篦冷机风机的改造
- 格式:pdf
- 大小:124.75 KB
- 文档页数:2

2009.No.3挣渗c酬刚TTC一1164篦冷机的技术改造傅国才1,王海波2(1.淮北矿业集团水泥有限责任公司,安徽淮北235043;2.唐…冶建科技有限公|j,河北唐山063000)中图分类号:TQl72.622.4文献标识码:B文章编号:1002-9877(2009)03-0061-02淮北矿业集团水泥有限责任公司2500t/d生产线配套TC一1164篦冷机,该机设计产量2500-2700W,篦床冷却面积61.2m2,人料温度1371℃,出料温度为环境温度+65℃。
1存在的问题自2004年6月投产以来,篦冷机一直存在热回收效率小高,冷却能力/fi足等问题。
随着窑产量的提高,尤其足达到2800t/d以上时,篦冷机冷却能力不足的缺点更明显,并导致一系列问题的发生。
2篦冷机结构及操作的优化改造一6l一2.1提高充气率在篦床面积基本不变的情况下,提高梁和篦板的充气率。
该篦冷机原一段篦床共28排,分为3个室。
一室9排,前5排为同定篦床,采用充气篦板;后4排篦床倾斜30,其中固定充气梁和活动充气梁各2排,也是采用允气篦板。
二室和三室全部采川窜供风,采用传统的圆孔篦板。
一段篦床的充气率仅为27%。
改造后的~段篦床见图1。
将一段篦床改为2个室,其中一章为17排,全部采用充气篦板。
这样就使一段篦床的充气率达到59%,大大提高了冷却效率。
图l一段篦床改造后的结构为了给一室的6排活动梁供风,采用了4个供风补偿器,其特点是:①全金属结构、坚同耐用、耐高温;②活动部分为球形构造,能有效补偿活动框架的位移,当活动框架跑偏或下沉时,也能正常工作,适应性强;③耐磨性好,寿命长;④结构简单,易于安装。
该补偿器与软管式或伸缩管式补偿器相比,具有安装方便、耐高温、寿命长的特点,是活动梁允气系统中的关键部件。
2.2采用分区供风技术篦冷机篦床的供风单冗越小,分区越细,冷却效率就越高。
这次改造对一窜的17排篦床分7个区供风(A、B、C、D、E、F、G),其中前5排同定倾斜篦床分为一个淬冷区和两个高效区,结构为整体模块式,并对其倾斜角度进行了特殊设计。

篦冷机的技术改造和维护要点丛运石(巢湖铁道水泥厂安徽•巢湖238103)1 篦冷机的发展过程预热器、大窑、燃烧器和篦冷机一起共同组成新型干法水泥生产线烧成系统的主要设备。
而篦冷机因其性能要求高,工况变化大,结构复杂,造成设备故障率高,一直是国内外水泥生产线窑系统中薄弱环节。
世界上许多先进国家相继开发研制新型篦冷机。
为了满足我国水泥工业高速发展的需要,国家1985年引进美国富勒公司篦冷机的设计和制造技术,并成功的装备了鲁南、耀县、新疆、双阳等多家水泥厂2000t/d水泥生产线。
1.2.1 第一代篦冷机早期Fuller型篦冷机称为往复推动篦式冷却机。
属于大风量、低风压、薄料层、水平推动的原始结构,高温段前三排为固定式篦板,篦床冷却效果差,篦板易炸裂、损坏。
1.2.2 第二代篦冷机第二代篦冷机是厚料层、篦下分室密闭供风。
高温段倾斜3o推动,篦床两侧铺设盲板和导流板;低温段水平或倾斜推动。
篦板采用活动—固定—活动方式相间排列。
这时的篦冷机的主要问题是由于熟料粒度不匀引起空气分布不匀,当熟料落入篦冷机时,粗粒和细粒熟料在篦板上产生离析现象。
细粒熟料被分到一侧,由于细粒熟料对空气通过的阻力大,冷却效果较差,造成在篦板上形成一条红色的高温熟料带,产生“红河”现象。
又由于料层厚薄不匀,空气易在料层较薄处吹穿,而在较厚处不易通过,造成篦板过热,即影响冷却效果,又影响篦板寿命。
1.2.3 第三代篦冷机为了解决第二代篦冷机空气分布不匀的问题,国内外研制出第三代活动充气梁控制流篦冷机。
其工作原理是,篦板和熟料层一起构成对空气通过的阻力,如果篦板的风阻力远大于熟料层的阻力,就可减轻因熟料粒度变化对空气通过阻力的影响。
这种高阻力篦板称为充气梁篦板。
同时这种篦板的气流喷出方向与熟料前进方向一致,可使篦板表面不直接与高温熟料接触,即可减少磨损,又免受高温腐蚀。
充气梁篦板的篦缝喷出的气流速度高(可达40m/s),使熟料产生强烈扰动,得到骤冷。
30中图分类号:TQ 72.622.4 文献标识码:B 文章编号: 008-0473(20 8)06-0030-04 DOI 编码: 0. 6008/ki. 008-0473.20 8.06.003第三代篦冷机结构与供风的优化袁盟杰仁寿县汪洋建宝水泥有限公司,四川 仁寿 620500摘 要 在余热发电投运前采用薄料层操作,篦冷机传动系统运转平稳。
在余热发电投运后采用厚料层操作,传动系统故障频发;冷却风无法穿透,熟料温度在200 ℃以上,二次风温在1 000~1 050 ℃之间徘徊。
采取的改造方案主要有:将篦冷机二段传动改为三段传动;取消活动充气梁供风结构,采用风室供风;优化风机配置,提高风机压头,增强冷风穿透能力。
改造后,出窑熟料温度降至100 ℃以下,二次风温平均提高150 ℃以上,熟料煤耗降低2 kg/t,余热发电提高3万kWh/d。
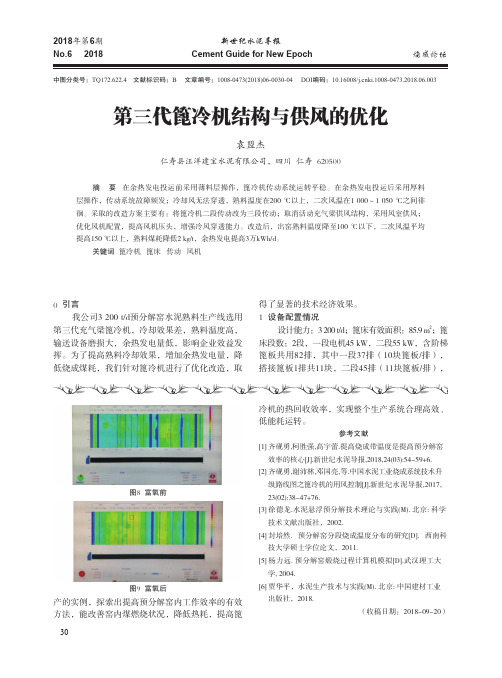
关键词 篦冷机 篦床 传动 风机0 引言我公司3 200 t/d预分解窑水泥熟料生产线选用第三代充气梁篦冷机,冷却效果差,熟料温度高,输送设备磨损大,余热发电量低,影响企业效益发挥。
为了提高熟料冷却效果,增加余热发电量,降低烧成煤耗,我们针对篦冷机进行了优化改造,取得了显著的技术经济效果。
1 设备配置情况设计能力:3 200 t/d;篦床有效面积:85.9 m 2;篦床段数:2段,一段电机45 kW,二段55 kW,含阶梯篦板共用82排,其中一段37排(10块篦板/排),搭接篦板1排共11块,二段45排(11块篦板/排),产的实例,探索出提高预分解窑内工作效率的有效方法,能改善窑内煤燃烧状况,降低热耗,提高篦冷机的热回收效率,实现整个生产系统合理高效、低能耗运转。
参考文献[1] 齐砚勇,柯胜强,高宇蕾.提高烧成带温度是提高预分解窑 效率的核心[J].新世纪水泥导报,2018,24(03):54-59+6.[2] 齐砚勇,谢沛林,邓国亮,等.中国水泥工业烧成系统技术升级路线图之篦冷机的用风控制[J].新世纪水泥导报,2017, 23(02):38-47+76.[3] 徐德龙.水泥悬浮预分解技术理论与实践(M). 北京: 科学 技术文献出版社,2002.[4] 封培然.预分解窑分段烧成温度分布的研究[D].西南科 技大学硕士学位论文,2011.[5] 杨力远. 预分解窑煅烧过程计算机模拟[D].武汉理工大 学, 2004.[6] 贾华平,水泥生产技术与实践(M). 北京: 中国建材工业 出版社,2018.(收稿日期:2018-09-20)图8 富氧前图9 富氧后表1 改前篦冷机冷却风机配置情况图1 篦床布置共计876块篦板,推动行程:125 mm,推动次数:12 次/min;熟料破碎机规格型号:1 000×3 000,功率:75 kW,转速:725 r/min;拉链机规格型号:B400×31 520 mm ;锥斗采用弧形阀密封;共分为6个风室(见图1)。

中图分类号:TQ172.62文献标识码:B 文章编号:1007-0389(2014)01-44-01篦冷机风机改造及其效果分析亓久震,刘加官,亓胜玉(山东鲁碧建材有限公司,山东莱芜271103)收效率低,进而影响熟料发电量、出篦冷机熟料温度和二次风温的主要原因是风机(尤其是一段风机)风量低所致。
而风机风量低的原因主1问题及其分析我公司5 000 t/d 熟料生产线2011 年1 月4日正式投入生产,配套第三代篦冷机系统和9 MW余热发电系统。
投产后熟料产量逐步达到并超过设计产能,但是出篦冷机熟料温度较高,在200~250 ℃之间,链斗机中红料较多;且熟料质量较差,熟料3 d 强度维持在28 MPa 左右;吨熟料发电量累计平均22 kWh/t,远远低于设计指标(36.5 kWh/t)。
篦冷机热回收效率较低的原因主要有三方面: 一是风机供风不足,风量低或风压不足;二是篦板孔堵塞,造成上风不足;三是熟料结粒不均齐或结块,料层过厚,出现“红河”,冷却差。
针对以上原因,我们首先通过优化操作,控制料层厚度,避免了“红河”现象发生,且利用检修时对所有空气梁篦板出风口进行了清理,但上述问题没有得到明显改善,因此重点对原因一进行了检测分析。
检测结果如下:(1)在正常产量情况下,篦冷机一段所有风机风门开度大于95%但仍达不到冷却要求;(2)在旁路管道全部关闭条件下,窑头AQC锅炉风量低,一般只有130 000 m3/h 左右,比设计风量低约100 000 m3/h 风量。
上述检测结果表明,造成篦冷机废气量少、热回要有几下几方面:一是风机风压设计低或实际不能克服阻力,达到设计要求;二是风机风量没有达到设计要求,从而不能满足冷却所需风量;三是管道或篦板阻力太高,风机性能得不到有效发挥。
为进一步查找问题根源,对篦冷机功率消耗、风压又进行了现场测定,结果见表1。
检测期间,篦冷机一、二、三段的推动速度分别为,9,15 和21 次/min;回转窑转速3.8 r/min,台时235 t/h;AQC锅炉沉降室温度350 ℃,进口流量130 000 m3/h 左右,高温段挡板开度为65%,中温段挡板开度为80%。
国产传统型篦冷机的现代化改造与专业化维修国产传统型篦冷机的现代化改造与专业化维修目前我国700t/d、1000t/d、1500t/d、2000t/d、2500t/d、5000t/d水泥熟料生产线,普遍采用国产传统型篦冷机。
国产传统型篦冷机系指国产第一代、第二代、第三代篦冷机的统称。
其数量占全部在用篦冷机数量的95%以上。
基于目前德国各公司(Claudius Peters、IKN、CemProTec、Polysius、KHD)制造的第三代篦冷机仍然畅销的实际,有必要探讨将国内传统型篦冷机现代化改造为德国第三代篦冷机结构的技术方法与途径。
利用德国第三代篦冷机相关核心技术,改造国产传统型篦冷机能够保持现有篦冷机的主体结构,因此国产传统型篦冷机的现代化改造与专业化改善性维修具有:①施工周期短,利用窑系统大修时间即可完成现代化改造;②投资不多;③热回收效率提高幅度大;④熟料温度减低显著;⑤窑系统可靠性系数(RF)提高幅度大;⑥经济效益显著等优点。
我公司近年来,一直致力于国产传统型篦冷机现代化改造与专业化改善性维修社会实践,现将取得的经验与心得做以总结,供同行参考。
一、国产传统型篦冷机结构及其与德国第三代篦冷机的差距国产第一代篦冷机篦下风室数量较少,篦板梁呈纵向布置,篦板为室供风;第二代篦冷机篦下风室数量较多,篦板梁呈横向分布,篦板为室供风;第三代篦冷机是在第二代篦冷机基础之上,在入口段增加了数排充气梁,与德国第三代篦冷机相比,差距如下:①篦板结构落后,忽视了篦板的动力学性能,“雪人”现象严重;②供风区域划分得较粗,配风(风量、风压)不科学,供风的可靠性差;③对熟料的流动特性研究得不够,没有控制熟料流动速度的措施,消除“红河”现象的措施不多;④风室之间窜风严重,隔墙板上的密封流于形式,没有利用好各风室风机的压力梯度;⑤篦下漏料锁风阀门漏风严重,导致熟料冷却用风不足,电耗高,污染环境。
二、国产传统型篦冷机的现代化改造方法我公司一直跟踪德国主要篦冷机制造商(Claudius Peters、IKN、CemProT ec、Polysius、KHD)的篦冷机制造技术进展,并积极消化吸收,同时根据国内耐热钢铸造技术现状进行了结构改进,形成了独特的、适合于国情的国产传统型篦冷机现代化改造方法,同时摸索出了一些改善性维修方法,并通过了实践的检验。

2500t/d篦冷机改造方案一、总述:广西华润红水河水泥有限公司水泥厂目前正在运行的第三代充气梁式篦冷机(TC1164),设计能力2500t/d,因窑实际产量高出设计能力和篦冷机固有的结构缺陷造成目前出料温度高、余热发电效率低、篦板及篦板梁烧损严重、设备零部件磨损老化、框架及梁变形严重、漏料量大、机械故障频繁,严重影响设备运转率,急需进行彻底改造。
为了保证改造后设备长期稳定地生产并达到增产效果,根据我公司第四代推动梁(推料棒)篦冷机技术的成功经验,特提出对原篦冷机进行改造的方案如下:二、方案概述及工作原理:(一).原结构(第三代)概述:该篦冷机为推动式篦冷机,属于第三代技术。
篦床整体分为前后2段各由1套曲柄滑块装置驱动。
篦下共分6个风室,共10台风机供风。
高温段采用充气篦板,最大有效宽度为9×300=2700mm,篦板排布长度为28×330=9240mm。
低温段采用富勒篦板,最大有效宽度为5.5×600=3300mm。
篦冷机总纵向篦板排布长度为64×330=21120mm,其中篦板自然漏料在风室内堆积,经弧形阀锁风卸料后进入SCD链斗输送机。
设备型号为TC1164,篦床总面积(有效)为61.4m2,设计生产能力为2500t/d,设计单位面积产量41t/ m2.d;实际产量近2900t/d ,实际单位面积产量为47t/ m2.d,高于42t/ m2.d最大能力,篦床总面积偏小。
受现场设备布局和基础的限制,现有设备外形尺寸不易改变,很难通过增加冷却面积来解决问题,必须在提高单位面积产量上想办法。
第三代篦冷机采用的是往复推动式篦床--活动篦板梁和固定篦板梁的交替动作使物料得到水平输送和翻滚,同时冷却风致下而上通过篦板和篦板间隙与热熟料直接换热达到冷却效果,也就是说熟料的输送和换热工作由一套篦板机构来完成,虽然工作时篦床将绝大多数熟料隔离在篦床上方,但仍有一部分细粉或颗粒通过缝隙泄漏到篦床下方的风室内,这属正常现象。
2013.No.4我公司4000t/d 生产线于2010年12月28日投产。
经过一个多月的生产调试,窑系统产量稳定在4800t/d ,最高达到5200t/d 。
与之配套的纯低温余热发电系统于2011年6月22日正式投入运行。
1工艺流程和主机设备该生产线煤粉制备及窑头部分工艺流程见图1。
图1改造前煤粉制备及窑头部分工艺流程1.篦冷机;2.入分解炉三次风;3.去煤磨热风;4.AQC 炉高温风;5.AQC 炉中温风;6.旋风除尘器;7.篦冷机低温段大余风;8.篦冷机低温段小余风;9.小余风入窑头排风机调节阀门;10.大余风入窑头排风机调节阀门;11.去煤磨热风管道上冷风阀门;12.入磨热风;13.煤磨;14.煤磨通风机;15.煤磨循环风管及调节阀门;16.窑头排风机2存在问题1)熟料产量按窑能力超产20%、按篦冷机能力超产6.7%,超产幅度均较大。
因受窑头排风机能力限制,篦冷机一段冷却风机供风能力不足,出篦冷机熟料温度达250℃以上。
2)煤磨烘干热风从篦冷机一段后部抽取,属于中高温段取风,热风温度达到450~550℃。
而从烘干煤粉需要以及煤粉制备安全角度考虑,入磨热风温度一般控制在200℃以下,操作上需要将去煤磨热风管道上的冷风阀11开到65%以上,通过兑入冷风降温,才能进入煤磨,并使用部分出煤磨通风机循环风,见图1。
这样产生的不利影响:①减少了进入AQC 炉的高温段热风量,降低了发电量;②为降低热风温度,需从系统外进入冷风,造成系统总电耗增加。
煤磨通风机从篦冷机取风实际上有两个作用:①利用热风进行煤粉烘干;②在煤磨开机状态下通过煤磨通风机抽走一部分风量,从而降低窑头排风机处理余风的负荷,降低整个熟料烧成的单位电耗,这一点往往被人忽视。
3)出篦冷机熟料温度高,需要增加冷却风量。
但煤磨通风机(每天开机约16h )又不能出力,这样窑头排风机的能力不足制约了冷却风量的增加,无法降低出篦冷机的熟料温度。
3节能改造方案2012年9月对煤磨热风取风位置进行了改进。
JXBD型四代篦冷机改造甘肃某厂于2010年建成一条2000t/d生产线,篦冷机选用JXBD-2000型第四代推动棒式篦冷机,投入使用以来,该机具有维修量小,篦板不需跟换,但由于此篦冷机设计不合理,投入使用初期,篦冷机运行情况良好,但渐渐暴露出漏料严重,出料温度高等问题。
于2015年年初对篦冷机进行改造,现将改造针对的问题和解决措施等做一介绍。
标签:篦冷机;故障分析;改造1 对篦冷机推动棒传动框架及其密封进行改造1.1 故障原因分析原篦冷机活动框架密封处采用图一结构形式,其在传动框架底部设置一调节大螺栓,使其活动框架可以根据活动盖帽和耐磨块磨损情况调节活动框架升降,来控制耐磨块和活动盖帽之间的间隙。
由于篦板梁是焊接件,非加工件,同时篦板梁在焊接过程中存在焊接变形,累积造成耐磨块在同一篦床面有高有低,造成盖帽和耐磨块之间的间隙有大有小,甚至某些耐磨块与盖帽接触,造成设备的运行阻力大,随着生产,耐磨块与活动盖帽不停着与熟料接触摩擦,造成盖帽与耐磨块之间的间隙越来越大,使漏料越来越严重,另外漏料也造成活动纵板磨损,如图2。
1.2 改造措施针对以上问题,作出如下改造措施:①改变篦板梁结构,同时由原来角钢焊接件改成利用钢板下料焊接件,然单元长度篦板梁一次装夹进行精加工来控制篦板梁安装耐磨板位置的直线度和平面度;②改变耐磨块结构,安装形式由原来焊接在篦板梁上改成通过螺栓联接到新式篦板梁上,单一长度耐磨块进行精加工,使其具有互换性,结构上与盖帽形成机械密封结构形式;③加厚活动纵板,使其具有更高的强度。
通过以上改造,空机运行時,液压系统压力由原来5~6MPa降到1~2MPa,负载时压力由原来12MPa降到6~7MPa,此处只有少许粉尘落到风室,漏料问题得到解决,改造后活动框架密封处结构如图3。
2 更换新式篦板2.1 故障原因分析原来篦板通过铸造成型,篦板缝槽间隙比设计要求间隙大,同时结构不合理,篦床推力棒往复运动时,容易造成把推力棒下面熟料颗粒压到风室去,如图4。
中图分类号:TQ 72.622.4 文献标识码:B 文章编号: 008-0473(20 6)06-0064-0 DOI 编码: 0. 6008/ki. 008-0473.20 6.06.0 3三代篦冷机局部改造设计方案详解戴军康合肥水泥研究设计院,安徽 合肥 230051摘 要 一台三代篦冷机冷却效果差,导致二次风温低,出篦冷机熟料温度偏高。
通过对篦冷机固定篦床及一段充气梁篦板的改造,并根据篦板的结构和篦床的工况详细计算,得出篦冷机固定篦床及一段的篦冷机风机的合理优化参数。
改造后,篦冷机完全适应窑产量的变化,出料温度降低;二次风温度和三次风温度都有明显提高。
关键词 KID篦床系统 充气梁篦板 风机风压和风量0 引言东阿山水东昌水泥有限公司2 500 t/d生产线采用NC33224型篦式冷却机,篦床有效面积70.3 m 2,设计产量3 000 t/d,于2011年年底投产。
该篦冷机在生产过程中出现二次风温偏低、出篦冷机熟料温度偏高等现象。
本文将对该篦冷机的局部改造设计部托轮及托轮大梁,辅轴更换、找平找正。
实际使用照片见图6。
图6 实际使用照片4 运行效果自2016年底大修更换辅轴及“马鞍架”后,边运行边紧固斜铁,经过10多次紧固后斜铁已紧固到位,现已经连续运行100多天,检查无异常,辅轴支架、护轴套及”马鞍架”未发现裂纹。
设备运行平稳,解决了辅轴受力不均、辅轴支架断裂的问题。
(收稿日期: 2016-5-22)重,经常出现不转的情况,加重了篦床的载荷,本应减小的活动大梁弯曲应力并未减小,且造成风室内设备增多,内部检查主动轴情况较为繁琐。
3 三次改进三次改进主要是解决辅轴立面开裂、受力偏斜以及轴两侧护轴套及支架开裂问题。
此次改进将“马鞍架”立板改为与垂直面10°的角度(篦床运行斜道轨角度为10°),保证篦床运行时立板受力垂直。
连接形式改焊接为单块斜铁形式,顶丝涨紧,保证辅轴立面不受焊接应力,并在斜铁内部制作滑道,保证篦床运行时斜铁不掉落(形式如图5所示)。