螺杆设计说明书
- 格式:doc
- 大小:257.17 KB
- 文档页数:11
.....
手柄直径的计取托杯的厚度,d为螺纹的公称直
径,所以
圆整后取,
所以手柄长度为
取,使用时加套管
手柄材料:因为没有特殊要求,因此选用普
通碳素钢Q235,查表4-11,假设手柄直径在
1640mm,查得,取安全系数为
2,许用弯曲应力为
手柄直径可按抗弯强度设计,即
手柄长度为
托杯、底座等结构尺寸的设计所以
圆整后取
选托杯材料:因为托杯受压,选择灰铸铁
HT200,由经验公式
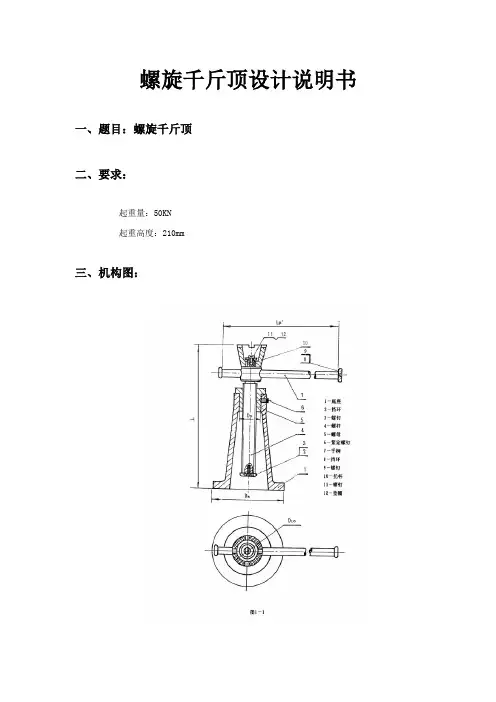
托杯结构尺寸参看下图
由图,托杯下端面挤压强度为
压
所以托杯强度足够
因为托杯受压,选择灰铸铁HT200,如图所
示,取底座斜度为1:10,则有
手柄直径为
托杯材料选择灰
铸铁
托杯强度足够
底座材料选择灰
铸铁
斜度。
机械设计课程大作业螺旋千斤顶设计说明书
千斤顶设计计算和说明
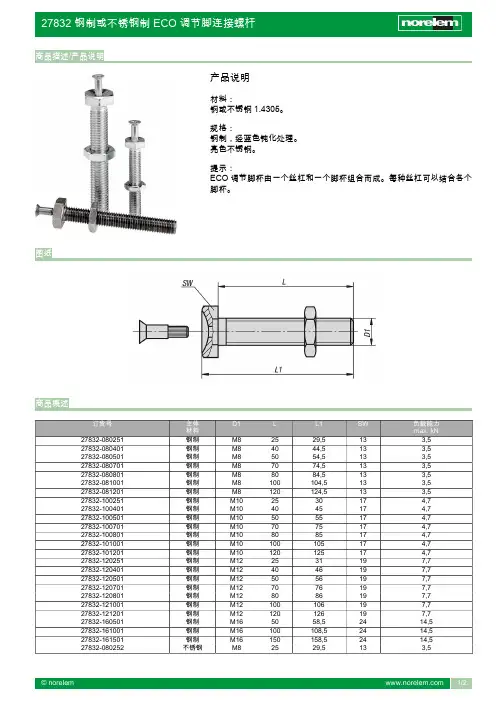
为了便于切制螺纹,螺纹上端应设有退刀槽。
退刀槽的直径d4应比螺杆。
退刀槽的宽度可取为1.5P。
为了便于螺杆旋入螺母,螺杆下端应有倒角或制成稍小于d1的圆柱体。
为了防止工作时螺
在螺杆下端必须安置钢制挡圈(GB891-86),挡圈用紧定
D=d+1=33mm
托杯用来承托重物,可用铸钢铸成,也可用Q235钢模锻制成,取材。
其结构尺寸见图。
为了使其与重物接触良好和防止与重物之
在托杯上表面制有切口的沟纹。
为了防止托杯从螺杆端
托杯和重物都不作相对转动。
因此在起重时,托杯底部与螺杆和接触面间有相对滑动,为了避免过快磨损,一方面需要润滑,另一方面还需要验算接触面间的压力强度。
[]p
≤
'35D mm = '5H mm = '10L mm = ' 6.6d mm = '1
3.2d mm = '1
13D mm = 1c mm = 616M ⨯
5. 底座设计
的斜度。
底座结构及尺寸如图 mm =125+20=145mm 八版 . 北京:高等教育出版社,2009 . 北京:化学工业出版社,2004
机械工程师. 3版 . 北京:机械工业出版社,朱辉,曹桄,画法几何及工程制图. 六版 .上海:上海科学技术出版。
喷油螺杆压缩机说明书1.前言1.1 有关压缩机的说明本公司螺杆压缩机是经多年研究开发的成果。
这些先决条件与高质量标准结合,可保证制造的螺杆压缩机寿命长、可靠性高、运行效益高。
产品能够满足所有环保要求。
1.2 使用范围本系列机器和机组是根据已成熟的技术和公认的安全规则生产的。
然而若出现以下情况,则仍可能对使用者或第三方的生命和肢体造成威胁,或对机器和其他物质财产带来损害:●使用范围不正确●由不合格人员操作●不合理地修改或改变机器●不遵守安全规则因此,任何有权对机器进行操作、维护或修理的人员必须阅读并遵守安全规程。
需要时,可以要求签字对此进行确认。
此外,还必须遵守:●有关的事故防范规则●公认的安全法规●国家法规本系列机器和机组必须在完善的技术条件下使用,必须根据操作手册规定的使用范围和指南进行使用,使用人员必须有安全意识,能充分认识操作机器中存在的危险。
若发生任何功能性故障,尤其是影响安全的故障,都必须及时修理(或请别人修理)!在使用范围内操作机器的含义中,还包括应遵守操作手册中的各项指南,按规定进行检查和保养等。
1.3 保养本机必须精心维护,以使螺杆压缩机或压缩机组能满足各种不同要求。
因此必须坚持按规定的保养期限对机器仔细进行维护保养,在工作环境恶劣的情况下尤其应这样做。
服务出现故障或需要备件时,请与特约本公司压缩机商家联系。
设备如出现损坏,我公司训练有素的维修人员一定会用本公司原配件提供迅速良好的维修服务。
正宗的本公司备件是采用最成熟技术制造的,因而可确保机器可靠地工作。
担保在操作本机之前,必须确切了解机器及有关说明。
如果本机的使用与适用的范围不符,或使用目的超出本说明中提及的范围,本公司将无法负责操作的安全性。
如遇下列情况,我公司将不接受担保索赔:●操作失误●维护不当●错用辅料●不使用本公司的原配件●修改或改动本设备本公司不会因上述说明而扩大一般条款的担保及赔偿条件。
任何未经许可就随意改动压缩机或压缩机站,或安装未被生产厂家认可的部件,生产厂家将不接受索赔或担保要求。
单螺杆搅拌机设计说明书
1、将立柱上的功能切换开关,拨到“自动”位置,按下控制器上的启动开关,整个运行程序将自行自动控制运行。
2、全过程运行完毕后自动停止,在运行工程中如需中途停机,可按下停止钮然后可重新启动。
3、首先,在对物料进行搅拌时,由于物料通常是直接添加在搅拌机内部,但是物料中会存在一些较大的颗粒状物质,或者一些潮湿地方导致物料的结块等,会影响物料的使用;
4、同时单螺杆搅拌时犹豫自身的缺陷,导致搅拌的面积和区域较小,导致对物料搅拌时不够充分,使得在搅拌完毕后,影响对物料的使用;
5、同时在对对搅拌仓加料时,通常是加满,这会导致单螺杆搅拌时,具有较大的负载力,很容易导致电机的损坏,增加不必要的维修成本。

中成-钻具使用手册大港油田集团中成机械制造有限公司Dagang Oilfield Group Zhongcheng Machinery Manufacturing Co.,Ltd.2004.10第一章、序言中成-螺杆钻具是靠泥浆提供动力的井下动力钻具,它与传统转盘带动钻杆钻进方法比较,有很多优点:1.增加钻头的转速。
2.增加钻头扭矩的功率,因而增加进尺率。
3.井底直接提供动力,因而减少钻杆的磨损和损坏。
4.可准确地造斜、定向、纠偏。
5.可钻水平井、从式井,显著提高钻井的经济效益。
6.寿命长,也能进行周期较长的延伸井段和直井钻进。
就是这些优点才促使螺杆钻具得到了迅速发展。
我公司在1985年全套引进美国史密斯公司—Smith DYNA-DRILL三条生产线,即包括生产制造与整机装配生产线、热处理可控气氛生产线,以及定子橡胶生产线。
可生产DYNA-DRILL D500、D1000、F2000三个系列螺杆钻具,在经历了引进、消化和吸收的发展过程后,今天的大港油田集团中成制造有限公司已经能够独立生产和开发适用于各种用途的各种规格系列的螺杆钻具。
在质量体系保障上,是国内螺杆钻具生产厂家最先通过GB/T1900-1994-ISO9001:1994标准的企业,也是通过中国计量局ISO10012计量检测体系认证的企业。
本手册主要介绍我厂螺杆钻具的工作原理、性能、使用要求及注意事项,为用户更好地使用我厂钻具,提供了依据。
第二章操作计划和考虑一螺杆钻具的工作原理螺杆钻具是以油基泥浆、浮化泥浆及粘土泥浆等作动力液,是一种把液体压力能转换为机械能的容积式井下动力钻具。
当泥浆泵产生的高压泥浆流经旁通阀进入马达时,转子在压力泥浆的驱动下绕定子的轴线旋转,马达产生的扭矩和转速通过万向轴和传动轴传递给钻头,从而实现钻井作业。
二中成—螺杆钻具的组成及工作原理中成-钻具主要由四部分组成:(见图1)·旁通阀总成·马达总成·万向轴总成·传动轴总成(旁通阀总成上部的提升短节,未按部件计算,订货时可由用户提出。
攀枝花学院Pan-zhihua University本科毕业设计说明书包装机中特殊螺距的设计及加工院(系):机电工程学院专业:机械设计制造及其自动化班级:2008级机械电子(1)班学生姓名:钟吉东学号: 200810601195 指导老师:周丹二○一二年三月二十日摘要在现代包装机械,输送设备螺旋输送机系统起着非常重要的作用,它对不同种类散装物体或容器,如瓶,罐,盒等呈现连续或不连续的运输方式,按照指定的要求或工艺路线,逐个的、准确的运送到包装工位发挥了重要作用。
本文研究了三段组合式分件供送螺杆(等速度段、变加速段、等加速段),并建立构建螺旋槽的接触线,用于研究供送圆柱形物体的三段组合式变螺距螺杆的形成过程。
其次紧接着运用所得到的接触线的数学模型,运用计算机辅助设计(使用了Pro / ENGINEER5.0软件)创建一个供送圆柱形物体三段组合式变螺距螺杆的接触线,并根据接触线最终建立一个三维参数化实体模型。
目前在国内,变螺距螺杆的加工一直是一个比较难的一个问题,大部分变螺距螺杆的加工都是根据加工师傅的经验制造出来的,并且加工效率非常,本文在加工工艺过程上面做了很大的改变,突破了传统加工方法的束缚,运用三维软件的自动编程功能,在四轴联动的铣削加工中心上模拟出了变螺距螺杆的加工过程关键词:分件供送螺杆;三段组合式;Pro/Engineer;三维参数化实体模型AbstractClassified feeding screw is a modern packaging machinery in conveying system of a main conveying device, it will show a regular or irregular arrangement of the batches of objects or containers such as bottles, cans, boxes, according to the process requirements, one by one, stably supplied to the packaging station plays a key role in.This paper firstly studies the commonly used three section combined type feeding screw feeding cylindrical object screw spiral groove forming process, and the establishment of form a spiral groove contact line, spiral line intersection and tank bottom spiral line mathematical model.Followed by the use of the contact line, the intersection of line and the bottom of the groove spiral helix mathematical model, studied by means of computer aided design ( using Pro / Engineer software 5 ) establish feeding cylindrical object in the three section combined type feeding screw three-dimensional parametric entity model method, and eventually established the 3D parametric solid model.In order to adapt to the supply container shape diversification, this paper studies the three section combined type feeding screw feeding elliptic cylindrical and rectangular objects, screw spiral groove of the respective forming principle, built form the respective spiral groove of the contact line, spiral line intersection and tank bottom spiral line mathematical model, and construct two a feeding screw in Pro / E three-dimensional parametric model.Application of Pro / Engineer generated by the software part carrying spiral for 3D parametric entity model, through rapid prototyping and CNC machining center of advanced manufacturing means, directly make the feeding screw, changed the traditional manufacturing of part carrying spiral for complex modes.Key words: feeding screw; three section combined type; Pro / Engineer; three-dimensional parametric model第一章绪论1.1 概述分件供送螺杆(简称变螺距螺杆)是一个现代化的包装机械最核心的一部分,一个输送系统重要的输送装置,它会显示出瓶,罐,盒等散装物体或容器的定期或不定期的安排等,根据一个给定的进程发送包装领先的关键构件,人们常常生动地是自动生产线的咽喉部位。
螺杆设计说明书1. 螺杆挤出机基本参数确定1.1 螺杆区域划分及材料螺杆分为三部分:加料段,塑化段和挤出段。
机器的生产能力很大程度上取决于加料段的进料能力和挤出段的基础能力,胶料的混炼,塑炼质量则直接与塑化段的塑化能力有关。
选用38CrM0AlA。
1.2 螺杆直径本设计螺杆直径D=60mm1.3 螺杆长径比长径比是螺杆工作部分长度L与直径D之比。
L/D较大,有利于胶料的均匀混合和塑化,并可使胶料升温过程变得缓和,为提高螺杆转速提供了可能性,有利于提高产量;但L/D过大,螺杆机加工的难度也增大,功率消耗也相应增加,易焦烧,还会造成螺杆端部与机筒之间的间隙不均,严重时产生与衬套刮研,影响设备的使用和产量。
经分析,本设计选长径比为L/D=6,即L=360mm。
1.4 螺杆转速的确定螺杆转速是螺杆挤出机的重要参数,它影响挤出机的产量、功率消耗、挤出质量等方面。
(1)转速与产量的关系随着转速的增加,产量上升,在相当一段转速区间内,产量与转速成正比。
当转速过高时,产量上升速率下降,因为转速增大,胶温随之提高,喂料段摩擦力减小、挤出段的胶料粘度下降,漏流量增加,结果是喂料和挤出能力都下降,导致产量上升的速率下降。
(2)转速与功率的关系转速增加,电机功率也增加,但随转速增加的速率下降。
(3)转速与挤出压力的关系随着螺杆转速的增加,挤出压力也增加,但不十分显著。
挤出压力增加有利于提高挤出半制品的致密性。
但挤出压力过高时,会由于胶料的温升过高,破坏操作的稳定性。
(4)转速与胶料塑化、升温的关系随着螺杆转速的增加,胶料运动速度梯度增大,有利于胶料的撕裂、剪切、搅拌、塑化。
但转速过高,胶料发热量过大,当冷却不好时,易形成早期硫化。
(5)转速与电能单耗的关系挤出1kg重量胶料所消耗的功率称之电能单耗。
电能单耗与转速间的关系,视具体操作条件而定。
通常普通冷喂料挤出机螺杆转速越高,电能单耗越大,而冷喂料销钉机筒挤出机螺杆转速越高,电能单耗越小。
特灵螺杆机使用说明书特灵螺杆机是一种用于将物料输送和混合的设备。
以下是特灵螺杆机的使用说明书:1. 首先,连接特灵螺杆机到电源,并确保其电源开关处于关闭状态。
2. 将所需的物料放入特灵螺杆机的进料口。
确保物料的粒度适合特灵螺杆机的工作要求,并避免堵塞进料口。
3. 打开特灵螺杆机的电源开关,并调整所需的工作模式和速度。
根据物料的要求,可能需要调整螺杆的转速和输送量。
4. 特灵螺杆机开始工作时,确保操作人员远离进料口和出料口,以避免意外发生。
5. 监控特灵螺杆机的工作状态,并确保所有部件都正常运转。
如发现异常,应立即停止特灵螺杆机,并进行检查和维修。
6. 物料输送完毕后,将特灵螺杆机的电源开关关闭,并清理设备。
确保物料和杂质已彻底清除,以便下次使用。
7. 定期进行特灵螺杆机的维护和保养工作。
清洁设备,润滑螺杆和轴承,检查电气元件和连接件的正常工作。
请注意,以上仅为特灵螺杆机的一般使用说明书,具体的操作步骤和注意事项可能会因特定型号和品牌而有所不同。
在开始使用特灵螺杆机之前,建议阅读并按照其生产商提供的详细使用说明书进行操作。
8. 在使用特灵螺杆机之前,确保阅读并理解生产商提供的安全操作指南和警告标识。
遵守所有安全规定,包括佩戴适当的个人防护设备,如手套、护目镜和耳塞等。
9. 在操作特灵螺杆机时,确保身体保持稳定,避免突然移动或扭转。
10. 特灵螺杆机的电源线应连接到地线,并避免过度拉动、压碾或受到外力拉扯。
11. 在清洁特灵螺杆机时,务必先关闭电源并等待机器停止运转。
使用清洁剂时,避免溅到电气部件上,并在使用过程中遵守相关安全操作规定。
12. 特灵螺杆机的维护和保养应由经过培训的维护人员进行。
按照生产商提供的维护计划进行定期检查和保养,以确保设备的长期稳定运行。
13. 定期清理特灵螺杆机的过滤器、排气孔和进料口,以防止杂质积聚影响设备的工作效率。
14. 特灵螺杆机的维修和更换部件应在停机状态下进行,并由专业维修人员进行操作。
目录一、机组安装要求 (2)二、机组操作方法 (2)三、机组操作顺序 (2)四、机组操作注意事项 (3)4.1、机组安全装置………………………………………………………………………………………………3`4.2、附注(一):散热不良及处理方法 (3)4.3、附注(二):冷媒不足低压处理方法 (3)4.4、附注(三):高低压是否正常 (4)4.5、附注(四):其他故障的排除方法 (4)五、维护与保养 (4)六、故障排除方法 (5)七、机组介绍 (6)八、产品特性 (8)九、控制原理 (9)9.1、输入信号汇总表 (9)9.2、输出信号汇总表 (10)9.3、控制功能 (11)十、参数设置 (13)十一、各功能使用说明 (14)1、开机界面 (14)2、运行主界面 (14)2.1、相应参数显示 (14)2.2、机组起停开关 (14)2.3、温度设定 (14)2.4、查看系统状态 (15)2.5、查看机组信息 (15)3、修改维修者设定值 (16)3.1、时钟校正 (16)3.2、基本参数 (16)3.2.1设定一 (16)3.2.2设定二 (17)3.2.3设定三 (17)3.2.4设定四 (17)4、修改制造商设定值 (18)4.1、系统 (18)4.2、记忆 (18)5、故障查询 (19)5.1复位报警 (19)十二、控制模块接线图 (20)一、安装要求:冷水机安装前请选择地基平稳,四周空旷,畅通及避免腐蚀、污染、日晒、雨淋,方便安装维修之场所。
冷水机管路配管,请根据机身管路尺寸进行安装,切勿将水管尺寸缩小,这样会影响制冷效果及增加耗电量,冷水机请必须安装在距离墙壁1m以上空间位置,方便安装维护保养和调试。
注:1、电源负载及接地部分,请依照相关法规施工!2、新安装的冷冻机冷冻水管必须包保温层!二、操作方法首次运转必须先检查下列事项是否正确:1.电源电压及相数是否符合型号规格,请对照铭牌所示。
[注:冷冻机电源是采用三相四线,电压380V/50HZ电源相位线分别为了R、S、T,中性线(零线)N,接地导线为双色线用E表示。
螺杆设计说明书1. 螺杆挤出机基本参数确定1.1 螺杆区域划分及材料螺杆分为三部分:加料段,塑化段和挤出段。
机器的生产能力很大程度上取决于加料段的进料能力和挤出段的基础能力,胶料的混炼,塑炼质量则直接与塑化段的塑化能力有关。
选用38CrM0AlA。
1.2 螺杆直径本设计螺杆直径D=60mm1.3 螺杆长径比长径比是螺杆工作部分长度L与直径D之比。
L/D较大,有利于胶料的均匀混合和塑化,并可使胶料升温过程变得缓和,为提高螺杆转速提供了可能性,有利于提高产量;但L/D过大,螺杆机加工的难度也增大,功率消耗也相应增加,易焦烧,还会造成螺杆端部与机筒之间的间隙不均,严重时产生与衬套刮研,影响设备的使用和产量。
经分析,本设计选长径比为L/D=6,即L=360mm。
1.4 螺杆转速的确定螺杆转速是螺杆挤出机的重要参数,它影响挤出机的产量、功率消耗、挤出质量等方面。
(1)转速与产量的关系随着转速的增加,产量上升,在相当一段转速区间内,产量与转速成正比。
当转速过高时,产量上升速率下降,因为转速增大,胶温随之提高,喂料段摩擦力减小、挤出段的胶料粘度下降,漏流量增加,结果是喂料和挤出能力都下降,导致产量上升的速率下降。
(2)转速与功率的关系转速增加,电机功率也增加,但随转速增加的速率下降。
(3)转速与挤出压力的关系随着螺杆转速的增加,挤出压力也增加,但不十分显著。
挤出压力增加有利于提高挤出半制品的致密性。
但挤出压力过高时,会由于胶料的温升过高,破坏操作的稳定性。
(4)转速与胶料塑化、升温的关系随着螺杆转速的增加,胶料运动速度梯度增大,有利于胶料的撕裂、剪切、搅拌、塑化。
但转速过高,胶料发热量过大,当冷却不好时,易形成早期硫化。
(5)转速与电能单耗的关系挤出1kg重量胶料所消耗的功率称之电能单耗。
电能单耗与转速间的关系,视具体操作条件而定。
通常普通冷喂料挤出机螺杆转速越高,电能单耗越大,而冷喂料销钉机筒挤出机螺杆转速越高,电能单耗越小。
这是由于产量随转速增加的速率大于功率增加速率所造成的。
(6)转速与喂料方式的关系螺杆转速与挤出机的加料方式有关。
在无喂料辊自由喂料的情况下,过高的转速会使进料困难,或根本不能进料。
螺杆不能进料的临界转速n临界,可按胶料被螺杆带动旋转的离心力与其重力相等的条件来确定。
n临界=424/D式中 D—螺杆直径,cm;n临界—螺杆临界转速。
螺杆的工作转速n可在(0.2~0.7)n临界范围之内选取;所以螺杆不能进料的临界转速为:n临界=424/D=424/6=173r/minn=(0.2~0.7) n临界=34.6~121.2 r/min由计算结果,确定螺杆的转速 n=75 r/min1.5功率挤出机功率的大小主要取决于螺杆的几何尺寸与结构、螺杆转速、挤出压力、胶料粘度、机筒与螺棱的间隙以及挤出产量等。
挤出机的功率主要消耗在以下三个方面。
(1)使胶料克服机头阻力。
(2)螺杆对胶料剪切摩擦作用使部分功率转化为热能,通常,大部分热能通过冷却水和机身周围空气带走,少量热能加热胶料使胶料温度升高。
(3)传动系统的机械摩擦及效率消耗。
挤出机的功率消耗主要还是取决于螺杆的几何尺寸和结构形式、机头阻力、转速、胶料粘度、生产能力以及机筒内壁与螺杆螺棱顶部的间隙。
挤出机的设备功率可按以下述经验公式计算。
5310-⨯•••=n D L D k N式中 N —功率,kW ;k —计算系数,5.52~6.73;D —螺杆直径,cm ;L —螺杆工作部分长度,cm ;n —螺杆转速,r/min 。
所以,N=( 5.52~6.73)53107566-⨯⨯⨯⨯=5.4~6.5kW本机器传动装置即减速器设计为二级斜齿圆柱齿轮减速器,各连接处传动的机械效率如下:η联轴器=0.99, 轴承η=0.99,齿轮η=0.97总η=η联轴器3轴承η2齿轮η 所以,总η=η联轴器3轴承η2齿轮η=0.99⨯0.993⨯0.972=0.904 N 电=N/η=6.5/0.904=7.19kw根据上述计算并与国内外同类机台的功率类比确定本设计的挤出机的驱动功率为15KW.1.6电机的确定常用的调速方法有三种:(1)交流热流子电动机无级调速热流子电动机的运转稳定,调速比较好准确,转速固定后负载变化影响小,但不论在结构上或在制造工艺却较复杂,且需要经常维修,电机运转时噪音大。
(2)齿轮箱有级调速。
(3)直流电动机无级调速:调速范围约为1:8~1:16,启动平稳,结构紧凑,实现自动化控制较容易,噪音低,目前已被较多采用。
查《机械设计手册》根据功率及转速等因素选择电动机。
所选电机参数如下:电机型号:Y160L —4额定功率:15kw额定转速:1500r/min电动机中心高:160mm电机轴径:42mm电机外伸轴长:110mm(根据《机械设计手册第五卷》P23-32)1.7 生产能力单位时间内挤出机的挤出量即为生产能力,亦即产量,以kg/h 表示。
挤出机的生产能力常用简易的实验法和经验公式进行粗略的计算,还可用理论公式计算。
本设计按经验公式进行粗略计算;Q=n D ••3β=84.37563⨯⨯310-⨯=65kg/h式中 Q —生产能力,kg/h ;D —螺杆直径,cm ;n —螺杆转速,r/min ;β—系数,可以实测得到,成型挤出机β=0.00384;过滤挤出机β=0.00256。
1.8轴向力轴向力是螺杆强度计算和止推轴承寿命计算的基本依据。
由经验公式估算:P=200F F —螺杆外径的投影面积 P=200F=4614.3200420022⨯⨯=⨯D π=5652N2. 螺杆设计2.1材料与技术要求螺杆由优质的氮化钢制成,其表面进行氮化或淬火处理。
螺杆材料优先选用38CrMoAlA钢,也可选用40Cr钢或45号钢。
用38CrMoAlA制造的螺杆,其基本硬度HRC>45,镀铬层硬度为HRC60~65。
本设计螺杆材料选用38CrMoAlA钢。
对螺杆的基本技术要求如下:(1)具有良好的塑化能力和较好的自洁性;(2)具有较高的生产能力,且能在较低温度下完成挤出作业;(3)能建立起足够的压力,并能实现稳定的挤出作业;(4)具有广泛的适应性,可适用于多种胶料的挤出作业;(5)集邮良好的耐磨性和一定的耐化学腐蚀性;(6)具有能排除气体和挥发物的能力;(7)具有足够的机械强度、刚度和良好的加工性能。
2.2螺杆类型按螺纹头数分为:单头、双头、多头、和复合螺纹螺杆四种。
按螺纹方向分为:左旋和右旋两种。
按螺杆的外形分为:圆柱形、圆锥形和复合形三种。
按螺纹形式分为:等距等深型、等深不等距型、等距不等深型和复型螺纹螺杆四种。
等深等距型螺杆挤出半制品致密性差;等距不等深型螺杆能使胶料均匀压实,胶料受剪切力大,发热量大,当螺纹的压缩比过大时,对螺杆喂料段的机械强度有颇大的影响;等深不等距型不影响螺杆不影响螺杆的机械强度,胶料塑化均匀,但加工困难;复合型螺纹的螺杆在螺杆的工作部分不同段的螺纹头数和形式,多用于特殊用途的挤出机上。
综合以上考虑本设计采用单头、右旋、等距不等深、圆柱形螺杆。
2.3螺杆结构参数(1)螺杆长径比L/D及螺纹沟槽深度前面已选L/D=6,螺槽深度H 是一个重要参数,它对挤出物的素化和混炼质量、机器的生产率和功率消耗以及螺杆的强度等都有直接影响。
一般H=(0.18~0.25)D , 当H 减小时,剪切速率增加,增强胶料的塑化和混炼效果,但胶料的温升较大,产量较低。
取螺杆的末端1H =10mm ,螺杆的头部2H =14mm(2)压缩比螺杆的压缩比是指喂料口处螺纹沟容积与挤出段最后一个螺纹沟槽容积之比。
螺杆的压缩比取决于胶料的物理压缩比,物理压缩比是指胶料进入加料口前与从挤出段出来后胶料的比容之比,它表示胶料压实的程度,其值与胶料性质、加工条件及胶料在螺槽中的填充程度有关。
热喂料挤出机的螺杆压缩比一般为1.3~1.5,冷喂料螺杆的压缩比为1.7~2.1。
(3)螺纹导程和升角螺纹导程影响到螺纹沟槽的有效容积。
在S 增大时,吃料容易,输送胶料能力高,产量也随之增加。
S 减小时,轴向压力增大,胶料在机筒内停留的时间增加,塑化均匀,半制品的质量好,但螺纹沟槽容积减小,产量下降。
过大的S 会造成胶料塑化不均,影响挤出半制品的质量。
螺纹导程与螺纹升角α的关系为:απDtg S =本设计采用螺纹升角︒=18α,慢 mm tg Dtg S 60186014.3≈︒⨯⨯==απ(4)螺棱的轴向宽度螺棱的轴向宽度会影响螺纹沟槽的容积,导致产量和功率消耗的变化。
在保证强度的前提下,螺棱轴向宽度取小些为好。
一般轴向宽度e=(0.06~0.08)D则e=3.6~4.8mm ,取e=4mm(5)螺纹断面形状常见的断面形状有矩形断面、梯形断面、锯齿形断面。
由于锯齿形螺纹断面具有较高的强度和输送能力,所以本设计采用锯齿形断面。
6.螺杆头部形状螺杆头部形状的选择应有利于胶料的流动,防止产生死角,避免胶料焦烧。
常见的头部形状有球头形、锥形头、弹形头、平头。
本设计采用锥形头,且螺杆与螺杆头部采用螺纹联接并在螺杆上铣花键。
2.4螺杆强度校核(1)剪切应力的计算:n n W M =τ 式中τ—螺杆剪切应力;n M —螺杆的扭矩;n W —抗扭截面模量。
ηmaxmax 9550000n N M n = 式中max N —电机最大功率;m ax n —螺杆最大转速;η—机械传动效率,取0.7~0.8 则75.02.1211595500009550000max max ⨯⨯==ηn N M n =mm N •⨯61089.0 抗扭截面模量n W 如下:)1(16431απ-=d W n 式中1d —螺杆螺纹根径;α—螺杆内孔直径与螺纹根径之比值。
)23.01(481614.3)1(1643431-⨯⨯=-=απd W n =mm N •⨯510216.0 于是剪切应力5610216.01089.0⨯⨯==n n W M τ=41.202/mm N (2)压应力计算Fp y =σ式中y σ—压应力;P —胶料对螺杆的轴向作用力;F —截面处的断面积 P=200F=41214.3200420022⨯⨯=⨯D π=22608Kg=221558.4N 22220244.4069)4860(14.3)(mm d d F =-⨯=-=π 则44.40694.221558==F p y σ=54.442/mm N (3)弯曲应力计算zW M max =σ 式中σ—最大弯曲应力;m ax M —在L/2处由重力G 引起的最大弯矩,2max GL M = G —螺杆伸出段的重量,G=50Kg ;L —螺杆伸出段长度,L=360mm ;z W —抗弯截面模量,)1(32431απ-=d W z 。