进口摩根型高速线材预精轧机和精轧机设备国产化实践
- 格式:doc
- 大小:26.50 KB
- 文档页数:7
各国摩根型45°无扭高速线材轧机概况
陈明光
【期刊名称】《金属材料与冶金工程》
【年(卷),期】1986(0)1
【摘要】根据美国摩根制造公司(Morgan Construction Company)和西德施劳曼西马克股份公司(Schloemann Siemag Antiengeseilschaft)提供的资料,据不完全统计,目前各国高速线材轧机已超过260台(套)。
轧机种类有摩根型(Morgan)、德马克型(Demag)、阿希洛型(Ashlow)、克虏伯型(Krupp)、丹尼利型(Danieli)、摩格尔霞玛型(Morgardsham-mar)、考克斯型(Kocks)、萨克型(Sack)、波米尼-法列尔型(Pomini-Farrel)和台尔曼型(Thermann)等。
这些类型轧机中,摩根型45°高速无扭线材轧机居首位。
【总页数】5页(P52-56)
【关键词】高速线材轧机;西马克;施劳;西德;德国;股份公司;美国;宾夕法尼亚州;比利时;上表;法兰西共和国;法国;大不列颠及北爱尔兰联合王国;英国;根型
【作者】陈明光
【作者单位】湖南省冶金工业厅
【正文语种】中文
【中图分类】F4
【相关文献】
1.摩根型无扭高速线材连轧机油膜轴承油性能及应用 [J], 常莉
2.用45°无扭高速线材轧机改造进口精轧机组 [J], 夏祥生;吴长寿
3.摩根45°侧交无扭轧机锥箱轴承失效的分析与研究 [J], 张一檬
因版权原因,仅展示原文概要,查看原文内容请购买。
高速线材轧机工艺要求及应用摘要:现在我国的新型工业正在进行快速化的发展,发展最快的就是钢铁材料的工业。
线材是钢铁轧制的重要之一,高速线材的生产工艺技术就是非常重要的一项发展内容。
本文所介绍的高速线材精轧机组采用了摩根第五代10机架布置形式;该线的工艺特点和轧制速度轧辊辊缝的设定、调整原则,成品精度目前已达到国标C级精度要求。
关键词:高速线材;轧机工艺;应用1、绪论高速线材生产线其预精轧机、精轧机、夹送辊和吐丝机等关键设备是从摩根公司引进的,电控系统编程由北京钢铁设计总院完成,轧机电控系统的硬件是从西门子公司已引进的。
设计年产量为63万吨,坯料为150mm×150mm×12000mm连铸方坯。
产品大纲为:¢5.5~¢20.0mm光面盘条和¢6.0~¢16.0mm带肋钢筋盘条。
生产钢种为碳素结构钢、优质碳素结构钢、合金结构钢、冷墩钢、弹簧钢、焊条钢和建筑用钢。
2、工艺特点2.1工艺设计特点:高速线材轧机由全连续无扭28架轧机组成,其中粗中轧区共有12架闭口轧机,直流电机单独传动,平立交替布置,轧机组成为:¢550mm×4+¢450mm×5+¢350mm×3;预精轧机组为2架¢350mm闭口轧机和4架¢285悬臂式轧机组成,直流电机单独传动;精轧机由5架¢230轧机和5架¢160mm轧机组成,由一台交流电机通过一台增速箱驱动。
2.2孔型系统特点:1)粗中轧1~12架采用了平箱——立箱——椭圆——圆孔型系统。
以¢6.5为例,平均延伸率为1.3028,具有以下特点:a、第1道次采用了平箱孔型延伸率数较小,压下量小,便于钢坯的咬入;第2道次采用立箱过渡孔型,延伸率数较小。
b、第3~第10道次采用了较小的延伸系数,使轧件获得最大的延伸效果;第3道采用平椭孔,进入下道次圆孔较单弧椭圆孔稳定性好。
c、第11~12道次采用了相对较小的延伸系数,以满足摩根公司提供的断面精度要求,摩根公司要求第14架轧机出口四个断面520mm2、580mm2、616mm2和690mm2各断面的偏差不大于±1.25﹪,经采用520mm2(¢5.5系列)和690mm2(¢6.5系列)轧制,取样结果证明完全可以满足此要求。
摘要凭据设计要求拟建一个优碳年产80万吨的高速线材生产车间。
它的最高轧制速度为110m/s,产物规格为φ5.5~φ12mm,盘卷单重约2吨。
连铸坯在步进梁式加热炉中使用煤气加热,侧进侧出,加热能力为75t/h。
加热炉由微机控制,出炉温度为900℃~1050℃。
该套轧机采取全连轧无扭工艺,连铸坯为150×150mm,长约为12m,单重约为2.3t的方坯。
在13架平立-瓜代摆设的粗轧机和中轧机之后,摆设了2架预精轧机,13架精轧机。
轧后冷却通过水冷箱和一套斯太尔摩冷却运输线(120m)来完成。
该套斯太尔摩冷却运输系统采取延迟型冷却装置,可对制品轧材的最终性能控制如抗拉强度及产物的金相组织和氧化铁皮厚度进行最终控制。
盘算机系统用于控轧和控冷,无张力轧制,最佳剪切尺寸控制和缺陷检测。
要害词:高速线材;生产方案;孔型设计;校核目录第一章绪论 (1)第二章车间产物大纲和金属平衡表....................................... 错误!未定义书签。
2.1车间产物大纲............................ 错误!未定义书签。
产物方案表........................................................ 错误!未定义书签。
产物交货的技能条件................................................ 错误!未定义书签。
产物的性能........................................................ 错误!未定义书签。
产物国内国际销售应切合以下标准.................................... 错误!未定义书签。
2.2原料及其质量要求........................ 错误!未定义书签。
原料规格.......................................................... 错误!未定义书签。
高线无扭线材精轧机组(BGV)精密维修实践摘要宝钢集团八钢股份有限责任公司棒线轧钢厂高线机组,高速无扭线材精轧机组维修实践进行了总结,对装配技术要点进行了论述,阐述了螺旋锥齿轮、油膜轴承、锥箱、辊箱、圆柱斜齿轮、轴向密封及轧辊装配的技术要求,对精轧机维修工作具有指导作用。
关键词高速线材;精轧机;装配调整中图分类号TG335 文献标识码 A 文章编号1673-9671-(2012)071-0158-011 概述宝钢集团八钢股份有限责任公司棒线轧钢厂高线机组建成于2000年,设计产量40万吨,2003年顺利达产,现年产量达到72万t。
其主线设备采用意大利达涅利公司研制的侧交45°无扭高速轧机(BGV)及减定径机(TMB)8+4机组,现成品线速度为115 m/s。
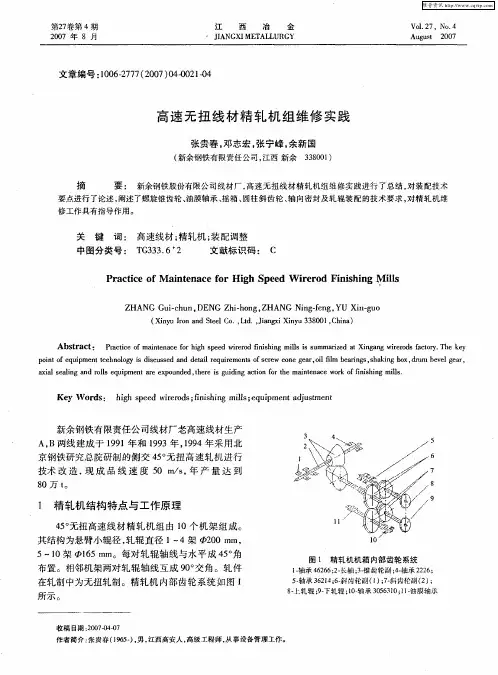
2 精轧机结构特点与工作原理45°无扭高速线材精轧机组由8个机架组成。
其结构为悬臂小辊径,轧辊直径1~4架Φ200mm,5~8架Φ165 mm。
每对轧辊轴线与水平成45°角布置。
相邻机架两对轧辊轴线互成90°交角,轧件在轧制中为无扭轧制。
3 锥齿轮的装配调整纵轴锥齿轮靠增减两端轴承端盖的垫片来调节它的位置,使螺旋锥齿轮副的齿侧间隙满足以保证齿侧间隙0.12 mm~0.22 mm,齿接触面积高度方向和长度方向均不少于70%。
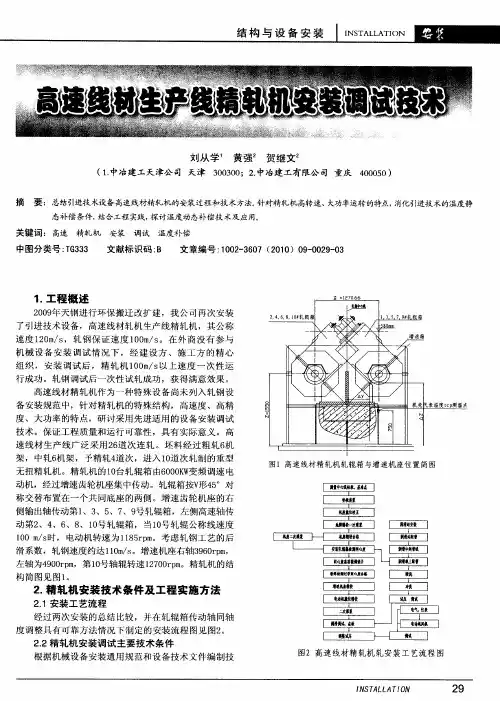
这里要注意在装配时,一般通过研磨图一中7222轴承间的隔圈,让装有纵轴锥齿轮的纵轴朝锥齿轮小头方向(与轧制方向相同)留有0.108 mm~0.132 mm的间隙量,以减缓轧制咬钢时的瞬时冲击力。
4 油膜轴承及滚动轴承的安装4.1 油膜轴承安装①转轴和轧辊齿轮轴主要的径向力在动压油膜轴承上,其轴向力由滚动轴承支承。
在压力作用下,油膜轴承可能发生折皱现象,还可能在轴承外表面和偏心套内孔之间发生粘连,为了减少这种现象的发生,在装配前可通过加热偏心套、冷冻油膜轴承来减少过盈量。
安装油膜轴承时应用特殊的安装工具将偏心套加热120℃,同时将轴瓦置于干冰或液态氮中冷却至-80℃。
高速线材轧制工艺提升与优化高速线材轧制工艺是钢铁生产中关键的生产环节之一。
随着市场对高强度、高韧性钢材的需求增长,高速线材轧制工艺的提升与优化显得尤为重要。
本文将从四个方面介绍高速线材轧制工艺的提升与优化,包括轧制设备改造、轧制参数控制、轧制质量保障和轧制自动化控制。
一、轧制设备改造目前,国内的高速线材轧制生产线大多数具有三种轧制方式:单通道轧制、双通道平行轧制和双通道串联轧制。
其中,双通道串联轧制方式可以有效提高生产效率和产品品质,但要求设备结构更加复杂,生产线长度更长,工艺控制难度更大。
对于现有的生产线,采用优化的轧制设备结构和加强设备维护保养可以提高设备使用寿命和生产效率。
同时,引进国外先进的轧制机组和自动成形设备,可以实现线材轧制的全自动化控制,提高轧制效率和轧制质量。
二、轧制参数控制在轧制工艺中,轧制机运转参数对线材产品的。
质量和生产效率具有重要影响。
针对高强度钢材的生产,需要合理调节轧制机运转参数,包括轧制力、轧制速度和轧制温度等。
提高轧制力可以促进晶粒细化和组织均匀化,同时也会增加轧制设备的负荷,需要考虑设备的承载能力。
增加轧制速度可以提高生产效率,但也会对产品质量产生影响,需要控制在合理范围内。
控制轧制温度可以防止结晶变形和退火软化,提高产品硬度和强度。
三、轧制质量保障高速线材轧制产生的线材产品具有高要求的机械性能和表面质量。
针对高强度钢材的生产,应该注重轧制质量控制,包括表面质量、尺寸精度和力学性能等指标的控制。
在生产过程中,需要进行基础效益测试,包括钢材力学性能测试和表面质量测试。
如果发现轧制过程中存在问题,需要及时处理。
同时,还需要加强生产过程中的工艺管理和质量监控能力,有效提高生产线的生产效率和产品品质。
四、轧制自动化控制随着信息技术和自动化技术的不断发展,高速线材轧制的自动化控制也得到了快速提升。
自动化控制需要将生产过程中的所有环节都过程监测和记录下来,从而实现全程自动化控制。
高速无扭轧机产线材(盘条)的技术改进与创新实践随着现代工业技术的不断进步与发展,高速无扭轧机在钢铁行业中的应用越来越广泛,尤其是在产线材(盘条)的生产过程中起到了重要的作用。
然而,随着市场对品质和效率的要求不断提高,传统的高速无扭轧机在面对一些生产难题时也显得有些力不从心。
因此,进行技术改进与创新实践,进一步提升高速无扭轧机产线材的品质和效率,成为了迫切需要解决的问题。
在技术改进与创新实践中,首先需要关注的是轧机的结构和设计。
高速无扭轧机的结构直接影响着其性能和生产效率。
传统的轧机结构存在着辊系数量有限、工作辊径小、轧辊高线速度受限等问题,这些问题将直接影响到产线材的质量和生产效率。
因此,通过改进轧机结构设计,提高轧机的工作辊径、增加辊系数量、优化辊系布局,可以有效提高高速无扭轧机的工作效率和产品质量。
其次,技术创新实践中需要关注的是轧制工艺参数的优化和控制。
高速无扭轧机的轧制工艺参数直接影响着产品的质量和性能。
通过对轧制工艺参数的研究和分析,可以找到合适的参数组合,从而实现更加精确的控制和调节。
例如,能够合理设置入口温度、轧制速度、轧制力等参数,并进行实时监测和调整,可有效降低轧机的能耗,同时保证产品的质量和尺寸精度。
此外,在技术改进与创新实践中,还需要关注辅助设备和自动化控制系统的应用。
通过引入先进的辅助设备和自动化控制系统,可以实现对高速无扭轧机产线的全面监控和控制。
例如,可以使用温度传感器和厚度传感器等设备,实现对轧机的实时监测和数据收集。
同时,通过将自动控制系统与企业的生产管理系统进行集成,可以实现产线材的全生命周期数据追溯和远程操控,提高生产的透明度和可追溯性。
除了以上技术改进与创新实践,还可以在高速无扭轧机产线材的生产过程中引入新材料和新工艺。
例如,在轧制材料的选择上,可以采用高强度、高韧性的合金材料,以提高产品的力学性能和使用寿命。
同时,在表面处理工艺上,可以采用先进的涂层技术,增加产品的防腐性能和耐磨性。
美国摩根公司高速线材轧机操作与维护手册酒钢集团榆中钢铁有限责任公司二〇〇五年一月目录1.预精轧操作规程---------------------------------------------1-52.减定径机操作与维护规程---------------------------------6-29一减径机操作规程--------------------------------------6-12二定径机维护规程-------------------------------------13-293.碎断剪操作与维护规程-----------------------------------29-234.切头分断剪操作与维护规程-----------------------------33-385.转辙器操作与维护规程-----------------------------------38-426.精轧机前水箱和导槽操作与维护规程-----------------43-457.精轧机操作与维护规程(缺)--------------------------8.斯太尔摩控冷辊道操作与维护规程--------------------46-489.集卷筒操作与维护规程-----------------------------------49-5110.吐丝机操作与维护规程---------------------------------52-5411.集卷板操作与维护规程---------------------------------55-5812.双臂芯轴操作与维护规程------------------------------58-5913.运卷小车操作与维护规程------------------------------60-6314.夹送辊操作与维护规程---------------------------------63-651.预精轧机操作说明目录手册的目的--------------------------------------------------------------------------------------------2安全规程-----------------------------------------------------------------------------------------------3介绍-----------------------------------------------------------------------------------------------------4系统及部件--------------------------------------------------------------------------------------------4安全罩保护装置------------------------------------------------------------------------4轧机和轧辊------------------------------------------------------------------------------4导卫---------------------------------------------------------------------------------------4堆钢检测系统---------------------------------------------------------------------------5轧辊冷却水系统------------------------------------------------------------------------5连锁装置---------------------------------------------------------------------------------5轧辊辊缝传感器------------------------------------------------------------------------5热电偶------------------------------------------------------------------------------------6标准操作-----------------------------------------------------------------------------------------------6辊环拆与安装------------------------------------------------------------------------------6辊环准备间责任-------------------------------------------------------------------------6液压安装及拆卸工具-------------------------------------------------------------------6 清洁----------------------------------------------------------------------------------------6使用垫环----------------------------------------------------------------------------------7辊缝的正确性---------------------------------------------------------------------------8辊缝标定和调整-------------------------------------------------------------------------9监视-----------------------------------------------------------------------------------------91、预精轧机操作说明手册的目的以下所描述的规程旨在建立起关于预精轧机(PFM)的操作,装配和调整的标准化原则。
我国高速线材轧机的国产化王玉文On Domestic Localization of High Speed Rod & Wire MillWang Yuwen(Chongqing Iron & Steel Designing Institute, Chongqing 400013)1978年以前,我国高速线材轧机在轧钢生产中还处于空白。
从1987 年起,马钢、首钢、酒钢等企业先后引进了各种类型高速线材轧机。
从那时起,冶金部和机械部联合组织力量对高速线材设备进行了攻关。
通过广大科技人员的努力,目前已达到了全线整体设计、整机制造的目标,并批量出口菲律宾、尼日利亚、马来西亚等国家。
10 多年间,高速线材轧机设备制造在我国不仅实现了“零” 的突破,而且出现了从整套设备引进到整套设备出口的转机。
1 国内高速线材轧机现状我国共有各种线材轧机800多套,其中高速线材轧机只有25 套,约占线材轧机总数18.5%,但高速线材产品产量达870万t,占全国线材总产量1 650万t 的52.7%。
其他线材轧机多为复二重和横列式轧机,设备陈旧,工艺落后,盘重小,规格单一,尺寸精度差,表面质量和冶金性能差,技术装备水平低,能耗和各种单耗指标高,已无法满足市场对线材产品质量日益严格的要求和深加工的需要,经济效益较差。
因此,无论从产品的质量、品种上要求,还是为节能降耗提高经济效益,横列式和复二重式线材轧机必将被高速线材轧机和半连续轧机取代。
2 高速线材轧机设备国产化的可能性和必要性1985年以后,我国先后从国外引进高速线材轧机二手和成套设备16套,其中成品线材①5.5 mmr 8.0 mn规格轧制速度达105 m/s以上的高水平轧机6套。
在引进的成套高速线材轧机设备中,绝大部分采取了国外技术总负责、联合设计、合作制造方式。
有的设备制造分交率达87%,一般都在80%左右。
太原矿山机器厂(太矿) 、陕西压延机器厂、西安航空发动机公司、大连重型机器厂、洛阳矿山机器厂等都较好承担过国内制造高线设备任务。
进口摩根型高速线材预精轧机和精轧机设备国产化实践成西平(广州市广园机械设备有限公司)摘要国内高速线材的发展,引进了一批进口高速线材轧机,分析研究了摩根型高速线材预精轧机组和精轧机组的设备结构特点,抓住关键部件,制订了国产化的技术方案,实现了预精轧机组的传动箱、辊箱的开发成功和精轧机辊箱和锥箱的开发成功,开拓了市场,满足了高线厂家的生产急需。
关键词进口摩根型预精轧机精轧机设备国产化0、前言摩根型高速线材轧机已发展到第五、第六代,设计速度高达140m/s,其预精轧机组、精轧机组是当今世界高速线材轧机设备中最先进的设备之一,运行稳定可靠,轧制的线材质量好。
因此,国内引进的高速线材轧机的厂家中很多都选用摩根型高速线材预精轧机组、精轧机组。
广园机械设备有限公司(原广园科技有限公司)在前几年正确分析高速线材轧机备件市场,果断决策开展达涅利型高速线材轧机备件和辊箱国产化的同时,于2004年3月开始对进口的摩根型五代预精轧机和精轧机辊箱从零部件的转化、研制,进行国产化设计开发,于2005年10月份生产出合格的产品,分别送给包钢、韶钢的高速线材厂上机试用,均一次上线试用成功,并运行良好,获得了钢厂的好评。
在预精轧机、精轧机零部件成功的基础上,总结达涅利机型精轧辊箱开发成功经验,广园公司组织了对预精轧机、精轧机整体辊箱的技术开发攻关,抓住关键零部件,即辊箱箱体、螺旋伞齿轮、偏心套、轧辊轴、面板、油膜轴承等技术开发,组织力量进行技术攻关,从而获得了成功二在2005年10月零部件上机试用成功的基础上,2005年末,10”预精轧辊箱在包钢进口摩根五代预精轧机上试用又获成功,2006年7月广园公司开发的预精轧锥箱(传动箱)和辊箱一起同时在韶钢高速线材厂预精轧机上试用成功。
6”、8”精轧机辊箱研发也获得了成功,广园公司研制的摩根型五代预精轧机辊箱、传动箱和精轧机6”、8”辊箱已准备批量投入国内高速线材轧机备件市场。
在满足高速线材厂家需求的同时,也促进了广园公司技术的发展和经济效益的提高。
1、摩根型五代预精轧机、精轧机辊箱的结构特点和技术性能要求1.1摩根型五代预精轧机的结构特点高速线材生产线随着轧制速度的不断提高和用户对线材成品尺寸精度和质量要求的不断提高,从上个世纪的七十年代开始,在精轧机前设置了4~6架预精轧机。
预精轧机的出现,在工艺线上增加了活套的数量,从而使进入精轧机的轧件尺寸精度和质量都得到了很大的提高,这样就保证了精轧机出口产品的尺寸高精度(≤±O.08n姗)和高质量,满足用户的需求。
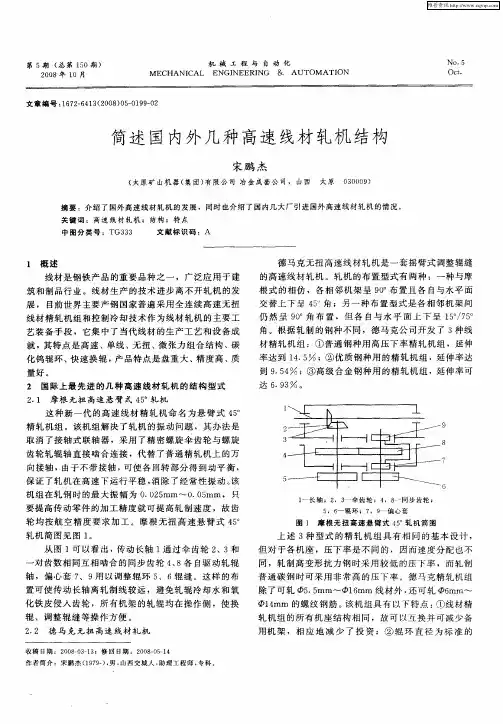
摩根型五代预精轧机的结构型式有平一立交替布置的,也有V型布置的,国内高速线材厂家大多采用平一立交替布置型结构,由辊箱与水平、立式传动箱组成,称为无扭无张力悬臂辊式预精轧机。
摩根型五代预精轧机 ’具显著的结构特点:(1)悬臂辊环式结构。
辊环通过锥套与轧辊轴的上端连接。
(2)辊箱为插入式结构,机架由辊箱和齿轮箱组成。
辊箱由箱体和面板组成。
面板与齿轮箱连165接,箱体内装有偏心套机构,用来调整辊缝。
(3)辊缝调整机构是由一根带左右丝扣的丝杆和螺母组成。
旋转丝杆使两组偏心套相对旋转,从而使两根轧辊轴相对轧制中心线作对称移动实现辊缝调节,保持原有轧制中心线和导卫的位置不变。
(4)水平机架的齿轮箱内由输入轴和同步齿轮轴组成,立式机架的齿轮箱传动系统比水平多了一对螺旋伞齿轮,用来改变传动方向和调速比,其余部分与水平机架相同。
,(5)机架间设置活套,活套为立式活套,焊接结构,活套由活套扫描器进行套量的调节控制,实现无张力轧制。
1.2摩根型五代预精轧机辊箱的技术性能要求根据工艺线对预精轧机的要求。
要求预精轧辊箱必须具备的技术性能是:(1)抗冲击负荷。
高速线材生产线中的预精轧机组位于中轧和精轧机组中间,出口架速度一般在10~25m/s,中轧来的轧件截面较大,这样大的线速度,势必造成较大的冲击负荷。
要求预精轧机辊箱必须能抗冲击负荷。
(2)传动平稳。
在生产中,预精轧机组要求传动很平稳,无振动和噪声,保证供精轧机半成品轧件尺寸精度均匀稳定。
(3)制造要求高精度。
要求辊箱能抗冲击负荷和传动的平稳,必须要求零部件制造高精度,质量的高水平,安装调试的高水平。
要保证辊箱的技术性能要求,满足工艺、设备的需要,完全要取决于制造和安装调试的精度。
1.3摩根型五代精轧机辊箱的结构特点摩根型高速线材轧机在全世界的高速线材领域一直占着主导地位,是因为摩根公司在高速线材的工艺和装备技术上持续不断地改进和提高,使摩根型高速材轧机已发展到第五代,并且又在研制第六代摩根型高速线材轧机。
国内引进的和国产的摩根型高速线材轧机第五代水平的占多数。
广园公司分析研究认为摩根型五代高速线材精轧机辊箱具有其显著的结构特点:(1)抗挠曲变?蔚慕峁股杓啤DΩ臀宕跸涞慕峁股杓疲攵孕墼谠剖笔芰Ψ⑸忧湫蔚氖导剩谠踔嵘辖哟ビ湍ぶ岢辛酱Σ捎米睹娼峁梗纾浮惫踔嵩冢?165册油膜轴承接触面采用锥度为O。
4’18”,在①lOlmm油膜轴承接触面采用的锥度为O。
2’8.92”。
这样的结构设计提高-J’车L辊轴在轧制受力时抗挠变形的能力,也就提高了辊箱的承载能力。
(2)辊箱采用插入式结构。
摩根型五代、六代精轧机组由于全部改为V型布置,为了拆卸方便,将原来的钟罩式辊箱结构改为面板和插入式辊箱结构,与其预精轧机辊箱一样(见图4)。
不仅拆卸方便,而且所需的流体如油、水、气等均通过面板上的钻孔进入各自位置,减少了轧辊周围的配管,便于事故的处理。
并且为进一步改进锥齿箱的结构设计创造了条件。
(3)改进轧辊轴颈的密封结构。
摩根型五、六代精轧辊箱在辊轴轴颈的密封处加一偏心板,使密封圈的中心始终与轧辊轴的中心重合,这样有利减少密封圈的磨损。
摩根型五代精轧机辊箱的技术性能要求1.4高速线材精轧机辊箱的技术性能要求是:(1)高速。
摩根型高速线材精轧机组的设计速度已高达140m/s,轧制保证速度达120M/s(指轧制①5.5m线材时末架轧辊的线速度。
)辊箱必须满足这一高速的技术要求。
(2)重载。
高速线材精轧机组由于轧制速度高,金属在轧制过程中的变形速度快,要求轧机必166须能承受高负荷。
同时,由于近几年工艺制度的改变,末架出口线材的直径不断地增加,现在已增大到09.5衄,这样又带来了轧机负荷的增加。
摩根五代精轧机超重型机组8”辊箱的负荷已达到285KN,6”箱箱达到了160KN。
因此,与精轧机组配套的主电机功率均在6000KW左右,有的甚至高达6800KW.(3)高精度。
由于高速、重载对精轧机的整体结构要求制造和安装联接的精度必须高,传动平稳,无振动,无噪音。
这就要求精轧机辊箱零部件的加工、组装精度必须高,同时要保证与传动锥箱安装结合的精度达到技术要求.2、总结经验,抓住关键,分类攻关突破广园公司在总结达涅利型高速线材精轧机6”、8”辊箱国产化开发成功的基础上,组织力量开展对进口摩根型五代预精轧机、精轧机备件和辊箱的国产化攻关,进展比较顺利。
摩根型五代高速线材轧机的预精轧机和精轧机主要由传动箱和辊箱组成,其关键的零部件是传动箱的箱体和格里森螺旋伞齿轮,辊箱的箱体、面板、偏心套、轧辊轴、8字板、油膜轴承等关键零部件组成。
我公司由于有了开发达涅利型高速线材精轧机6”、8”成功经验,于是组织工程技术人员分析、研究摩根型五代预精轧机、精轧机的结构特点,关键零部件的加工工艺,然后进行了分类,组成了偏心套、传动箱和辊箱的箱体和面板、格里森螺旋伞齿轮和轧辊三个攻关小组,开展了摩根型5代高速线材预精轧机、精轧机零部件和辊箱的国产化攻关。
2.1偏心套的设计研制偏心套的功能是悬臂式轧机用来调整辊环位置的轴承座装置,由前、中、后三件组成。
所谓偏心套是其内孔与外圆为不同心圆。
偏心距预精轧为18±0.Im,6Ⅳ、8”精轧机的偏心距分别为10±0.05咖、15±0.05m,偏心套加工要求的精度高,前、后端的内孔和外圆的同轴度要求控制在0.Olin以内。
在工作中要承受轧制的冲击负荷,和大的SL锖’J负荷。
技术攻关组通过对工况的分析和轧制力、承载力的计算,选择ZG35CrEo作为偏心套的加工材料,并按照前、中、后三件不要求各套互换为设计原则,制订加工工艺和设计工装、夹具及检具。
先后设计制造工装夹具、检具20多套。
其加工的工艺流程和使用的设备如下:铸造毛坯一退火一检验一粗车(C620)一粗铣(BI-400)一调质一半精车(C6180)一钳(划线)一精铣(BI一400)一钳(钻孔,用模具Z3050X16/1)一组合一精车(模具、C6180)一粗磨外圆(模具、MQl350B)一粗磨内孔(模具、H056)一数控镗(模具、TB6lllB)一数控铣(模具、Ⅺ诅5040A/C一精磨外圆(模具、MQl350B)一精磨内孔(模具、H056)一钳一检验。
在试制第一件偏心套时发现:磨内孔时,在机床上工件未从夹具中取出时测量,数据符合图纸要求,当工件从夹具中取出后,发现偏心套的前端发生椭圆变形,其变形量在0.05~O.08mm,不符合工艺的要求。
经分析,是磨内孔夹具的夹紧方式和装配间隙过小引起的。
通过对其夹紧结构的改进和装配间隙的调整,再加工出来的偏心套就完全符合图纸及工艺要求。
2.2传动箱、辊箱的箱体和面板的设计研制预精轧传动箱和辊箱的箱体广园公司均采用合金结构钢(16Mn)板焊接件,面板采用400r锻件。
箱体和面板的粗加工均为常规机械加工,使用普通机床即能达到工艺要求。
但是,精加工时,必须保证箱体和面板上偏心套的安装轧的同轴度、中心距,以及面板和传动箱连接销孔与偏心套的位置度,传动箱箱上格里森螺旋伞齿轮安装孔的垂直度及与辊箱箱体、面板连接销孔的加工等均为难题。
采用五轴联动加工中心进行加工,从而解决了箱体和面板加工的技术难题,保证了开发研制的顺利167进展。
2.3格里森螺旋伞齿轮和轧辊轴的设计研制格里森螺旋伞齿轮和轧辊轴均为硬齿面加工,在工作时有交变冲击负荷的作用,必须选择低碳合金结构钢作坯料,对材料的质量要求十分严格,不允许有d>2当量的杂质和气孔、裂纹的存在。
对齿面进行渗碳高频淬火处理,才能满足功能的需要.广园公司为了严把材料的质量关,直接与钢厂签订技术协议,要求电炉炼钢和炉外精炼,并严格控制钢质成份,批量购进原料,再委给锻造厂进行锻造加工。
格里森螺旋伞齿轮齿形公差要求相当高,目前,广园公司的生产设备无法满足该产品的加工要求,即使在国内也仅有几家大型航空企业才具备此加工能力.因此,对格里林螺旋伞齿轮的研制,采取由我公司生产的精坯经检验合格后,提出加工的技术要求,再委给中南传动机械厂(300厂)进行热处理和齿面等加工后返回我公司,由我们自己装配轴后做动平衡检测,使其达到动平衡精度等级的要求。
轧辊轴的加工难点主要在热处理和齿面的精加工。