§3-1 常用焊接热源
- 格式:pptx
- 大小:326.51 KB
- 文档页数:19
第二讲焊接热源教学目的:掌握焊缝、母材、热影响区、熔合区、焊接接头的定义、焊接接头组成及焊接热源的种类和要求。
教学重点:相关概念及焊接热源。
教学难点:相关概念及焊接热源。
教学方法:讲述法课时分配:2课时教学内容:一、相关概念:1、焊缝:焊接时,焊件或同焊接材料被加热到高温而熔化,冷却后所形成的结合部分。
2、母材:焊件材料。
3、热影响区:由于局部加热,焊缝邻近区域的母材势必会因热量的传导而受影响。
母材因受热的影响(但未熔化)而发生组织与力学性能变化的区域。
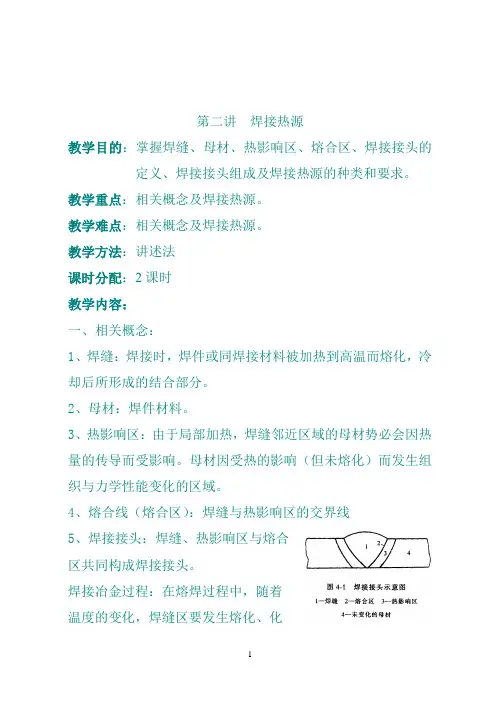
4、熔合线(熔合区):焊缝与热影响区的交界线5、焊接接头:焊缝、热影响区与熔合区共同构成焊接接头。
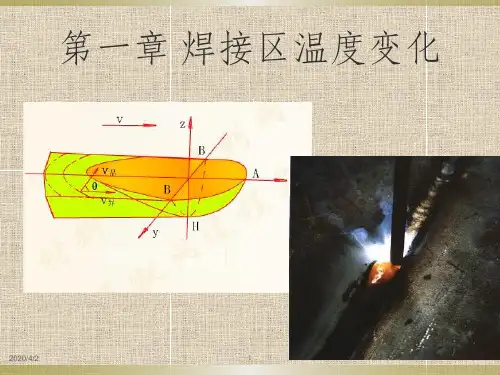
焊接冶金过程:在熔焊过程中,随着温度的变化,焊缝区要发生熔化、化学反应、凝固及固态相变一系列过程;这些变化总称为焊接冶金过程。
二、焊接热源对焊接热源的要求:温度高而且加热面积小的热源,才能使局部迅速升温,且传递向母材内部的热量损失少。
常用的焊接热源:电弧、化学反应热、等离子弧、激光束、电子束等。
其中电弧应用最为广泛。
对焊接热源的希望:加热面积小,单位面积功率大,同时在正常焊接条件下能达到较高的温度。
焊接热源所输出的功率在实际应用中并不能全部有效利用,而且有一部分损失。
一般来说,热源越集中,热量损失越少,利用率就越高。
但是由于影响热源能利用的因素很多,一般情况下,往往不考虑能量损失。
其功率为:W=UI(以电弧为例)三、作业:1、解释:焊缝;母材;热影响区;熔合线。
2、画出焊接接头示意图。
并解释3、常用焊接热源有哪些?对其有何要求和希望?。
绪论1:焊接的定义:被焊工件的材质,通过加热或加压或二者并用,并且用或不用填充材料,使材质达到原子间的结合而形成永久连接的工艺过程称为焊接。
2:焊接热源及特点(1)电弧热利用气体介质中放电过程所产生的热能作为焊接热源(2)化学热一利用可燃气体或铝、镁热剂进行化学反应时所生的热能作为焊接热源(3)电阻热一利用电流通过导体时产生的电阻热作为焊接热源(4)高频感应热一对于有磁性的金属,利用高频感应所产生的二次电流作为热源,在局部集中加热。
(5)摩擦热一一由机械摩擦而产生的热能作为焊接热源。
(6)等离子焰一电弧放电或高频放电产生高度电离的离子流,利用其携带的热量作为焊接热源。
(7)电子束:利用高压高速运动的电子在真空中猛烈撞击金属局部表面,是动能转化成热能作为焊接热源。
(8)激光束:使用能量高度集中的激光束作为焊接热源。
3:焊接接头的形成过程经历加热,熔化,冶金反应,凝固结晶,固态相变,直至形成焊接接头。
(1)焊接热过程被焊金属在热源下发生局部熔化。
整个焊接过程始终在焊接热过程中发生。
(与凝固结晶,冶金反应,固态相变,等有重要联系)(2)焊接化学冶金过程:金属,熔渣,气相之间一系列化学冶金反应。
(金属氧化,脱硫等)(直接影响焊接成分,组织,性能)(3)焊接时的金属凝固结晶和固态相变过程:随着热源离开,熔池金属就开始凝固结晶,即由液态转变为固态。
具有同素异构转变的金属,随温度下降,发生固态相变。
(该过程可能产生偏析,夹杂,气孔等多种缺陷)4:焊接接头的组成焊缝——熔合区——热影响区5:焊接的传热方式对流传热,辐射传热、(热传导)6:热导率概念表示金属的导热能力,物理意义——单位时间内,沿法线方向单位距离相差1℃时经过单位面积所传递的热能。
第一章1:熔滴过渡形式:短路过渡,颗粒状过度,附壁过渡(酸性)细颗粒状过度,附壁过渡。
(碱性)短路过渡,大颗粒状过度2:三过渡的形式(1)短路过渡:焊条端部的熔滴长大与熔池发生接触。
(完整版)焊接热源焊接热源模型摘要:根据⽬前焊接⼯作者的实践和共识,所谓的焊接热源模型,可以认为是对作⽤于焊件上的、在时间域和空间域上的热输⼊分布特点的⼀种数学表达。
到⽬前为⽌,⽤于焊接数值模拟中的所有焊接热源模型⼤都不随时间⽽发⽣变化,也就是认为在焊接进⾏过程中热源模型是不发⽣变化的,即静态焊接热源模型。
⽽动态焊接热源模型,其热输⼊是随着焊接的进⾏⽽发⽣变化的。
关键字:热源模型、⾼斯热源、双椭球热源、模型参数⼀、焊接热源模型种类及其参数在焊接尤其是熔化焊中,其热过程贯穿整个焊接过程的始终,⼀切熔化焊的物理化学过程都是在热过程中发⽣和发展的。
焊接温度场不仅决定焊接应⼒场和应变场,还与冶⾦、结晶及相变过程有着紧密的联系。
焊接温度场内包含着焊接接头质量及性能的充分信息, 始终是焊接发展中的最基本课题之⼀。
按照热源作⽤⽅式的不同,可以将焊接热源当作集中热源、平⾯分布热源、体积分布热源来处理。
当关⼼的⼯件部位离焊缝中⼼线⽐较远时,可以近似将焊接热源当作集中热源来处理。
对于⼀般的电弧焊,焊接电弧的热流是分布在焊件上⼀定的作⽤⾯积内,可以将其作为平⾯分布热源。
但对于⾼能束焊接,由于产⽣较⼤的焊缝深宽⽐,说明焊接热源的热流沿⼯件厚度⽅向施加很⼤的影响,必须按某种恰当的体积分布热源来处理。
1.1焊接模型特点1.焊接热源的特点:(1)能量密度⾼度集中;(2)快速实现焊接过程;(3)保证⾼质量的焊缝和最⼩的焊接热影响区。
2.焊接热源的种类:(1)电弧焊:⽓体介质中的电弧放电 (2)化学热:可燃⽓体 (3)电阻热:电阻焊、电渣焊 (4)⾼频感应热:磁性的⾦属⾼频感应产⽣⼆次电流作为热源 (5)摩擦热:机械⾼速摩擦 (6)电⼦束:⾼速运动的电⼦轰击 (7)等离⼦焰:电弧或⾼频放电—离⼦流 (8)激光束:激光聚焦3.热源的形式(从热传导的⾓度来考虑):(1)点热源(三维)—厚⼤焊件焊接 (2)线热源(⼆维)—薄板焊接 (3)⾯热源(⼀维)—细棒摩擦焊4.焊接热源模型的概念:根据⽬前焊接⼯作者的实践和共识 ,所谓的焊接热源模型 ,可以认为是对作⽤于焊件上的、在时间域和空间域上的热输⼊分布特点的⼀种数学表达。