波峰焊说明书日东350
- 格式:doc
- 大小:3.55 MB
- 文档页数:53
V-T0P350C波峰焊操作指导一.目的:指导操作员正确的使用波峰焊,并提高标记质量、方便使用、减少维护工作、延长使用寿命。
二.安全事项1.当刚开加热或设定温度改变时,加热系统可能有超温报警现象,这种现象是正常的。
2.当刚开运输或运输速度改变时,请您等1-2分钟过板,因为本运输系统采用闭环控制系统,需要一定的时间进行调整。
3.V-TOP350C系列焊接机应工作在洁净的环境中,以保证焊接质量。
4.调不要将机器安装在电,磁干扰源附近。
5.设备电源为三相五线制电源,请不要随意接用其它电源。
6.请不要在露天,高温多湿的条件下使用,存贮机器。
7.在使用设备前,先清理干净锡炉,然后熔锡后,方可使用设备。
8.设备检修时,请关机并切断电源,以防触电或造成短路。
9.设备安装在保持平衡,不能倾斜或不稳的地方。
10.如暂停使用,为保护设备,建议关断设备主电源。
11.设备的使用操作,必须由专职人员(经过培训)并按操作说明正确操作,其它人员不得随意操作。
12.在使用时,不可同时按下二个以上按钮,否则,会产生误动作并影响工作。
13. 机内的变频器,调速器出厂前已作好相应的参数设置,用户不能随意更改。
14. 确保设备各部位接地良好。
三.操作说明3.1通电前检查:*检查供给电源是否为本机额定的三相五线制电源;*检查设备是否良好接地;*检查锡炉内锡容量是否达到要求;*松香比重、容量是否适宜;*检查气压是否调整为需要值;*检查紧急掣是否已弹起;*整机调整是否已完成;3.2界面操作与设置:3.2.1按启动按钮,系统通电,系统处于待机状态,3.2.2 按电脑“电源”按键,电脑开始启动。
启动正常后显示如下画面:、操作说明3.1通电前检查:*检查供给电源是否为本机额定的三相五线制电源;*检查设备是否良好接地;*检查锡炉内锡容量是否达到要求;*松香比重、容量是否适宜;*检查气压是否调整为需要值;*检查紧急掣是否已弹起;*整机调整是否已完成;3.2界面操作与设置:3.2.1按启动按钮,系统通电,系统处于待机状态,3.2.2 按电脑“电源”按键,电脑开始启动。
KK-II培训手册培训资料编写劲拓廖选波一、控制面板紧急挚,设备四角上方各安装一个,按下将关闭所有机械动作。
二、软件安装与应用2.1 控制系统的安装出厂前,所配工控机内的控制系统已安装好。
本系统要求分瓣率在1024*758,如因意外原因导致系统损坏,需重新安装时请按以下步骤进行:打开软件安装文件夹从中选择“setup.exe”文件运行。
(缺省是”E:\SETUP.EXE”) 系统便开始安装软件,出现如下的画面拷贝所需的系统文件。
当拷贝完文件后,系统将显示如下图的画面。
按图中 “确定”将继续下一步安装。
此时系统将显示如下图的画面。
提示用户是否需要改变系统默认的安装目录,建议用户采用系统默认安装目录,若选择“更改目录 “,则可由用户指定软件安装的目录。
选择图标按钮将进入下一步的安装系统将显示如下图画面,要求用户选择软件安装的程序组,系统默认的是“KK Series”,按“继续”将进行下一步安装,。
系统显示如下图系统复制文件进度的安装接口拷贝完文件后将会更新系统,最后出现如下图安装完毕的画面2.2 运行操作软件当计算机进入windows后,系统将自动加载“KK Series”程序,显示下图画面。
此时系统处于自锁状态,用户只有登录系统,才能进行操作。
点击工具栏中“登录系统”图标,将弹出如下图画面,此画面要求用户输入登录系统所需的用户名及相应用户密码,若无用户名及密码将无法进入系统。
缺省用户名是“USER”,对应密码是“123”。
输入正确的用户名及密码,按“确定”。
将显示如下图解锁状态画面,此时用户便可进行正常操作。
在此画面中您可以看到本设备的当前的运行状态,开关状态,报警信息及各种参数设定值,实际值等。
若想开关各个项目只要按下相应的按钮即可进行开关操作。
注意事项:.在此界面中各参数无法直接修改。
2.3 工具栏与菜单栏介绍:以下是本系统的工具栏及菜单栏:5.4.3.3.1 新建选项当选择此选项时,系统将弹出一个新建对话框,显示如下图。
1SUN EAST无铅电脑波峰焊接系统Manual for Lead –Free Wave Soldering M/C 用户手册USER MANUAL(V1.2) 注意 ☆:承蒙你购买 SUNEAST 的无铅波峰焊接系统,谨表示衷心的感谢。
☆:本手册对波峰焊接系统的安装,操作,维护,保养,注意事项加以了详细的说明, ☆ 使用前请熟读本说明书,以便正确使用机器。
☆:操作错误会引起意外事故,或缩短机器寿命,降低性能。
☆:请妥善保管本手册,在必要时阅读,并务必将本手册留赠最终用户。
用户手册信息 本手册描述了 SUNEAST 公司设计制造的无铅波峰焊接系统的安装、操作、维护、保养等内容, 以及执行这些操作时应注意的相关事项,在使用机器之前,请仔细阅读本手册并确保理解所有信息,必要时可对照机器进行理解。
本手册包含章节的主要内容介绍如下: 安全注意事项:分类叙述各种无视操作规程可能引起安全后果的警告信息及一般注意信息 第一章:描述产品包含内容及基本注意事项。
第二章:描述波峰焊专业术语、机器规格参数、性能特点等。
第三章:详细介绍安装注意事项及方法。
第四章:介绍机器详细操作规程,包含机器调整,参数设置,手动操作,自动操作等。
第五章:维护保养措施介绍 第六章:故障分析及排除措施的介绍 第七章:附录 A :常见焊接问题解决方案建议。
警告: 锡炉内不要使用抗氧化粉或抗氧化剂等化学物质 ,否则严重影响本设备使 用寿命. 一般注意事项: 1:本设备由具有一定资格的人员按照适当步骤使用,并只能按照本手册描述的功能使用。
2:版权所有,事先未经 SUNEAST 公司书面许可,本手册任何部分都不可以用任何形式或用任何方式(机械的,电子的,照相的,录制的)或其他方式进行复制或传送。
3:对使用这里的资料不负特许责任。
4:SUNEAST 公司不断努力改进其高质量的产品,软件会不定期更新,所以本手册中所含有的信 息可随时改变而不另行通知。
波峰焊操作作业指导书修订履历1. 目的规范设备使用,保证设备安全运行,确保设备的完好率1. 适用范围无铅波峰焊2. 操作程序4. 设备维护保养:4.1操作员每次操作之前或在操作完成之后都要用无尘布布将工作台面的杂物清理净;4.2技术员不定时巡察机台运行状态,并做好维修记录;4.3严格按照本设备保养作业指导书以及保养表执行。
具体保养事项请参照本设备《波峰焊保养作业指导书》与《波峰焊保养记录表》5. 注意事项:5.1设备维护保养要求有2人或者2人以上进行,一人负责计算机控制,一人负责维护5.2当进行设备操作和维护的时候,进行必要的保护,如穿戴安全防护工作服等。
5.3对设备进行维护保养工作的时候应关闭电源和气源。
5.4不要随意取消机器的安全开关或机器本省具有的安全性能。
5.5注意所有的警示标签同时不要随意移动设备上的警示标签。
5.6在进行接线或者断线工作前应将设备电源关闭。
5.7本机使用高压电源,当设备工作的时候不要用手去触摸机器上带有高压电源的部位,否则会造成严重的伤害。
5.8波峰焊锡炉隔热材料在正常操作条件下不会暴露在外,只有打开炉膛进行保养的时候才会暴露,此时应小心避免吸入纤维。
5.9机器运转过程中不要用手触摸运动部件,如链条、齿轮、带轮等。
5.10小心避免触摸发热元件,以免烫伤。
5.11设备遇到问题时候,应立刻按下急停按钮,避免人员伤亡。
6. 相关附件6.1波峰焊操作说明书6.2《波峰焊保养作业指导书》6.3《波峰焊保养记录表》Whe n you are old and grey and full of sleep,And no ddi ng by the fire, take dow n this book,And slowly read, and dream of the soft lookYour eyes had once, and of their shadows deep;How many loved your mome nts of glad grace,And loved your beauty with love false or true,But one man loved the pilgrim soul in you.And loved the sorrows of your cha nging face;And bending dow n beside the glow ing bars, Murmur, a little sadly, how love fledAnd paced upon the mountains overheadAnd hid his face amid a crowd of stars.The furthest dista nee in the worldIs not betwee n life and deathBut whe n I sta nd in front of youYet you don't know thatI love you.The furthest dista nee in the worldIs not whe n I sta nd in front of youYet you can't see my loveBut whe n un doubtedly knowing the love from both Yet cannot be together.The furthest dista nee in the worldIs not being apart while being in loveBut whe n I pla inly cannot resist the year ningYet prete nding you have n ever bee n in my heart.The furthest dista nee in the world Is not struggli ng aga inst the tides But using on e's in differe nt heart To dig an un erossable riverFor the one who loves you.。
用户操作维护手册USER OPERATION & MAINTAIN MANUALSA系列无铅双波峰焊锡机LEAD-FREE DUAL WA VE SOLDERING SYSTEM日东电子科技(深圳)有限公司SUN EAST ELECTRONIC TECHNOLOGY (SHENZHEN) CO., LTD 集团公司:香港九龙官塘道436-446号官塘工业中心第四期一楼H座1/F, BLK H, PHASE 4, KWUN TONG IND. CENTER 436-446KWUN TONG ROAD, HKTEL:(00852) 23427788 FAX:(00852)23433120深圳公司:深圳市宝安区福永镇白石厦工业东区安全路日东工业园TEL:(0755) 27330313 FAX:(0755)27330323Web site: 维修电话:(0755) 27330324 (0755) 27330313PDF 文件使用 "pdfFactory" 试用版本创建ÿÿ警告:★.非本设备维护、维修人员或未经培训合格人员切勿随意操作机器。
★.通电之前,应再次确认电源电压是否与设备工作电压相符。
★.本设备属于高温加热及传动设备,操作时应注意人身安全。
warnings:★.Only staffs concerned is allowed to operate the machine.★.Make sure the voltage supplied suits the rated voltage beforeelectrifying.★.Heating and moving part involved, special cautions should bemade.注意:1. 当您使用或操作本设备之前,请仔细阅读此手册。
2. 请保存此手册,以便日后保养、维护和检修时使用。
1SUN EAST无铅电脑波峰焊接系统Manual for Lead –Free Wave Soldering M/C用户手册USER MANUAL(V1.2)20110503注意☆:承蒙你购买SUNEAST的无铅波峰焊接系统,谨表示衷心的感谢。
☆:本手册对波峰焊接系统的安装,操作,维护,保养,注意事项加以了详细的说明,☆使用前请熟读本说明书,以便正确使用机器。
☆:操作错误会引起意外事故,或缩短机器寿命,降低性能。
☆:请妥善保管本手册,在必要时阅读,并务必将本手册留赠最终用户。
用户手册信息本手册描述了SUNEAST公司设计制造的无铅波峰焊接系统的安装、操作、维护、保养等内容,以及执行这些操作时应注意的相关事项,在使用机器之前,请仔细阅读本手册并确保理解所有信息,必要时可对照机器进行理解。
本手册包含章节的主要内容介绍如下:安全注意事项:分类叙述各种无视操作规程可能引起安全后果的警告信息及一般注意信息第一章:描述产品包含内容及基本注意事项。
第二章:描述波峰焊专业术语、机器规格参数、性能特点等。
第三章:详细介绍安装注意事项及方法。
第四章:介绍机器详细操作规程,包含机器调整,参数设置,手动操作,自动操作等。
第五章:维护保养措施介绍第六章:故障分析及排除措施的介绍第七章:附录A:常见焊接问题解决方案建议。
警告:锡炉内不要使用抗氧化粉或抗氧化剂等化学物质,否则严重影响本设备使用寿命.一般注意事项:1:本设备由具有一定资格的人员按照适当步骤使用,并只能按照本手册描述的功能使用。
2:版权所有,事先未经SUNEAST公司书面许可,本手册任何部分都不可以用任何形式或用任何方式(机械的,电子的,照相的,录制的)或其他方式进行复制或传送。
3:对使用这里的资料不负特许责任。
4:SUNEAST公司不断努力改进其高质量的产品,软件会不定期更新,所以本手册中所含有的信息可随时改变而不另行通知。
5:在编写本手册时我们注意了一切我们可能预想到的注意事项,然而SUNEAST对于可能的遗漏不承担责任。
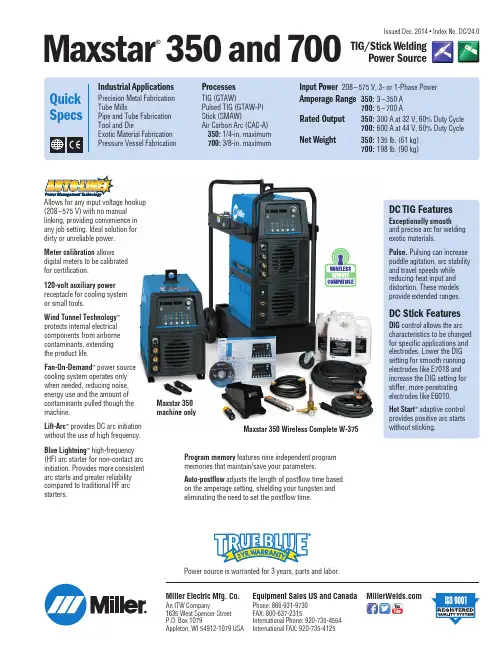
700:3/8-in. maximumNet Weight350: 135 lb. (61 kg)700: 198 lb. (90 kg)Pressure Vessel FabricationMaxstar ®350and700Issued Dec. 2014 • Index No. DC/24.0Power source is warranted for 3 years, parts and labor.Maxstar 350 Wireless Complete W-375DC TIG FeaturesExceptionally smooth and precise arc for welding exotic materials.Pulse. puddle agitation, arc stability and travel speeds while reducing heat input and distortion. These models provide extended ranges.DC Stick FeaturesDIG charac for specific applications and electrodes. Lower the DIG setting for smooth running electrodes like E7018 and increase the DIG setting for stiffer, more penetrating electrodes like E6010. Hot Start provides positive arc starts without sticking.Maxstar 350machine onlyAllows for any input voltage hookup (208–575 V) with no manual linking, providing convenience in any job setting. Ideal solution for dirty or unreliable power.allows digital meters to be calibrated 120-volt auxiliary power receptacle for cooling system Wind Tunnel Technology ™protects internal electrical components from airborne contaminants, extending power source cooling system operates only when needed, reducing noise,energy use and the amount of contaminants pulled though the provides DC arc initiation without the use of high frequency.high-frequency (HF) arc starter for non-contact arc initiation. Provides more consistent arc starts and greater reliability compared to traditional HF arc starters.Miller Electric Mfg. Co.An ITW Company1635 West Spencer Street P.O. Box 1079Appleton, WI 54912-1079 USAEquipment Sales US and CanadaPhone: 866-931-9730FAX: 800-637-2315International Phone: 920-735-4554International FAX: 920-735-4125Program memory features nine independent program memories that maintain/save your parameters.Auto-postflow adjusts the length of postflow time based on the amperage setting, shielding your tungsten and eliminating the need to set the postflow time.TIG/Stick WeldingPower Source2*Indicates sense-voltage for Lift-Arc ™TIG and Low OCV Stick.All CE models conform to the applicable parts of the IEC 60974 series of standards.Certified by Canadian Standards Association to both the Canadian and U.S. Standards.31011879125346Maxstar ®350 and 700 Control Panel1.Memory18 Combinations (9 DC TIG)(9 DC Stick)2.Process/TIG: HF Impulse, Lift Arc Arc Starting STICK: Adaptive Hot Start3.Output ControlStandard Remote, 2T Trigger Hold, Output ON4.Pulser ControlPulses per Second DC: 0.1–5000 PPS Peak Time 5–95%Background Amps 5–95%5.Sequencer Control Initial Amps Maxstar 350: 3–350 AMaxstar 700: 5–700 AInitial Slope 0.0–50.0 seconds Final Slope 0.0–50.0 seconds Final Amps Maxstar 350: 3–350 AMaxstar 700: 5–700 A6.Gas/DIG Preflow 0.0–25.0 seconds Postflow Auto Postflow,Adjust 0.0–50 seconds DIG0–100%7.Amperage Control 8.Encoder Control 9.Ammeter Display 10.Voltmeter Display 11.Memory DisplayAdditional Setup Parameter Values Preprogrammed Starts Maxstar 350.020–3/16 in. tungsten Maxstar 700.040–1/4 in. tungsten Programmable Starts Amperage Maxstar 350: 3–200 AMaxstar 700: 5–200 ATime 1–200 milliseconds Ramp Time 0–250 milliseconds Minimum Amperage Maxstar 350: 3–25 AMaxstar 700: 5–25 A Additional Triggers 3T, 4T, Mini Logic,4T Momentary Spot/Weld Timer 0.0–999 seconds OCVLow OCV, Normal OCV Stick-Stuck Check On/Off Lockouts Four levels Arc Timer 0.0–9999 hours and 0–59 minutes Cycle Counter 0–999,999 cycles Meter Calibration±0–20.0 amps ±0–20.0 voltsPulsed TIG Controls4Maxstar ®350 and 700 Models/Packages5#907 334 001package shown.#951 625package shown.#907 334 and #907 103 models shown.#194 744 remote shown.#301 268 kit shown.#907 334 001Maxstar 350TIGRunner ®shown with four bottles of #043 810 Low-Conductivity Coolant.Build aWater-Cooled PackageSelect desired stock number for each step.Machines and Preconfigured Water-Cooled PackagesOrder machine only or use a single stock number to order a complete preconfigured system.6Water-Cooled TIG Torch Connector #195 377For Dynasty ®and Maxstar ®350. 50-mm Dinse-style with water return line.For use with all Weldcraft ™water-cooled torches.Water-Cooled TIG Torch Connector #225 028For Dynasty ®and Maxstar ®700. 50-mm thread-lock with water return line. For use withall Weldcraft ™water-cooled torches.Runner™Cart#300 244Designed toaccommodate Dynasty ®or Maxstar ®350 or 700 power sources and a Coolmate ™3.5Cooler. Cart features single cylinder rack, footpedal holder, three cable/ t orch holders, and two TIG electrode filler holders.Coolmate ™3.5 #300 245Designed to integrate with the Dynasty ®and Maxstar ®350 and 700 power sources.For use with water-cooled torches rated up to 600 amps. 3.5 gallon capacity.Low-Conductivity TIG Coolant #043 810Sold in multiples of four in one-gallon recyclable plastic ler coolantscontains a base of ethylene glycol and deionized water to protect against freezing to -37°Fahrenheit (-38°C) or boiling to 227°Fahrenheit (108°C).Automation Interface Connection Kit #195 516 FieldProvides control of power source welding parameters through a 28-pin receptacle.The 28-pin receptacle replaces the standard 14-pin receptacle and requires a PLCcontroller to operate the power source.Ideal for automated equipment integration.Weld Current Sensor #300 179 Field Detects when work clamp is not connected and prevents expensive damage todisconnect devices and input power cord and wiring.Water-Cooled Torch KitsW-250 (WP-20) Torch Kit #300 185Weldcraft ™W-250 (WP-20) 25-foot (7.6 m) TIG torch with Dinse-style connectorTorch cable coverWork clamp with 15-foot (4.6 m) 1/0 cable and Dinse-style connector Flowmeter regulatorGas hose (regulator to machine)AK4C torch accessory kit includes nozzles, collets, collet bodies and 2% ceriated tungsten electrodes (1/16, 3/32 and 1/8 inch)W-375 Torch Kit #301 268Recommended for Maxstar 350 Weldcraft ™W-375 25-foot (7.6 m) TIG torch with Dinse-style connector Torch cable coverWork clamp with 15-foot (4.6 m) 1/0 cable and Dinse-style connector Flowmeter regulatorGas hose (regulator to machine)AK4C torch accessory kit includes nozzles, collets, collet bodies and 2% ceriated tungsten electrodes (1/16, 3/32 and 1/8 inch)W-400 (WP-18SC) Torch Kit #300 186Recommended for Maxstar 700Weldcraft ™W-400 (WP-18SC) 25-foot (7.6 m) TIG torch with thread-lock connectorTorch cable coverWork clamp with 12-foot (3.7 m) 4/0 cable with thread-lock connector Flowmeter regulatorGas hose (regulator to machine)AK18C torch accessory kit includes nozzles, collets, collet bodies and 2% ceriated tungsten electrodes (3/32, 1/8 and 5/32 inch)Genuine Miller ®Accessories7Genuine Miller ®Accessories (Continued)can exit the front, back or either side of the pedal. Foot pedal provides remote current 3.25 inches (102 x 102 x 83 mm). Includes 20-foot (6 m) cord and 14-pin plug.Performance TIG Gloves #263 345#263 346#263 347#263 348 #263 349Completely unlined, goat grain leather with Goat grain leather withOrdering InformationEquipment and Options Stock No.Description Qty.Price Maxstar®350#907 334Auto-Line™208–575 VAC, 50/60 Hz, CSA. 8-ft. power cordMaxstar®350 International#907 334 021Auto-Line™380–575 VAC, 50/60 Hz, CE. 8-ft. power cordMaxstar®350 TIGRunner®#907 334 001Auto-Line™208–575 VAC, 50/60 Hz, CSA. 8-ft. power cord. Requires coolantMaxstar®350 Wireless Complete W-375#951 625Auto-Line™208–575 VAC, 50/60 Hz, CSA. 8-ft. power cordMaxstar®350 Complete W-375#951 624Auto-Line™208–575 VAC, 50/60 Hz, CSA. 8-ft. power cordMaxstar®700#907 103Auto-Line™208–575 VAC, 50/60 Hz, CSAMaxstar®700 International#907 103 021Auto-Line™380–575 VAC, 50/60 Hz, CETIG Torches, Kits and ConnectorsWater-Cooled Torch Kits#300 185W-250 (WP-20)#301 268W-375(recommended for Maxstar 350)#300 186W-400 (WP-18SC) (recommended for Maxstar 700)Water-Cooled TIG Torch Connectors#195 377Connects Weldcraft™water-cooled torches to Dinse-style connector#225 028Connects Weldcraft™water-cooled torches to Maxstar 700(thread-lock connector included with 700 models)Weldcraft™A-200 (WP-26) TIG Torch#WP-26-25-R For Maxstar 350 only. 25-ft. (7.6 m) cable. Requires #195 379 connectorTungsten See page 7Remote ControlsWireless Remote Foot Control#300 429Foot control with wireless 90-ft. (27.4 m) operating rangeWireless Remote Hand Control#300 430Hand control with wireless 300-ft. (91.4 m) operating rangeRCCS-14#043 688North/south fingertip controlRCC-14#151 086East/west fingertip controlRFCS-14 HD#194 744Heavy-duty foot controlRHC-14#242 211 020Hand controlRMLS-14#129 337Momentary/maintained rocker switchRMS-14#187 208Momentary rubber dome switchExtension Cables See page 7AccessoriesRunner™Cart #300 244Coolmate™3.5#300 245120 VAC, 50/60 Hz, CE.Requires coolantTIG Coolant #043 8101-gallon plastic bottle. Protects against freezing to(Must be ordered in quantities of four)-37°Fahrenheit (-38°C) or boiling to 227°Fahrenheit (108°C)Automation Interface Kit#195 516Field. Provides required automation connectionsWeld Current Sensor#300 179Field. Installation requiredDinse-Style Connector 50 mm (1 male) #042 418Used to connect weld cable to Dinse terminal machineThread-Lock Connectors (2 male) #225 029Used to connect weld cable to Dynasty 700 or Maxstar 700Dinse-Style Connector 50 mm #042 419Used to extend weld cables(1 male, 1 female)Dinse/Tweco®Adapter#042 465Male Dinse to female TwecoDinse/Cam-Lok Adapter#042 466Male Dinse to female Cam-LokGas Tungsten Arc Welding (TIG) Publication#250 833Simulator and Setup CD-ROM#233 558Setup DVD (included with machine)#251 116TIG Welding Gloves See page 7Date:Total Quoted Price:Distributed by:©2013 Miller Electric Mfg. Co.。
波峰焊焊接工艺指导书产品型号:日东NSI-350文件名称: 波峰焊焊接工艺流程文件编号:版本: A0拟制日期: 2016-06-01页数: 3拟制审核标准化七、波峰焊操作要求及内容1、根据波峰焊焊接生产工艺给出的参数,严格控制波峰焊机电脑参数的设置。
2、每天按时记录波峰焊机的运行参数。
3、确保波峰焊机,导轨链爪上的PCB 板之间的间距大于5CM 。
4、定时检查波峰焊机助焊剂喷雾状态,检查喷雾抽风罩的5S 情况,确保不会有助焊剂滴到PCB 板上的现象。
5、定时检查波峰焊机的波峰是否平整。
喷口是否被锡渣堵塞,有问题立即处理。
6、操作员在生产过程中发现给出的参数不能满足生产所需,不得擅自更改调整参数,应立即通知工程师处理。
拟制审核标准化1、定期对波峰焊的锡样进行抽样分析。
2、分析有关元素含量超出或低于标准含量,可对其采取放原焊锡充入其他新锡进行中和的办法,使其元素含量达到要求。
十一、注意事项1、作业时必須穿上安全鞋,戴高溫手套及面罩.謹防铅中毒和烫伤。
操作、保养、维修必须由具有资质的人员进行。
2、炉后抽检1 次/H,每次抽检10-15pcs 以便确认过炉品质。
调整、改变锡炉参数,需观察5 分钟稳定后方可离开。
3、防腐、防毒、防火、防爆、防潮,防高温、防夹伤。
注意高温、有毒标识,做好防护措施。
4、非波峰焊技术人员禁止接触和打开波峰焊电源和后盖防止触电(220-380V 高压危险)。
5、非保养和发生机台事故严禁随意打开波峰焊前盖,以防有害气体外泄。
6、波峰焊周围严禁堆放易燃、易爆品。
做好日、周、月保养,保持好设备及工作区域的5S。
7、严禁靠在进出口、后盖、玻璃门处,以防被夹住造成夹伤。
8、每日下班前,须检查订时器和锡温设定是否正确。
9、遇到紧急事故或报警时,应立即按下红色急停开关,以防发生危险。
并及时通知相关技术人员维修。
10、除波峰焊技术人员外,任何人不可随便操作更改设备数据,以免操作失误,造成不必要损失。
日东波峰焊日东波峰焊日东波峰焊日东波峰焊NSI-350系列FM-350系列PEAK-2010系列SAC-3JS系列MWSI系列CN-350系列SUN-2000系列SB-3S系列SMS-300B系列TURBO系列FM-350C-3H-Ⅰ无铅波峰焊技术规格服务热线:壹叁玖贰贰捌捌陆壹叁零技术QQ:2867540537一、主要特点:1.接驳装置:联动式入板接驳方式,铝型材导轨,不锈钢链条传动。
2.传输系统:配置不锈钢双钩爪,铝合金导轨防变形结构设计;手动调节基板宽度;输送角度可调节;运输速度采用变频器控制,无级调速。
3.锡炉系统:锡炉内胆采用特制铸铁材料,表面防腐蚀处理;直联式马达驱动波峰,变频调速;锡渣导流及降低氧化物装置;手动控制锡炉进出及升降运动;外置式加热装置,PID 控温方式及液面低位报警。
4.喷雾系统:模组化设计,喷雾移动采用步进马达控制;对应PCB喷雾长度自动调节,数字设定喷雾宽度及速度,带压力表微调装置调节喷雾流量和喷雾颗粒大小;恒压装置供给助焊剂、助焊剂液位报警及助焊剂自动添加;强力排风、过滤系统。
5.预热系统:抽屉式模块化和节能设计,微热风循环加热,三段温区,预热区长度为1.8米,PID温度控制方式。
6.冷却系统:强制自然风上下冷却。
7.洗爪装置:专用毛刷清洗。
8.控制系统:工控机+PLC电器控制系统,中英视窗操作界面,温度曲线测试、数据存储等功能。
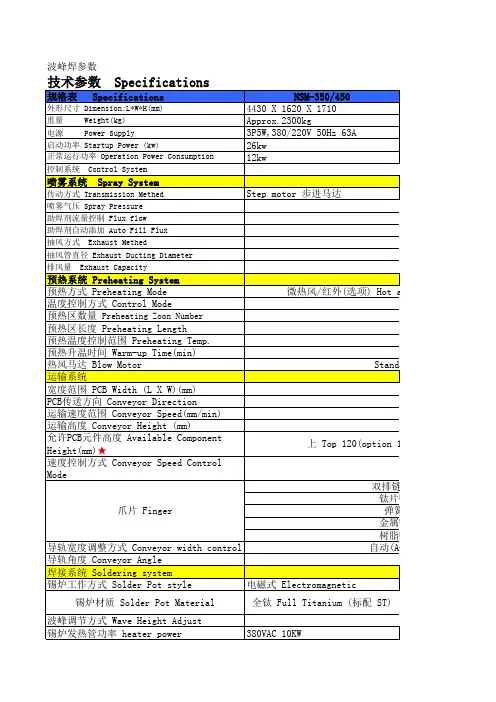
二、技术参数:基板尺寸:50~350mm(W)*120mm(H)入板高度:750±20mm传输速度:500~1800mm/Min.传送角度:4~7º传送方向:左→右助焊剂容量:Approx.18L喷雾排风:Approx.30m3/min.压缩空气:4~6Bar. 100L/min.预热温度:Max.200℃锡炉温度:Max.300℃锡炉容量:Approx.500Kg波峰高度:Approx.12mm机体尺寸:3600(L)*1420(W)*1750(H)mm机体净重:Approx.1250Kg供电电源:三相380VAC 50Hz总功率:Approx.32KW运行功率:Approx.8KW。
目录一、整机结构简介 (2)二、主要技术指标 (3)三、安装调整与试车 (4)四、操作系统 (8)五、喷雾系统 (16)六、预热器 (21)七、锡炉 (22)八、操作顺序及安全守则 (26)九、维护保养 (28)一十、焊接过程部分技术问题及对策 (29)十一、附录 (31)一、整机结构简介二、主要技术指标GSD-WD350R GSD-WD350C/WD350CT型号技术数据传动部分运输速度0-2M/MIN 0-2M/MIN运输马达1Φ220V 60W1Φ220V 60W基板尺寸MAX350MM(W) MAX350MM(W)冷却风扇单相220V 单相220V洗爪电机1Φ220V 5W1Φ220V 5W助焊剂部分助焊剂容量5L 5L三、安装调试与试车3.1机器定位安装A、机器放置在指定地点后,要降下脚杯,并对整机机架打水平,使机器4个角处于水平位置。
B、用水平尺检查运输导轨及锡炉,使其处于水平位置,升降运输导轨并将导轨角度调到4°,上升锡炉使喷嘴离链爪约10MM。
传送角度的调整:焊锡的角度因线路板的不同设计与焊点的不同要求来进行调节,通常的焊锡角度约4°左右,如因焊点的质量及要求未能达到时,可在4°-6°之间进行任意调节,转动调节角度手轮,通过链轮、链条带动两根垂直丝杆作同步转动、升降。
(注意:如调整角度需增大时,必须先将锡炉调低,以免输送爪顶压而受损。
)D、机器接电气配线要求:3ΦX380V,50HZ(三相五线制),要求容量不小于30KVA,外壳保护接地,接地电阻≤10Ω,接地线不小于4MM2,气源不小于2KG升CM2。
3.2通电试机:机器上电后检查运输,预热,以及锡炉是否能正常工作。
3.3化锡:以上工作完成后经全面检查各机构运行正常后,即可做化锡工作。
准备材料:助焊剂,12L 工业酒精10L焊料, 400KG电炉,3KW, 1个不锈钢容器,1个熔锡:将固态料分批投入不锈钢容器内,在电炉上加热至充分熔化后(约250℃),再倒入设备的锡槽中。
1SUN EAST无铅电脑波峰焊接系统Manual for Lead –Free Wave Soldering M/C用户手册USER MANUAL(V1.2)20110503注意☆:承蒙你购买SUNEAST的无铅波峰焊接系统,谨表示衷心的感谢。
☆:本手册对波峰焊接系统的安装,操作,维护,保养,注意事项加以了详细的说明,☆使用前请熟读本说明书,以便正确使用机器。
☆:操作错误会引起意外事故,或缩短机器寿命,降低性能。
☆:请妥善保管本手册,在必要时阅读,并务必将本手册留赠最终用户。
用户手册信息本手册描述了SUNEAST公司设计制造的无铅波峰焊接系统的安装、操作、维护、保养等内容,以及执行这些操作时应注意的相关事项,在使用机器之前,请仔细阅读本手册并确保理解所有信息,必要时可对照机器进行理解。
本手册包含章节的主要内容介绍如下:安全注意事项:分类叙述各种无视操作规程可能引起安全后果的警告信息及一般注意信息第一章:描述产品包含内容及基本注意事项。
第二章:描述波峰焊专业术语、机器规格参数、性能特点等。
第三章:详细介绍安装注意事项及方法。
第四章:介绍机器详细操作规程,包含机器调整,参数设置,手动操作,自动操作等。
第五章:维护保养措施介绍第六章:故障分析及排除措施的介绍第七章:附录A:常见焊接问题解决方案建议。
警告:锡炉内不要使用抗氧化粉或抗氧化剂等化学物质,否则严重影响本设备使用寿命.一般注意事项:1:本设备由具有一定资格的人员按照适当步骤使用,并只能按照本手册描述的功能使用。
2:版权所有,事先未经SUNEAST公司书面许可,本手册任何部分都不可以用任何形式或用任何方式(机械的,电子的,照相的,录制的)或其他方式进行复制或传送。
3:对使用这里的资料不负特许责任。
4:SUNEAST公司不断努力改进其高质量的产品,软件会不定期更新,所以本手册中所含有的信息可随时改变而不另行通知。
5:在编写本手册时我们注意了一切我们可能预想到的注意事项,然而SUNEAST对于可能的遗漏不承担责任。
安全注意事项在此介绍的内容对使用者、他人及设备的安全非常重要。
因此,操作设备时要保护本人、他人,操作设备时必须详细阅读本章节安全注意事项。
请彻底熟悉以下列出的标识和说明,并请仔细阅读后面的说明书,确定你看到了所有给出的警告。
波峰焊有3个主要的危险来源:高压、高温、运动着的机械零件。
在设备正常操作和维护情况下,这些危险都通过机器的设计以及正确的操作维护被有效地防止。
对于无视正常操作和以下表示内容进行的错误操作,根据所造成的危害和损害程度,按照以下的分类进行表示和说明:标记说明标识标识的含义危险进行错误操作导致的危险状态,可能引起死亡或者重伤进行错误操作导致的危险状态,可能引起中程度的人身伤害、轻伤或者物质材警告料的损害。
即使表示警告之事项,根据情况不同,也可能造成重大后果,这些都为重要内容,请务必遵守。
符号的意义符号符号的意义表示禁止(不准做)。
任何被禁止的动作将在符号内或在符号旁以文字或图形作出说明。
表示命令(必须做)。
任何命令要作的动作将会在符号内或在符号旁以文字或图形作出说明。
表示危险。
任何危险的动作将会在符号内或在符号旁以文字或图形作出说明。
表示警告。
任何警告将会在符号内或在符号旁以文字或图形作出说明。
使用限制本设备是针对PCB焊接工艺而设计制造的软钎焊接系统,只允许应用于无铅或有铅焊接,任何其他偏离机器原设计意图的使用均被视为不正确的。
警告如果本机器需要用于汽车,核能,航空,太空飞行控制系统线路板的软钎焊接时,请首先要与销售负责人联系确认是否可行。
该产品在严格的质量控制下生产出来的,如果用于因为焊接品质问题可能造成重大事故的线路板焊接,就必须在此装置焊接完成后进行安全检验。
除适合应用于电子线路板的软钎焊接外,不能用于其他用途,用于其他用途时可能损坏机器或引发其他事故。
有关拆卸,运输危险*若元器件已损坏或部件丢失,则禁止安装或操作波峰焊,因为这样会引起触禁止电或火灾,应及时联系供应商处理。
*当运输或搬运时,禁止以导轨部分为支撑,这样会损坏机器。
*使用恰当的吊装设备,否则可能造成安全事故及机器损坏。
命令*机器外包装要求防潮、防震、防撞。
警告*搬运时要轻拿轻放,以免损坏本体及附件。
警告*运输时应拆下计算机、显示器、三色灯等易损坏零部件另箱包装,且应在箱中用填充物挤紧,防止损坏。
有关安装,配线危险*禁止将任何低燃点的易燃物置于波峰焊旁,不然可能引起火灾。
禁止*禁止金属片等异物掉入机器内部,不然可能造成火灾。
*禁止安装在高温,有水(潮湿)的场所以及灰尘、铁粉、切屑多的环境。
*禁止将交流电源的相线与零线、相线与地线、零线与地线接错位置,否则可能造成触电或者火灾。
*必须在操作说明书中指明的环境条件下使用,否则会引起误操作。
*不要在控制盘盖打开的状态下操作机器,否则可能会触电。
*所有可选项都必须是SUNEAST列明的,任何其他选项都可能导致事故发生。
*请选择能够承受机器重量的地方,根据说明书进行安装,不然可能造成坍塌等危险。
*接线作业应该由专业电工进行,不然可能造成触电或者火灾。
*请务必安装完本体之后再进行接线,不然可能造成触电或者火灾。
*在主电源端子,地线端子,控制电路端子上接线或拆掉其上电线时,请务必切断电源(OFF),不然可能造成触电或者火灾。
*拧紧端子板上的螺丝,否则可能引起火灾或机器不正常。
*确认产品的额定电压与交流电源电压一致,不然可能造成受伤或者火灾。
*请务必将接地端子安全接地,不然可能造成触电或火灾。
命令警告禁止命令*波峰焊结构不防水,禁止在室外使用或放置。
*请将机器安装牢固,以免因安装的原因造成人身伤亡事故。
*请避开阳光直射的地方。
*请安装在无腐蚀性气体的地方。
*请置于无振动处,勿在共振点连续使用。
*地震发生后,必须对机器进行全面检查,确认无误后才可以重新开启机器,否则可能造成人身伤亡或火灾。
有关操作危险*禁止用湿手操作开关或用湿布擦电气元器件,不然可能造成触电。
禁止命令*系统可以设置自动开机功能,机器在电源未切断时,即使处于停止状态,也不要碰控制盘接线端子或外部元件连接处,或者检查维修,不然可能造成触电。
*作业者必须确认自己周围安全以后再打开或者切断电源,不然可能造成受伤。
警告*焊锡的融化温度较高,在观察焊锡为固态时也不可以用手直接接触焊锡表面。
禁止命令否则可能造成烫伤。
*如果预先设置了自动开机时间,请保证锡炉里有足够的焊锡,并且锡炉液位检测开关是可靠的,否则可能导致火灾或焊锡槽损坏。
*用户应确保本机仅被熟知基本职业安全和预防知识,且接受过本机操作培训的人员操作有关维护保养危险*禁止专业人员以外的人员对波峰焊进行保养和检查,否则可能导致设备损坏禁止或操作者受伤。
*请切断电源(OFF)后进行检查,不然可能造成触电。
*切断电源一段时间内,内部某些电气元件仍处于高压状态(如变频器,UPS,直流电源,驱动器等),在对这些元件内部进行检查时请确保断电已经超过5分钟。
不然可能造成触电。
命令*维护保养时应拿下金属物品(手表,戒指,手镯等),否则可能造成触电。
*对工具采取绝缘对策,然后进行维护保养,否则可能造成触电或者受伤。
警告*禁止对波峰焊控制系统进行改造,否则可能导致触电,受伤或者火灾。
*禁止对结构进行改造,需要改造时请联系供应商。
*禁止对软件系统进行删除或部分删除,否则会导致机器无法正常工作。
禁止*观察机器各部分的操作范围,不注意这些范围可能引起人身伤害。
*每天检查一次,及时发现有隐患的问题。
命令有关故障排除禁止*在定期安全检查中能依照相关安全条例工作的合格工作人员才能维护机器。
危险*禁止通过改造控制线路来排除故障,否则可能导致触电,火灾,财产损失。
*波峰焊不可以带故障运行,故障发生后一定要先查清故障原因,排除故障后才可再次投入运行。
命令警告禁止命令*禁止波峰焊带故障运行,否则可能损坏设备。
*变频器,UPS,驱动器等元器件内含有高压器件,在判断该部件损坏时应联系供应商处理,不要拆卸该部件,否则可能造成触电。
*定期检查保护功能的可靠性。
其他危险*洗爪系统中洗爪液不能有泄露,切记不能将洗爪液漏到高温区,否则可能引起火灾禁止*不得对机器结构进行改造。
*如设备运行过程中,发生助焊剂着火现象,应立即切断电源后方能灭火*焊接PCB板时,在锡炉中残留的助焊剂固化物应及时清除以免着火*锡炉中如用防氧化油时,防氧化油的燃点一定要大于锡炉的最高工作温度*设备使用挥发性、可燃烧溶剂时,要等到溶剂完全挥发、无气味时方能开动设备。
命令警告禁止命令*对机器上标识的警告标识,不得私自张贴或撕毁。
*当长时间不使用机器时,务必切断总电源,否则有发生错误操作和触电危险。
*本说明书的正文所刊登的所有图解,为了细节说明,有些描写是将外壳、安全盖或遮挡物卸掉后的状况,在实际运行时,请按照设备实际情况把这些安全盖复原,否则可能造成触电或人身伤害。
*如果你要报废波峰焊,请找废弃品处理专家为你解决,若你自己来报废,可能导致环境污染并且违反废弃品处理和清理法。
目录用户手册信息 (1)安全注意事项 (2)第一章:前言 (10)1.1:开箱检查 (10)1.2:产品命名规则 (10)1.3:产品各部分名称及功能 (11)1.4:应用注意事项 (11)第二章:概述 (13)2.1:波峰焊工业术语 (13)2.2:机器基本参数 (13)2.3:规格参数 (14)2.4:性能特点 (14)第三章:安装 (15)3.1:安装准备 (15)3.2:安装 (15)3.2.1:拆卸 (15)3.2.2:配线警告 (15)3.2.3:接线端描述 (16)3.2.4:标准配线 (16)3.2.5:分步骤分顺序进行安装 (16)3.2.6:最后彻底清洁机器 (16)3.3:调校 (16)3.4:恢复机器参数的出厂设置 (17)3.5:使用前的准备 (17)3.6:在线测试机器性能 (17)第四章:操作规程 (18)4.1:设备各部分运行原理 (18)4.2:系统软件基本操作 (18)4.3:使用前调整 (23)第五章:维护保养 (25)5.1:检查规则 (25)5.2:定期检查 (26)5.3:元器件更换步骤 (37)5.4:特殊维修说明 (40)第六章:故障排除 (41)故障分析及排除方法............................................................................... ..... ..41 第七章:附录. (44)A:常见焊接问题解决方案 (44)第一章:前言1.1:开箱检查开箱后,依次确认箱内物品与配件等内容是否齐全,如有问题,请与我公司联系。
1:按照装箱清单清点本体结构2:按照工具清单清点随机备件及工具3:用户手册1套1.2:产品命名规则PEAK 产品系列号CN 产品系列号FM 产品系列号1.3:产品各部分名称及功能功能简介:基板通过接驳部分进入运输部分。