 F 75 T 76 F 77 T 78 F 79 T 80 F81 T 82 F 83 T 84 T 85 T 86 F 87 F 88 F 89 F 90 F三、简答题答案1根据工件被限制的自由度的情况,定位分为哪些情况?完全定位。