尾座体机械加工工艺过程卡片
- 格式:doc
- 大小:68.50 KB
- 文档页数:2
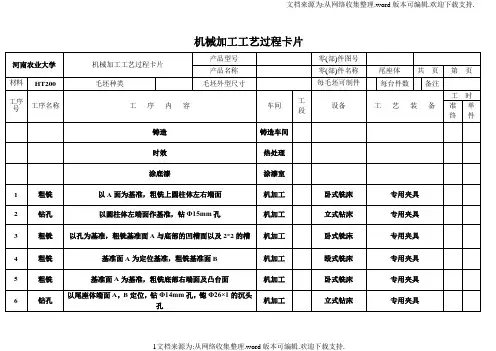
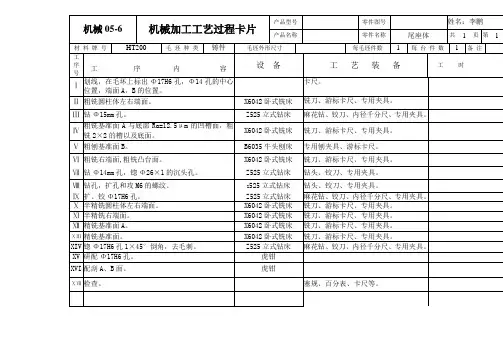
机械05-6 机械加工工艺过程卡片产品型号零件图号姓名:李鹏产品名称零件名称尾座体共 1 页第 1材料牌号HT200 毛坯种类铸件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序内容设备工艺装备工时Ⅰ划线,在毛坏上标出Φ17H6孔,Φ14孔的中心位置,端面A,B的位置。
卡尺。
Ⅱ粗铣圆柱体左右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅲ钻Φ15mm孔。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
Ⅳ粗铣基准面A与底部Ra=12.5μm的凹槽面,粗铣2×2的槽以及底面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅴ粗刨基准面B。
B6035牛头刨床专用刨夹具、游标卡尺。
Ⅵ粗铣右端面,粗铣凸台面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅶ钻Φ14mm孔,锪Φ26×1的沉头孔。
Z525立式钻床钻头、铰刀、专用夹具。
Ⅷ钻孔,扩孔和攻M6的螺纹。
Z525立式钻床钻头、铰刀、专用夹具。
Ⅸ扩、铰Φ17H6孔。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
Ⅹ半精铣圆柱体左右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅺ半精铣右端面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
Ⅻ精铣基准面A。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
ⅩⅢ精铣基准面。
X6042卧式铣床铣刀、游标卡尺、专用夹具。
XIV锪Φ17H6孔1×45°倒角,去毛刺。
Z525立式钻床麻花钻、铰刀、内径千分尺、专用夹具。
XV研配Φ17H6孔。
虎钳XVI配刮A、B面。
虎钳ⅩⅦ检查。
塞规、百分表、卡尺等。
磨床尾座的加工工艺卡
1. 准备工作:确定磨床尾座的材料和尺寸,准备加工所需的工具和设备。
2. 首先,将磨床尾座的原始材料锯切至适当的尺寸。
3. 使用铣床或钻床,根据设计图纸,在磨床尾座上标出需要开孔的位置。
4. 使用钻头,在标记的位置上钻孔。
确保钻孔直径与设计要求相符,孔的位置与准确。
5. 使用铣床将磨床尾座上的各个孔进行加工。
可以使用特定类型的刀具和夹具,确保孔的尺寸和形状符合要求。
6. 完成孔加工后,使用锉刀、打磨机等工具对磨床尾座的表面进行修整和打磨,以消除可能存在的锋利边缘和毛刺。
7. 使用丝锥在磨床尾座上加工需要螺纹的位置。
确保螺纹的规格与设计图纸符合,并且螺纹的深度和形状准确。
8. 检查加工后的磨床尾座的尺寸、形状和表面质量,确保符合设计要求。
9. 在加工过程中,可根据需要进行适当的测量和调整,确保磨床尾座的精度和
质量。
10. 最后,清洁和包装加工好的磨床尾座,准备出厂或下一步的装配和使用。
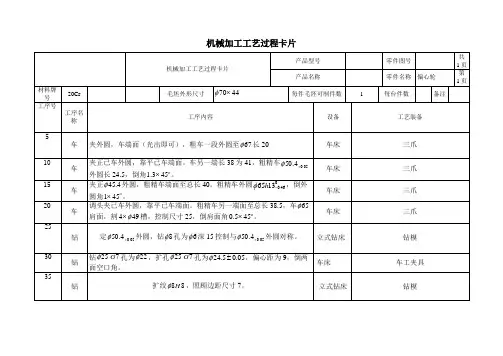
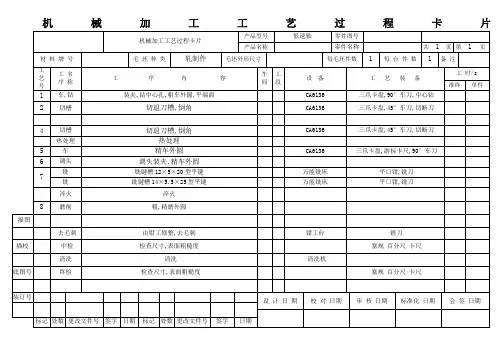
机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
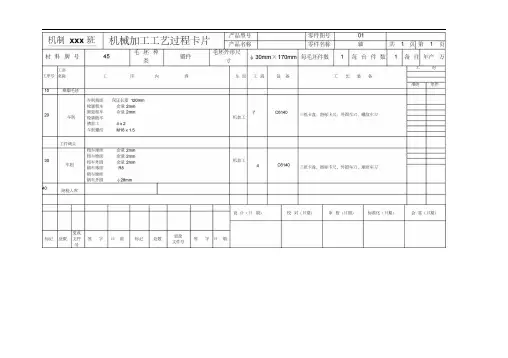
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
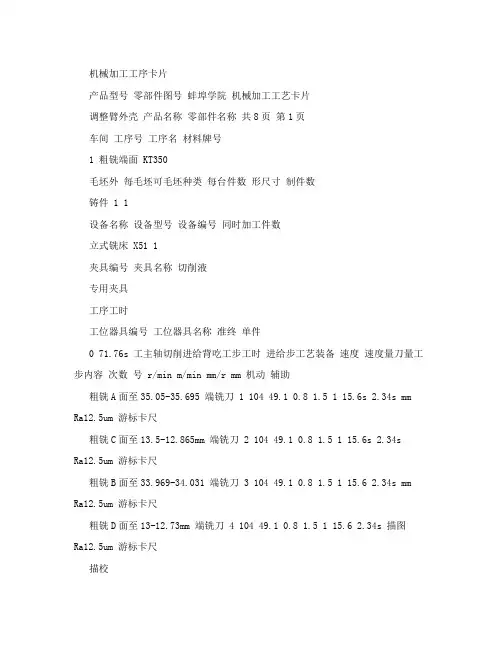
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
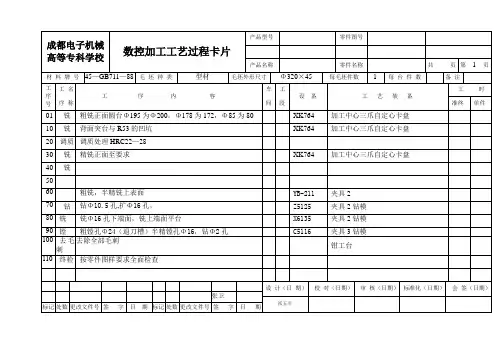
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面 1 立式铣床立式铣床、专用夹具2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具6 各锐边倒角 2 卧式车床普通车床、专用夹具8 清洗 3 清洗台自来水、专用防锈液9 检验 3 检验平台通用量具设计(日期)校对(日期)审核(日期)标准化(日期)2016/6/17 2016/6/25标记处数签字日期标记处数更改文件号签字日期职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号1 01 粗铣毛坯上下端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1设备名称设备型号设备编号同时加工件数立式铣床 1夹具编号夹具名称切削液普通夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.22 粗铣底面立式铣床、游标卡尺710 186 13 1 0.7 0.2 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 2 页车间工序号工序名称材料牌号202粗精铣顶面、底面、内阶梯面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*59mm 1 1设备名称设备型号设备编号同时加工件数数控铣床CA6145 1 夹具编号夹具名称切削液气动自动定心卡盘无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 33 1 0.7 0.22 半精铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.23 粗铣内阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 45 1 0.7 0.24 半精铣内阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.25 精铣底面φ42内孔数控铣床、12mm铣刀,游标卡尺810 210 0.05 45 1 0.7 0.26 粗铣下阶梯端面数控铣床、12mm铣刀,游标卡尺710 132 0.15 12 1 0.7 0.27 半精铣下阶梯端面数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.7 1 0.7 0.28 半精铣φ48内孔数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 3 页车间工序号工序名称材料牌号203粗镗内环各通孔,螺纹孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床 1 夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗6-φ35环孔坐标镗床,专用夹具450 180 0.5 152 半精镗10-M6深12均布孔坐标镗床,专用夹具450 180 0.5 123 半精镗6-M6深12均布孔坐标镗床,专用夹具450 180 0.5 124 半精镗4-M6-7H深16均布孔坐标镗床,专用夹具450 180 0.5 165 半精镗2-φ8锥销孔坐标镗床,专用夹具450 180 0.5 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 04 钻2-φ8锥销孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻顶面2-φ8锥销孔摇臂钻床,麻花钻400 118 1 5 1 0.6 0.3 2345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 1 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 5 页车间工序号工序名称材料牌号2 05 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢 1设备名称同时加工件数1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 6 页车间工序号工序名称材料牌号2 06 各锐边倒角HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式车床 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车各锐边卧式车床,专业夹具500 150 0.1 0.3 1 0.6 0.32 半精车φ42、φ48内孔锐边卧式车床,专业夹具500 180 0.2 1 1345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第7 页车间工序号工序名称材料牌号2 07 清洗及检查零件HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数钳工工作台 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清洗台专业清洗液2 钳工工作台游标卡尺,千分尺,各种仪表345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)11。
前言加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
机床夹具已成为机械加工中的重要装备。
机床夹具的设计和使用是促进生产发展的重要工艺措施之一。
随着我国机械工业生产的不断发展,机床夹具的改进和创造已成为广大机械工人和技术人员在技术革新中的一项重要任务。
1.1课题背景及发展趋势材料、结构、工艺是产品设计的物质技术基础,一方面,技术制约着设计;另一方面,技术也推动着设计。
从设计美学的观点看,技术不仅仅是物质基础还具有其本身的“功能”作用,只要善于应用材料的特性,予以相应的结构形式和适当的加工工艺,就能够创造出实用,美观,经济的产品,即在产品中发挥技术潜在的“功能”。
技术是产品形态发展的先导,新材料,新工艺的出现,必然给产品带来新的结构,新的形态和新的造型风格。
材料,加工工艺,结构,产品形象有机地联系在一起的,某个环节的变革,便会引起整个机体的变化。
工业的迅速发展,对产品的品种和生产率提出了愈来愈高的要求,使多品种,对中小批生产作为机械生产的主流,为了适应机械生产的这种发展趋势,必然对机床夹具提出更高的要求。
1.2 夹具的基本结构及夹具设计的内容按在夹具中的作用,地位结构特点,组成夹具的元件可以划分为以下几类:(1)定位元件及定位装置;(2)夹紧元件及定位装置(或者称夹紧机构);(3)夹具体;(4)对刀,引导元件及装置(包括刀具导向元件,对刀装置及靠模装置等);(5)动力装置;(6)分度,对定装置;(7)其它的元件及装置(包括夹具各部分相互连接用的以及夹具与机床相连接用的紧固螺钉,销钉,键和各种手柄等);每个夹具不一定所有的各类元件都具备,如手动夹具就没有动力装置,一般的车床夹具不一定有刀具导向元件及分度装置。
反之,按照加工等方面的要求,有些夹具上还需要设有其它装置及机构,例如在有的自动化夹具中必须有上下料装置。
专用夹具的设计主要是对以下几项内容进行设计:(1)定位装置的设计;(2)夹紧装置的设计;(3)对刀-引导装置的设计;(4)夹具体的设计;(5)其他元件及装置的设计。