塑料盒注塑模设计
- 格式:docx
- 大小:11.58 KB
- 文档页数:3
塑料盒注塑模设计概述(doc 36页)塑料盒注塑模设计摘要本课题主要是设计给定的塑料盒子的注塑模,通过对塑件进行工艺的分析和比较,最终设计出一副能生产出符合要求的制件的注塑模。
结合塑件的结构特点,纵观整个模具结构,对模具的浇注系统、排气系统、推出及复位机构等进行了详细的设计和说明,对注塑机进行了慎重选择和认真校核,并对侧型芯的推出及复位机构进行了重点设计说明。
盒子结构简单,精度一般,但是盒子有内缘使模具的结构变得复杂,零件相应增多。
为缩短模具制造周期,在设计过程中选用了大量标准件,个别标准件需经再加工,这在装配要求中有详细说明。
关键词:塑料盒子,模具,侧型芯,注射机目录前言 (1)第1章塑料注射模具的设计步骤和结构组成 (4)1.1 塑料注射模具的设计步骤及内容 (4)1.1.1 任务书 (4)1.1.2 资料收集分析 (4)1.1.3 选择成型设备 (5)1.1.4 确定模具类型的主要结构方案 (5)1.1.5 绘制模具图 (5)1.2塑料注射模具的结构组成和作用 (6)第2章盒子塑料件 (8)2.1 塑料件的结构和特点 (8)2.2 塑料件的材料 (8)2.2.1 塑料简介 (8)2.2.2 塑料的成型工艺特点 (9)2.2.3 工程塑料(ABS)的特性及注射工艺性 (10)2.2.4材料ABS的注射成型过程及工艺参数 (12)2.3盒子塑料件的参数 (13)第3章注射机的选用 (14)3.1 选用注射机的方法和原则 (14)3.2 注射机的种类和应用范围 (14)3.3注射机的选用 (15)3.3.1 注射机的初步选定: (15)3.3.2 注射机的参数校核 (16)第4章塑料注射模具设计 (18)4.1 型腔数目和分型面的选择 (18)4.2 型芯和型腔 (18)4.2.1 型芯和型腔的结构 (18)4.2.2型芯和型腔的成型部分尺寸 (19)4.2.3 侧抽芯的设计 (21)4.3浇注系统 (22)4.3.1浇注系统的作用与组成 (22)4.3.2浇注系统的设计 (22)4.4推出机构 (23)4.4.1 推出机构的作用和种类 (23)4.4.2制件推出机构的设计 (24)4.4.3侧型芯推出机构的设计 (25)4.5导向机构 (26)4.5.1导向机构的作用和组成 (26)4.5.2导柱、导套的选用 (26)4.6冷却和排气系统 (27)4.6.1 冷却系统 (27)4 .6.2排气系统 (27)4.7 模架的设计 (28)4.8注射模的设计结果参数 (31)4.9模具的装配过程与工作过程 (31)4.9.1模具的装配 (31)4.9.2模具工作过程 (31)结论 (33)谢辞 (34)参考文献 (35)前言当今社会是一个高速发达,极速变化的社会,一切都以“快”为原则。

塑料注射模具设计目录第1章绪论 (1)1.1模具在加工工业中的地位 (1)1.2塑料模工艺与注塑模具 (1)1.3本课题研究的意义 (3)第2章注塑模的工艺分析 (4)2.1注塑模组成部分 (4)2.2模具的毛坯、制造特点和使用关系 (5)2.3注塑模结构分析 (6)2.4注塑模工作原理及装配图 (7)第3章定模板的制造加工 (9)3.1定模板的加工 (9)3.1.1制定定模板加工步骤 (9)3.1.2 选择加工设备 (12)3.2加工工艺过程 (12)第4章型芯的加工制造 (13)4.1型芯的加工 (13)4.1.1制定动模板加工步骤 (13)4.1.2 加工工艺过程 (16)第5章定模座板、动模座板的加工 (18)5.1定模座板的加工 (18)5.1.1制定定模座板加工步骤 (18)5.1.2 选择加工设备 (20)5.1.3工工艺过程 (20)5.2动模座板的加工 (20)5.2.1制定动模座板加工步骤 (21)5.2.2 选择加工设备 (22)5.2.3工工艺过程 (22)第6章型芯固定板的加工 (23)6.1制定型芯固定板加工步骤 (23)6.1.1分析型芯固定板的结构 (24)6.1.2 确定加工方法 (24)6.1.3 选择加工设备 (24)6.2加工工艺过程 (24)第7 章支承零部件的加工 (26)7.1支承板的加工 (26)7.1.1制定支承板加工步骤 (26)7.1.2 加工工艺过程 (27)7.2垫块的加工 (28)7.2.1制定垫块加工步骤 (28)7.1.2 加工工艺过程 (29)第8章推出机构的制造 (30)8.1推件板的加工步骤 (30)8.1.1制定推件板加工步骤 (30)8.1.2 加工工艺过程 (34)8.2推板的制造 (34)8.2.1制定推板加工步骤 (35)8.2.2 加工工艺过程 (35)8.3推杆固定板的加工 (36)8.3.1制定动模板加工步骤 (36)8.3.2 加工工艺过程 (37)第9章标准件的选用 (38)9.1导柱的选用 (38)9.2浇口套的选用 (39)第10章模具装配、试模与调试 (41)10.1模具装配工艺过程 (41)10.2连接件的调试与修整 (43)10.3注塑模中出现的问题 (44)10.4成型设备的参数 (44)结论 (46)参考文献 (47)致谢 (48)附录 (49)第1章绪论1.1模具在加工工业中的地位模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。

目录绪论……………………………………………………………第一章产品工艺性分析…………………………………………第一节材料的分析………………………………………………. 第二节塑料顾问分析……………………………………………第三节结构工艺性分析…………………………………………第二章模具设计……………………………………………………第一节初选注射成型机的型号和规格…………………………第二节拟定模具结构形式………………………………………第三节检测参照零件……………………………………………第四节确定收缩率………………………………………………第五节分型面的建立……………………………………………第六节模具体积块的建立………………………………………第七节确定型腔数量及排列方式………………………………第八节浇注系统的设计…………………………………………第九节生成凸凹模………………………………………………第三章模具模座设计……………………………………………全文总结………………………………………………………………参考文献………………………………………………………………..致谢…………………………………………………………附录………………………………………………………绪论在当今世界上,高度发达的制造业技术已经成为衡量一个国家综合经济实力和科技水平的重要标志之一,成为一个国家在竞争激烈的国际市场上获胜的关键因素。
中国已成为制造业大国,但还不是制造业强国。
因此必须大力发展先进制造业。
而首当其冲的便是素有“工业之父”之称的模具制造业。
我国的模具工业从起步到飞速发展,经历了半个多世纪。
近年来有了很大发展,模具水平有了较大发展。
但与国外先进技术相比还存在一定的差距,主要表现在:1 高精度,高技术类模具产需矛盾突出,市场满足率有待进一步提高。
2 产品结构不平衡。
按产值统计,冲压模远多于塑料模。
而国外先进国家对发展塑料模很重视,占用比例相对较高。
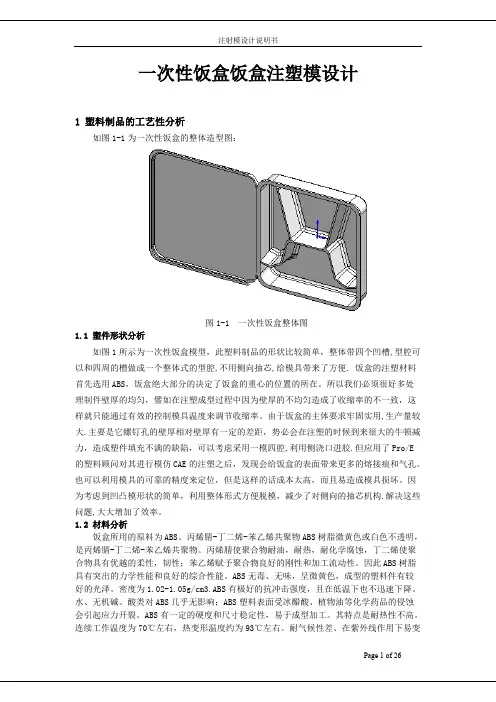
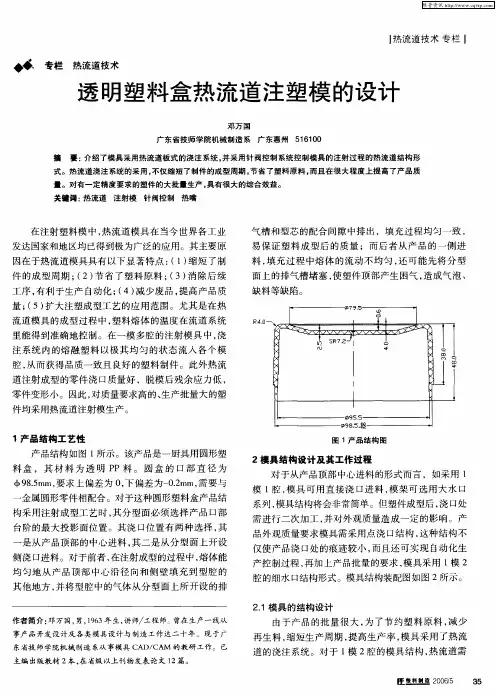
为一次性饭盒的整体造型图:形发脆。
成型特点:ABS在升温时粘度增高,所以成型压力较高,ABS吸湿强、成型加工前应进行干燥处理;易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力;在正常的成型条件、壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50-60℃。
要求塑件光泽和耐热性时,应控制在60-80℃。
ABS的成型特性与工艺参数如表1.1所示:表1-1 ABS塑料主要的性能指标项目/单位值密度(Kg.dm-3) 1.13——1.14收缩率%0.3~0.8熔点℃130~160热变形温度45N/cm65~98弯曲强度Mpa80拉伸强度MPa35~49拉伸弹性模量GPa 1.8弯曲弹性模量Gpa 1.4压缩强度Mpa18~39缺口冲击强度kJ/㎡11~20硬度HR R62~86体积电阻系数Ωcm1013击穿电压Kv.mm-115介电常数60Hz3.72 注射机的初步拟定2.1 选择注射机根据工厂现有的条件,并考虑到该制品的结构特征,这里初步选择HS150A型注射机,该注射机的技术参数如下表2-1所示。
3 模具结构方案的确定3.1 分型面的确定分型面的选择原则:(1)分型面应选择在塑件外形最大轮廓处。
(2)确定有利于的留模方式,便于塑件顺利脱模。
(3)保证塑件的精度要求。
(4)满足塑件的外观质量要求。
(5)便于模具加工制造。
(6)对成型面积的影响。
(7)有利于提高排气效果。
(8)对侧向抽芯的影响。
综合考虑以上分型面的选择原则,结合制品的结构形状,该塑料饭盒的分型面设计如图3-1-1所示。
表2-1 HS150A注射机主要技术参数表机型MODEL单位HS150A注射重量(按PS计算)OZ11g311Shot Weight ofInjection(ps)螺杆直径mm45注射体积CM3325注射行程mm210注射压力kg/c㎡2300螺杆转速R.P.M.10-190锁模力TON150四柱内空间mm410X410开模行程mm360模板最大开距mm820容模厚度mm203-460顶出力TON 4.5顶出行程mm90油缸容量Litre340电热功率KW10.8电马达功率KW15机身重量TON5付船尺码m 4.8X1.3X23.2 型腔的布局方案的比较与确定型腔的布置方案常用的有两种,第一种方案为平衡式,该方案特点是从主流道到各型腔浇口的分流道的长度,截面形状尺寸均对应相同,可实现均衡进料和同时充满型腔的目的。
常州工学院毕业设计CHANGZHOU INSTITUTE OF TECHNOLOGY毕业设计说明书题目:面巾纸塑料盒注塑模设计二级学院(直属学部):专业:班级:学生姓名:学号:指导教师姓名:职称:评阅教师姓名:职称:2013 年9月本设计是根据给定的实物——面巾纸的塑料盒,以及其尺寸来设计一副具体的模具,主要对浇注、成型、脱模部分进行了具体的设计。
关键词:浇口型芯型腔脱模摘要 (2)目录 (3)前言 (1)第一章总体设计方案 (3)第二章盒体模部分 (4)2.1盒体相关尺寸和数据 (4)2.2注射机型号的确定 (4)2.3分型面位置的确定 (5)2.4型腔的配置方案的确定 (6)2.5浇注系统形式和浇口的设计 (7)2.5.1 浇注系统形式 (8)2.5.2 主流道的尺寸 (8)2.5.3 主流道衬套的尺寸 (8)2.5.4 主流道衬套的固定 (9)2.5.5 分流道 (10)2.5.6 浇口的设计 (10)2.6成型零部件的设计 (10)2.6.1 凹模的设计 (10)2.6.2 型芯的设计 (11)2.6.3 关于推件板边缘 (12)2.6.4 动模垫板的厚度尺寸计算 (13)2.7脱模方案以及机构的确定 (13)2.7.1 脱模形式的确定 (13)2.7.2影响脱模斜度的因素 (14)2.8排气系统的形式的确定 (15)2.8.1 主要的排气方式 (15)2.8.2 排气槽的设计 (15)2.9基本框架的选用 (15)2.10合模导向机构的设计 (15)2.10.1 合模导向机构的作用。
(15)2.10.2 导向机构的结构设计 (16)第三章盒盖模部分 (16)3.1盒盖相关尺寸和数据 (16)3.2注射机型号的确定 (17)3.3分型面位置的确定 (18)3.4型腔的配置方案的确定 (18)3.5浇注系统形式和浇口的设计 (18)3.5.1 浇注系统形式 (18)3.5.2 主流道的尺寸 (18)3.5.3 主流道衬套的尺寸 (18)3.5.4 主流道衬套的固定 (19)3.5.5 浇口的设计 (19)3.6成型零部件的设计 (20)3.6.1 凹模的设计 (20)3.6.2 型芯的设计 (20)3.6.3 关于推件板边缘 (21)3.6.4 动模垫板的厚度尺寸计算 (21)3.7脱模方案以及机构的确定 (22)3.7.1 脱模形式的确定 (22)3.7.2 脱模斜度 (22)3.8排气系统的形式的确定 (22)3.8.1 排气槽方式的确定 (22)3.8.2 排气槽的设计 (22)3.9基本框架的选用 (22)3.10合模导向机构的设计 (22)结论 (23)致谢 (24)参考文献 (25)前言模具是利用其特定的形状,成型具有一定形状和尺寸的制品的工具。

毕 业 论 文题 目院 系专 业姓名指导教师球形塑料包装盒机电与信息工程分院模具设计与制造引言 (1)毕业设计任务书 (2)毕业设计说明书 (3)一、设计题目 (3)二、设计过程 (3)(1)塑件的分析及塑件的成型工艺性能 (3)(2)PP的成型条件 (4)(3)塑件的质量与体积计算 (5)(4)分型面的选择 (5)(5)型腔数目的确定与排列形式 (5)(6)注射机的选择 (7)(7)浇注系统的设计 (8)(8)成型部分的尺寸设计 (15)(9)零件的加工工艺 (17)(10)模具加工工艺流程 (18)(11)冷却系统的设计 (20)(12)导向结构的设计 (22)(13)脱模机构的设计 (24)(14)模架的选择 (25)(15)压力机的校核 (26)(16)参考文献 (27)设计体会 (28)本设机为机械类塑料注射模具设计说明书,是根据塑料模具设计手册上的设计过程及相关工艺编写的。
本说明书的内容包括:毕业设计任务书,毕业设计说明书,毕业设计体会,参考文献等。
编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺,塑料脱模机构的设计。
本说明书在编写过程中,得到张蓉老师和相关同学的大力支持和热情的帮助,在此谨以致谢。
由于本人设计水平有限,在设计过程中难免有错误之处,敬请各位老师批评指正。
毕业设计任务书一、设计目的综合运用在学校所学的理论知识和技能,设计球形塑料包装盒,使学生熟悉设计开发模具的流程,培养学生的独立思考能力,检验学生的学习效果和动手能力,提高学生的工程实践能力,为将来实际工作打下坚实的基础。
二、设计内容1、绘制产品零件图2、绘制模具装配图3、绘制整套模具零件图(标准见除外)4、编写设计说明书三、设计要求1、模具结构设计合理,工艺性好。
设计计算准确,参数选用合理。
2、模具绘图布局合理,视图完整、清晰,各项内容符合规范。
3、模具装配图采用CAD绘制并打印。
摘要本课题主要是针对塑料饭盒的注塑模设计。
该塑料饭盒材料采用聚丙烯(PP)材料,是常见的一种日用塑料产品。
该课题着重介绍了设计的整个流程,包括产品造型及材料性能分析、注塑机的选择、分型面、浇注系统、成型零部件、合模导向和定位机构、脱模机构、排气系统等的设计及相关参数的计算和校核。
通过对塑料件进行工艺分析、设计和比较,最终设计出一副合适的注塑模具来生产塑料饭盒塑件产品,以实现自动化,提高产量。
关键词:塑料饭盒、注塑模、设计目录摘要: (1)1、前言 ............................................................................................................. 错误!未定义书签。
2、塑件的工艺分析.......................................................................................... 错误!未定义书签。
2.1塑件原材料分析.......................................................................................... 错误!未定义书签。
2.2塑件的尺寸、体积和质量。
...................................................................... 错误!未定义书签。
2.3结构工艺性分析.......................................................................................... 错误!未定义书签。
2.4.注塑成型工艺分析...................................................................................... 错误!未定义书签。
聚丙烯塑料盒盖注塑模毕业设计说明书引言本说明书为塑料注射模具设计说明书, 是根据塑料模具手册上的设计过程及相关工艺编写的。
本说明书的内容包括: 目录、课程设计指导书、课程设计说明书、参考文献等。
编写本说明书时, 力求符合设计步骤, 详细说明了塑料注射模具设计方法, 以及各种参数的具体计算方法, 如塑件的成型工艺、塑料脱模机构的设计。
本说明书在编写过程中, 得到李莉老师和同学的大力支持和热情帮助, 在此谨表谢意。
由于本人是自学的UG软件设计水平有限, 在设计过程中难免有错误之处, 敬请各位老师批评指正。
第一章塑件工艺分析1.1塑件分析图1-1 盒盖此件为聚丙烯( PP) 塑料盒盖, 要求大批量生产。
1.2塑件工艺性分析(1)PP的性能特点与用途比重小, 强度、刚性、耐热性均优于HDPE, 可在100°C左右使用。
具有优良的耐腐蚀性, 良好的高频绝缘性, 不受湿度影响。
但低温变脆, 不耐磨, 易老化。
适于制作一般机械零件、耐腐蚀零件和绝缘零件如板、片、透明薄膜、绳、绝缘零件、汽车零件、阀门配件、日用品等。
使用温度10~120°C。
(2)成型特点1.结晶性料, 吸湿性小, 可能发生熔体破裂, 长期与热金属接触易发生分解2.流动性极好, 溢边值0.03㎜左右3.冷却速度快, 浇注系统及冷却系统散热应适度4.成型收缩范围大, 收缩率大, 易发生缩孔、凹痕、变形, 取向性强5.注意控制成型温度, 料温低取向性明显, 特别低温高压时更明显。
模具温度低于50°C以下塑件无光泽, 易产生熔接痕、流痕; 90°C 以上时易发生翘曲、变形6.塑件应壁厚均匀, 避免缺口、尖角, 以防止应力集中(3)PP的注射工艺参数(1)注射机: 螺杆式(2)螺杆转速( n/(r/min)): 48(3)料筒温度( t/℃) : 前段200~220中段180~200后段160~180(4)喷嘴形式: 直通式(5)模具温度( ℃) : 80~90(6)注射压力( MPa):70~100(7)成型时间( s) : 注射时间20~60; 高压时间0~3; 冷却时间20~90; 总周期50~160.表1-2 PP的主要性能指标第2章拟定模具结构形式2.1 分型面位置的确定。
目录塑料盒注射模设计 (1)圆形底座(HIPS,MT5级) (2)1塑件成型工艺性分析 (2)1.1 塑件的分析 (2)1.2 HIPS塑料的性能分析 (2)1.3 HIPS的注射成型过程及工艺参数 (3)3浇注系统的设计 (8)3.1主流道设计 (8)3.1.1 主流道尺寸 (8)3.1.2 主流道凝料体积 (8)3.1.3主流道当量半径 (8)3.1.4主流道浇口套形式 (8)3.2分流道的设计 (8)3.3浇口的设计 (10)3.3.1侧浇口的尺寸的确定 (10)3.3.2侧浇口的剪切速率校核 (11)3.4校核主流道的剪切速率 (11)(1)计算主流道的体积流量: (11)(2)计算主流道剪切速率:根据参考文献【2】式2-19得, (11)3.5冷料穴的设计及计算 (11)塑件凹模嵌件及型芯的成型尺寸的标注如图(10)所示。
(14)5.凹模侧壁厚度计算。
(14)6.脱模推出机构的设计 (15)式中k-脱模斜度系数 (15)其中,β-脱模斜度 (15)F c-脱模系数 (15)则: (15)7模架的确定 (16)7.1各模板尺寸的确定 (16)7.2 模架各尺寸校核 (17)塑料盒注射模设计本毕业设计为异形塑料盖,如图(1)所示,整体结构比较简单。
塑件要求是不允许有裂纹,变形缺陷,脱模斜度为30′~1°。
材料为HIPS,生产批量为大批量,塑件公差为MT5级。
圆形底座(HIPS,MT5级)1塑件成型工艺性分析1.1塑件的分析(1)外形尺寸。
该塑件壁厚为1.5mm,塑件外形尺寸不大(总高度为6mm,最大长度58.5mm),塑件熔体流程不长,塑件材料为HIPS。
是热塑性材料,具有较高的流动性,适合于注射成型。
(2)精度等级。
塑件每个尺寸公差不一样,未标注公差的尺寸取公差等级为MT5级。
(3)脱模斜度。
HIPS的成型性能良好,成型收缩率较小。
选择塑件上型芯和凹模的统一脱模斜度为1°。
塑料盒注塑模设计
随着社会的发展和科技的进步,塑料制品得到了广泛的应用。
塑料盒作为塑料制品的主要应用之一,也得到了大规模的应用。
在塑料盒的生产中,对于塑料盒注塑模的设计显得尤为重要。
以下文档将从塑料盒注塑模的概念、设计原则和常见问题三个方面进行探讨。
一、塑料盒注塑模的概念
注塑模是在注塑机上完成塑料制品成型的模具,它是将熔化的塑料通过进料口注入到模具中,在冷却和固化后,将塑料制品从模具中取出来的一种工具。
塑料盒注塑模是专门为塑料盒的生产而设计的一种注塑模。
目前市场上常用的材料为聚丙烯、聚碳酸酯、聚乙烯等。
二、塑料盒注塑模的设计原则
1、考虑产品的形状和尺寸
注塑模设计时,需要将产品的形状和尺寸考虑进去。
在制作模具时,需要根据塑料盒产品的设计图纸和3D 模型等数据对模具进行设计。
因此,对于注塑模设计来说,必须考虑到产品的呈现方式,以确定模型的结构和尺寸,保证产品的正常生产和使用。
2、确定材料的选用及使用要求
不同的塑料产品所需的注塑模具材料有差异,因此注塑模设计时需要根据产品要求选择适应的材料,以保证模具在生产过程中稳定、可靠、经久耐用。
3、尽量减少冷却时间
冷却时间是影响塑料盒注塑模的一个关键因素。
要尽量减少冷却时间,提高制品的生产效率。
同时,在设计模具时,应该尽量考虑到冷却时间,因为冷却时间的长短直接影响到成品的质量。
4、合理的模具设计
塑料盒注塑模的设计需要综合考虑多种因素,比如制品形状、结构、尺寸、材料等,而且还要考虑工艺要求和生产效率等因素,所以注塑模的设计需要尽可能的合理。
三、常见问题及解决方案
在使用塑料盒注塑模的生产过程中,可能会出现一些问题,例如模具寿命短、成品质量差等问题。
这些问题可以通过以下的措施解决:
1、合理控制注塑机的压力和温度,以确保产品成型质
量。
2、减少模具的经常更换。
通过对模具的材质和加工工艺
的改善,可适当延长模具的使用寿命。
3、合理保养注塑模。
在使用注塑模时,要定期清洗和涂油,以延长模具的寿命。
4、提高员工制品操作技能。
合理分配操作人员的岗位,
对操作人员进行技能培训,以减少操作疏漏对模具和生产造成的影响。
5、严格执行样品出厂制度。
每一批塑料盒注塑模制品都
应该在严格的质量控制下出厂,以确保产品的质量。
总之,塑料盒注塑模的设计对于产品的生产质量和生产效率起着至关重要的作用。
在设计时要综合考虑多种因素,以制定最佳的设计方案,从而保证生产的效率和产品的质量。
同时,可以通过合理的使用、保养和操作策略等来延长注塑模的使用寿命,降低制造成本,增强企业的竞争力。