焊接热源模型的研究进展
- 格式:pdf
- 大小:144.73 KB
- 文档页数:3
150AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺焊接热循环曲线测试技术的研究进展孔李毅 董文轩 杨钰莹 周汶燕 张伟陕西理工大学 材料科学与工程学院 陕西省汉中市 723000摘 要: 焊接热循环曲线的测定一直是研究焊接接头质量的主要途径,曲线本身的优劣性直接影响研究者对组织的进一步研究。
因此,本文结合了目前两种方法中较为突出的几种焊接热循环曲线测量手段,总结了几种焊接热循环测量手段的优缺点,并在此基础上对将来焊接热循环曲线测量发展方向进行了展望。
关键词:焊接热循环 HAZ 直接测量法 间接测量法1 引言焊接热循环包括以下四个特征参数:加热速度(ωH )、最高加热温度T max 在相变温度以上停留时间(t H )、冷却速度(ωC )和冷却时间(t 8/5、t 8/3、t 100)。
焊接热循环参数是分析HAZ 组织和性能的重要数据[1],及焊接工艺的开发、评价和优化[2]。
焊接热影响区的材料结构和性能受材料组成和焊接热循环的影响[3]。
利用这些信息,可以分析焊接冷却过程的相变机理和新材料的SH-CCT 图,创建并验证HAZ 热循环参数的计算模型。
因此,焊接热循环的测试、计算和分析具有十分重要的理论意义和实际价值。
目前,大多数实验室都采用焊接热模拟,将试样置于热模拟装置中,经历与焊接相同的热过程;而热电偶是焊接热循环现场测量中常用的测温元件。
本文综述直接测量法和间接测量法现有的可靠研究与其应用,并对其发展方向进行了总结与分析。
2 直接测量法直接测量法焊接热循环曲线是依靠热电偶测温方法实现,由于热电偶可以直接接触测量局部温度甚至测量“点”温度,这一点较热电阻有较大优势,所以热电偶一直是很好的测温元件。
[4]热电偶最先使用的是背打孔插入的方式,如黄錫鎬[5]利用温差热电偶测量近缝区焊接热循环曲线时,这种方式往往需要对焊板提前进行钻孔,工作量大、操作麻烦且对板材造成一定的浪费,而且热电偶置于内部无法观察其状态。
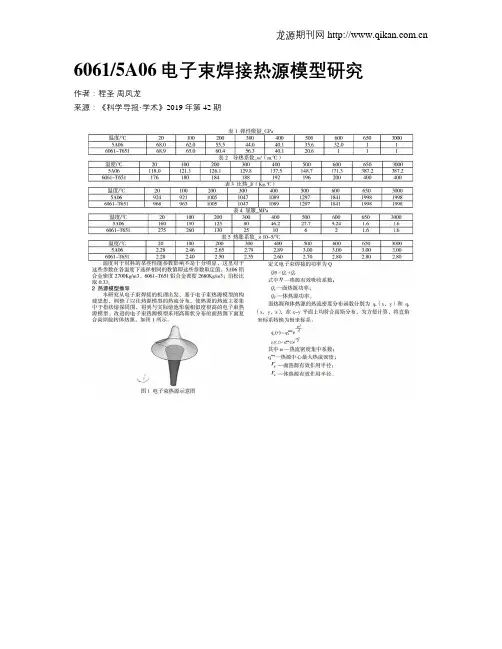
6061/5A06电子束焊接热源模型研究作者:程圣周凤龙来源:《科学导报·学术》2019年第42期摘要:主要基于有限元技术进行模拟分析,确定材料参数,推导出热源模型,高度还原了焊接过程中熔池形貌。
关键词:电子束焊接;热源模型;材料参数0 引言用数值模拟的方法来分析焊接过程关键在于获取精确的温度场,而热源模型是否选取适当,对瞬态焊接温度场的计算精度,特别是在靠近热源的位置,有很大的影响。
电子束焊接和激光焊接属于具有小孔穿透效应的高能束焊接方法,由于焊接过程中伴有匙孔效应,束流可以沿深度方向对工件进行加热,焊后形成深宽比较大的“钉头”焊缝,在数值模拟中大多采用体热源模型描述其焊接过程,已采用的热源有双椭球热源,高斯分布的柱状热源,以及高斯旋转体热源等。
与面热源相比,体热源考虑了深度方向上的热源分布,因此可以得到更为准确的模拟结果。
在焊接过程中,由于工件与高能束有一定的相对运动,使得小孔形状不再具有旋转对称性,而已有的体热源模型,除了双椭球热源模型外,其它的热源模型都是基于熔池前后对称求得的,都没有考虑熔池前后能量分布不均的问题,双椭球热源模型虽能体现出小孔的不对称现象,但是它不能够模拟深熔穿透效应[1-3]。
因此,建立一个基于高能束焊接深熔穿透及熔池的不对称等特点的热源模型对于该类焊接方法的准确数值模拟具有重要的理论与实际意义。
1 材料参数的确定由于焊接过程是一个高度非线性的热力耦合过程,材料参数对于计算结果有着重要的影响。
本研究所有材料包括6061-T651和5A06铝合金,而材料的参数尤其是材料参数随温度的变化关系对于焊接结构的焊接变形的影响尤为显著的,本研究在查阅相关文献的条件下,并结合一定的实验验证,获得了与数值模拟相关的热膨胀系数与温度的关系曲线、弹性模量与温度的关系曲线、屈服强度与温度的关系曲线、热传导系数与温度的关系曲线及比热与温度的关系曲线,见表1-5。
应该指出的是本研究把已有材料参数输入到有限元分析程序中来,对于没有数据的点采用线性插值的方法来获得,从而使得所有温度的材料参数均可获得,从而保证有限元计算的顺利进行。
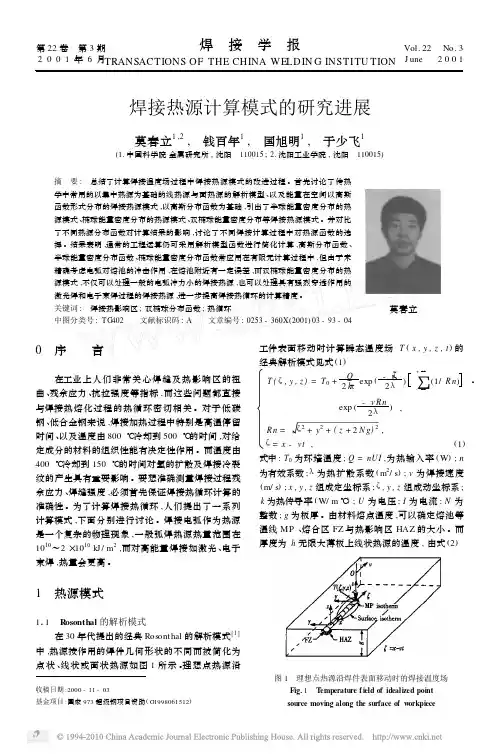
焊接热源计算模式的研究进展莫春立1,2, 钱百年1, 国旭明1, 于少飞1(1.中国科学院金属研究所,沈阳 110015;2.沈阳工业学院,沈阳 110015)摘 要: 总结了计算焊接温度场过程中焊接热源模式的改进过程。
首先讨论了传热学中常用的以集中热源为基础的线热源与面热源的解析模型、以及能量在空间以高斯函数形式分布的焊接热源模式,以高斯分布函数为基础,引出了半球能量密度分布的热源模式、椭球能量密度分布的热源模式、双椭球能量密度分布等焊接热源模式。
并对比了不同热源分布函数对计算结果的影响,讨论了不同焊接计算过程中对热源函数的选择。
结果表明,通常的工程运算仍可采用解析模型函数进行简化计算,高斯分布函数、半球能量密度分布函数、椭球能量密度分布函数常应用在有限元计算过程中,但由于未精确考虑电弧对熔池的冲击作用,在熔池附近有一定误差,而双椭球能量密度分布的热源模式,不仅可以处理一般的电弧冲力小的焊接热源,也可以处理具有强烈穿透作用的激光焊和电子束焊过程的焊接热源,进一步提高焊接热循环的计算精度。
关键词: 焊接热影响区;双椭球分布函数;热循环中图分类号:TG 402 文献标识码:A 文章编号:0253-360X (2001)03-93-04莫春立0 序 言在工业上人们非常关心焊缝及热影响区的扭曲、残余应力、抗拉强度等指标,而这些问题都直接与焊接热熔化过程的热循环密切相关。
对于低碳钢、低合金钢来说,焊接加热过程中特别是高温停留时间、以及温度由800℃冷却到500℃的时间,对给定成分的材料的组织性能有决定性作用。
而温度由400℃冷却到150℃的时间对氢的扩散及焊接冷裂纹的产生具有重要影响。
要想准确测量焊接过程残余应力、焊缝强度,必须首先保证焊接热循环计算的准确性。
为了计算焊接热循环,人们提出了一系列计算模式,下面分别进行讨论。
焊接电弧作为热源是一个复杂的物理现象,一般弧焊热源热量范围在1010~2×1010kJ /m 2,而对高能量焊接如激光、电子束焊,热量会更高。
焊接过程中的热力学特性研究焊接过程中的热力学特性研究是焊接研究领域的重要内容之一、焊接是一种热原理加工方法,通过加热和冷却的作用,将金属材料的零件焊接在一起。
在焊接过程中,材料受到的热量和热压力变化会对焊缝的形成和性能产生重要影响。
因此,了解焊接过程中的热力学特性对于解决焊接问题、提高焊接质量具有重要意义。
首先,热力学特性研究可以帮助确定最佳的焊接工艺参数。
例如,焊接时的热输入量、保护气体和钨极直径等参数都会对焊接质量产生影响。
通过研究热力学特性,可以确定最佳的焊接温度、加热时间和保护气体流量等参数,从而提高焊接质量和效率。
其次,热力学特性研究可以帮助理解焊接过程中的相变和组织演变规律。
焊接过程中,材料经历了加热、熔化、凝固和冷却等过程。
研究材料在这些过程中的相变行为和组织演变规律,可以揭示焊缝的形成机制和焊接接头的性能变化规律。
这对于优化焊接工艺、控制焊接残余应力和提高焊接接头的力学性能非常重要。
另外,热力学特性研究可以帮助解决焊接过程中的缺陷问题。
焊接过程中会产生一些常见的焊接缺陷,如气孔、夹杂物、表面裂纹等。
这些缺陷的形成与焊接过程中的热力学特性密切相关。
研究热力学特性可以帮助我们理解缺陷的形成机制,进一步优化焊接工艺,减少缺陷的发生。
最后,热力学特性研究还对焊接过程中的热应力和残余应力的分析具有重要意义。
焊接过程中,材料经历了从高温到低温的冷却过程,产生了温度梯度和应力梯度。
这些梯度会导致焊接接头产生热应力和残余应力,影响焊接接头的力学性能和使用寿命。
研究焊接过程中的热力学特性有助于分析热应力和残余应力的变化规律,进而采取相应的措施进行应力控制和缓解。
总之,热力学特性研究对于理解焊接过程、改进焊接工艺、提高焊接质量具有重要意义。
通过研究焊接过程中的热力学特性,可以确定最佳的焊接工艺参数,揭示焊缝的形成机制和性能变化规律,解决焊接过程中的缺陷问题,分析热应力和残余应力的变化规律,从而提高焊接接头的力学性能和使用寿命。
2019年第9期激光深熔焊接热过程数值模拟的研究进展冯燕柱①高向东①张艳喜①张南峰①全方红②(①广东工业大学广东省焊接工程技术研究中心,广东广州510006;②广东锻压机床厂有限公司,广东佛山528300 )摘 要:激光深熔焊接过程涉及极其复杂的物理化学反应,数值模拟是研究激光深熔焊接过程的温度场、焊件应力与变形、熔池、匙孔演变与反冲压力等问题的基础,而热过程处理是激光深熔焊接数值模拟的关键点。
总结和分析了体热源模型、复合热源模型和自适应热源模型的发展情况,论述了材料热物 理性能参数在数值模拟中的使用情况,讨论了激光深熔焊接数值模拟中一些关键问题如边界条件,并指出了激光深熔焊接热过程数值模拟需要进一步研究的方向。
关键词:激光深熔焊接;热过程;数值模拟;热源模型中图分类号:TG40文献标识码:ADOI : 10.19287/j ・ cnki. 1005-2402.2019.09.005Research status in numerical simulation of thermal process in laser deep penetration weldingFENG Yanzhu ①,GAO Xiangdong®, ZHANG Yanxi ①,ZAHNG Nanfeng®, QUAN Fanghong®(①Guangdong Provincial Welding Engineering Technology Research Center , Guangdong University of Technology ,Guangzhou 510006, CHN ;②Guangdong Forging Machine Tool Factory, Foshan 528300, CHN)Abstract : The process of laser deep penetration welding involves extremely complex physical chemical reactions.Numerical simulation is the basis of studying the temperature field, stress and deformation of welding piece , melting pool , evolution of keyhole and recoil pressure , etc. Thermal process processing is the keypoint in numerical simulation of laser deep penetration welding. The development of bulk heat sourcemodel , composite heat source model and adaptive heat source model are summarized and analyzed ・ Theapplication of material thermal physical performance parameters in numerical simulation is discussed ・ Some key problems such as boundary conditions in numerical simulation of laser deep fusion welding are discussed , and the directions of farther research on the numerical simulation of laser deep penetrationwelding process are highlighted.Keywords : laser deep penetration welding ; thermal process ; numerical simulation ; heat source model 激光焊接是一种以高能量密度的激光束为热源的快速、精准的焊接方法,可分为热导焊和深熔焊,后者 是激光焊接中最常用的模式⑴。
熔化焊焊接热源模型论文发展趋势论文摘要:由于动态焊接热源模型更符合焊接的某些实际情况,将是今后焊接热源模型发展的重要方向之一。
随着复合焊接方法的出现,结合两种以上热源模型或热流分布模式的复合型热源模型也是今后焊接热源模型发展的重要方向之一。
熔化焊的过程中热源从开始至最后一直存在,在这个过程中包含了熔化焊的物理化学过程的开始与发展。
熔化焊焊接热源不管是火、光还是电都具备移动和部分集中的特性,是焊接物体表面和内部的受热不均匀而产生一系列的焊接问题。
热源模型对焊接温度场的数值研究起着至关重要的作用,因此焊接工作人员对热源模型的发展十分重视。
二、焊接热源模型的概念1 、焊接热源模型定义根据目前焊接工作者的实践和共识,所谓的焊接热源模型,可以认为是对作用于焊件上的、在时间域和空间域上的热输入分布特点的一种数学表达。
到目前为止,用于焊接数值模拟中的所有焊接热源模型大都不随时间而发生变化,也就是认为在焊接进行过程中热源模型是不发生变化的,即静态焊接热源模型。
而动态焊接热源模型,其热输入是随着焊接的进行而发生变化的。
例如,在短路过渡二氧化碳气体保护焊中,电弧有熄灭的过程。
此熄灭阶段的热流密度分布显然不同于电弧燃烧阶段的热流密度分布特点,如果根据这种“短路”的实际工程特点而建立一个电弧。
2、焊接热源模型参数热源模型参数如有效加热半径、电弧功率有效利用系数等缺乏比较系统和准确的资料,参数的选择会使模拟结果产生较大的误差。
静态热源模型有两个要素,即“以何种分布模式分布”和“以何种空间形式分布”,动态热源模型还需要考虑“时间”要素,即上述中的一个要素或两个要素随时间变化的规律。
焊机热源模型可通过三种参数即形状参数、热源分布参数和热输入参数来完整描述。
三、焊接过程数值模拟的难点1、热源模型及参数的确定目前应用最广泛的热源模型是高斯热源模型和双椭球热源模型。
对于一些特殊的焊接方法,如激光焊,等离子束焊、电子束焊,搅拌摩擦焊等,尚无公认的比较理想的热源模型。
焊接热源参数优化方法研究及验证摘要:焊接热源参数的优化是提高焊接质量和效率的关键环节。
本文主要研究了焊接热源参数的优化方法,并通过实验验证了其有效性。
一、引言焊接是一种常见的金属连接技术,广泛应用于制造业和建筑业等领域。
焊接质量的好坏直接关系到制品的强度和使用寿命。
而焊接热源参数的优化是提高焊接质量和效率的关键环节。
二、焊接热源参数的优化方法1.基于试验的优化方法:通过设计焊接试验,改变焊接热源参数的数值,分析焊缝的形貌、尺寸、硬度等指标,得到不同参数组合下的焊接效果。
然后通过统计分析方法寻找最佳参数组合。
2.基于模拟的优化方法:利用焊接过程的数值模拟软件进行模拟实验,通过改变模拟参数,分析焊缝形貌和性能,得到不同参数组合下的焊接效果。
然后通过综合考虑焊接质量和效率的指标,求得最佳参数组合。
3.基于优化算法的优化方法:利用优化算法,如遗传算法、粒子群算法等,构建优化模型,以焊接质量和效率为目标函数,通过寻找最优解来确定最佳参数组合。
三、参数优化方法的验证为了验证参数优化方法的有效性,本文通过实验进行了验证。
实验过程:选取一种常见的焊接材料,设计不同参数组合的焊接试验,然后分别进行焊接,得到焊缝形貌和性能数据。
然后利用统计分析方法、数值模拟软件和优化算法进行数据处理和分析,得到最佳参数组合。
实验结果:根据实验数据分析结果,发现通过参数优化方法得到的最佳参数组合能够显著改善焊接质量和效率。
焊缝的形貌更加均匀,尺寸更加一致,硬度更加稳定。
四、结论本文研究了焊接热源参数优化的方法,并通过实验验证了其有效性。
结果表明,通过优化热源参数可以显著提高焊接质量和效率,为焊接生产提供了有效的方法和工具。
焊接热源参数优化方法研究及验证
焊接是一种常见的金属加工方法,其质量直接影响着产品的使用寿命和安全性。
而焊接热源参数的优化则是保证焊接质量的关键。
本文将探讨焊接热源参数优化方法的研究及验证。
我们需要了解焊接热源参数的含义。
焊接热源参数包括焊接电流、电压、焊接速度、焊接时间等。
这些参数的不同组合会对焊接质量产生不同的影响。
因此,我们需要通过实验来确定最佳的热源参数组合。
我们需要选择合适的实验方法。
常见的实验方法包括焊接试验和金相分析。
焊接试验可以直观地观察焊接质量,而金相分析可以深入了解焊接材料的组织结构和性能。
接下来,我们需要进行实验。
首先,我们需要确定焊接材料和焊接方式。
然后,我们可以根据不同的焊接热源参数组合进行焊接试验,并记录焊接质量和热源参数。
最后,我们可以通过金相分析来深入了解焊接材料的组织结构和性能。
我们需要对实验结果进行分析和验证。
通过对实验数据的统计和分析,我们可以确定最佳的焊接热源参数组合。
然后,我们可以通过再次进行焊接试验来验证最佳参数组合的可行性和稳定性。
焊接热源参数优化方法的研究及验证是保证焊接质量的关键。
通过实验和分析,我们可以确定最佳的热源参数组合,从而提高焊接质
量和产品的使用寿命和安全性。