热模锻压力机设计说明书
- 格式:doc
- 大小:450.50 KB
- 文档页数:7

F:冲裁力(N)L:冲裁件周长(mm)T:板料厚度(mm)τ:材料的抗剪强度(MPa)K:安全系数,一般取1.3在一般情况下材料的抗拉强度σb=1.3τ为了计算方便,利用下式计算冲裁力: F=L×T×σb4.2 卸料力推件力和顶件力的计算F卸:从凸模上卸下板料所需的力成为卸料力F推:从凹模内向下推出工件或废料所需的力称为推件力F顶:从凹模内向上顶出工件或废料所需的力称为顶件力F卸=k卸×FF推=n×K推×FF顶=k顶×FF:冲裁力K卸:卸料力系数K推:推荐力系数K顶:顶件力系数n:梗塞在凹模内的冲件数(n=h/t)h:凹模壁洞口的高度材料料厚K卸K推K顶钢<0.1 0.06-0.09 0.1 0.14>0.1-0.5 0.04-0.07 0.065 0.08>0.5-2.5 0.025-0.06 0.05 0.06>2.5-6.5 0.025-0.05 0.045 0.05>6.5 0.015-0.04 0.025 0.03铝铝合金0.03-0.08 0.03-0.07紫铜黄铜0.02-0.06 0.03-0.094.3 压力机所需总冲压力的计算计算冲裁所需的总冲压力时,应先根据模具结构的具体情况,分析总冲压力究竟包含上述冲裁力和卸料力,推件力和顶件力中的哪几项。
采用弹压卸料装置和下初件模具时,上模在冲裁的同时还需克服卸料弹簧阻力和推动梗塞在凹模的材料的推力,于是FQ=F+F卸+F推采用弹压卸料装置和上初件模具时:FQ=F+F卸+F顶采用刚性卸料装置和下出模具时:FQ=F+F推。
80MN热模锻压力机控制系统设计热模锻压力机是借助模具实现金属热成型的锻压设备。
它广泛应用于汽车、拖拉机、机车、石化、军工等行业,是进行大批量、高精度模锻件生产的首选设备。
它可以进行镦粗、预锻、终锻、切边、冲孔等工序。
热模锻压力机的用途非常广泛,在热模锻压力机上可以完成开式模锻、闭式模锻、挤压等各种型材的热模锻工艺。
在热模锻压力机上进行锻造的典型零件有:(1)通过镦粗形式成型的锻件,如法兰盘和齿轮毛坯等。
(2)通过挤压方式成型的锻件如一些筒型零件。
(3)通过预先引伸方式成型的锻件,如汽车发动机的曲轴、前梁等。
1 热模锻压力机工作原理热模锻压力机主要由压平机的主机本体、辅助设备、液压系统、润滑系统、气动系统和电气控制系统组成。
压力机本体采用整体实心铸造机身,“X”型滑块导轨,双点支撑结构,具有刚性好、导向精度高、抗偏载能力强等特点。
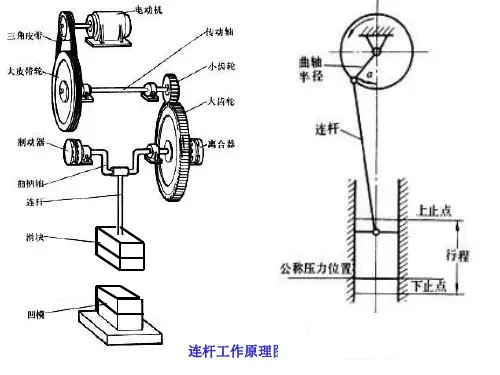
主电机拖动小飞轮旋转,小飞轮通过皮带传动带动大飞轮,与大飞轮同轴的小齿轮与大齿轮啮合,而大齿轮最终为滑块提供动力,为了增加惯性,所以大齿轮的尺寸非常大,以保证有足够的惯性。
当电机经过四级启动1/ 8电阻启动完毕后,此时转速达到额定转速,通过离合器与制动器的配合,使滑块上下运动,滑块从上死点运动至下死点再回到上死点为一个工作循环,上死点也就是滑块的上极限位,下死点既为滑块下极限位。
压力机滑块有两种工作方式:调整与单次,调整工作方式时,滑块可以点动的停在任何位置;单次工作方式时,踩下脚踏开关,滑块完成一个工作循环。
由于机械构造的原因,润滑对热模锻压力机尤为重要,在压机本体上有多处干油及稀油润滑监测点和温度监测点,如:曲轴干油润滑、高速轴稀油润滑、曲轴温度等,这些监测点将开关量信号传入PLC控制系统,实时反映各个监测点的状态,以防止润滑不到位导致机械设备损坏。
2 工艺流程该热模锻压力机采用KUKA机械手上料,棒料经过传送带进入中频加热炉进行加热,当温度达到900℃左右时,棒料从加热炉中送出,此时上料机械手抓起热棒料送入压力机第一个工位,机械手撤出等待锻压,压力机滑块向下动作时,滑块动力是靠电机的带动,在上下模具接触到之后,也就是到达下死点后,滑块是靠惯性向上动作,在向上运行的过程中,上下顶料器顶出,将工件顶出模具。
随着汽车行业的飞速发展,特别是乘用车的车型多元化、关键部件轻量化等发展趋势,对关键零部件锻坯质量的要求越来越高,国内的锻造行业落后的技术水平已很难匹配我国汽车行业的发展脚步。
相比而言,热模锻压力机具有动作精确可控,打击能量大,运行速度高,锻件精度好,适合于使用步进式机械手实现多工位自动化作业等特点,在国内外锻造行业的应用越来越广泛,具有广阔的市场前景和卓越的经济效益。
热模锻压力机是引进世界先进技术生产的系列产品,因其生产效率高、易于实现自动化、噪声和振动小等优点,因而在现代锻压生产中的应用日趋广泛,是现代锻造生产中不可缺少的高精锻设备。
扬力集团是国内较早研制中小型热模锻压力机的厂家之一,通过对现有技术进行改进与优化,现已开发出HGP4000以下全套系列产品,填补了公司在这一领域的空白。
为了适应不同模具对封闭高度的要求,在热模锻压力机上必须设有封闭高度调节装置[1],扬力在现有技术的基础上对封闭高度的调节装置进行了优化设计。
1传统热模锻压力机1.1封闭高度调节系统热模锻压力机封闭高度调整装置一般通过改变连杆长度A 来实现封闭高度调整。
如图1所示,在压力机正常工作时压紧杆6把偏心压力销1锁死,当需要调节封闭高度时,由油缸控制把压紧杆与偏心压力销1形成一定间隙[2],从而达到调节封闭高度所需的条件;偏心压力销1上加工有涡轮,涡轮是偏心的并与连杆小头和滑块的内圆弧面相接,滑块与连杆3的连接通过连杆销2和偏心压力销1实现。
由于偏心压力销1与连杆销2不同心,所以当电机3通过万向连轴器4、伞齿轮副5、由蜗杆6驱动偏心压力销转动时,偏心压力销1的中心发生变化,从而可以实现连杆长度A 的调节,最终实现压力机封闭高度的调整。
1.2封高调节装置缺点在压力机在工作过程中,滑块需要做上下往复运动,由于电机固定在导轨上,导致万向节连轴器的花键轴与花键套必须跟着上下往复运动。
如图2所示,万向节主要有花键轴、花键套、叉头组成,当花键收稿日期:2020-02-25;修订日期:2020-03-28作者简介:潘地磊(1989-),男,硕士,工程师,从事压力机机械设计。
MP-1600热模锻压力机精锻齿轮自动化锻造生产线技术方案一、生产线整体工艺方案:根据精锻齿轮生产特点,推荐MP1600热模锻压力机生产线,主要包含MP-1600热模锻压力机、自动送料装置(步进梁)、YKT-630热模锻压力机、传送带等。
用于精锻齿轮锻件的多工位自动化锻造生产,采用四工位温热精锻加冷精整的方式,热锻频率为每分钟8-10次,工艺技术方案如下:1、精密下料后的棒料成箱用叉车放入中频感应加热炉的料箱翻斗内,传送至步进式自动上料机,自动地把坯料输送到出料输送链上,进入夹辊轮进料系统,棒料以连续均匀的预定速度通过加热感应线圈加热至设定温度;通过温度分选机构,不合格棒料排除,合格棒料通过快速出料机构送入红件输送带。
2、红件输送带将棒料送入自动输送装置始端的翻转料槽,使棒料直立,便于输送装置的夹爪夹持。
3、自动输送装置(机械手)安装在MP热模锻压力机两侧,负责锻件的自动传送工作。
4、MP热模锻压力机具有四个锻造工位:镦粗、预锻、终锻、切边。
5、模具和模架安装在热模锻压力机上,通过自动喷雾装置进行润滑和冷却。
6、锻造完成后,锻件通过输送带传送至指定料框。
7、半轴齿轮:目前锻造工艺,Ø55X90,1.67kg ,压力机上工步为:镦粗—预锻—终锻—切边。
8、行星齿轮:目前锻造工艺,Ø35X64,0.48kg ,压力机上工步为:镦粗—预锻—终锻—切边。
9、锻件冷却后进行喷砂清理去除氧化皮,表面上油后在YKT-630热模锻压力机上进行冷精整达到需要锻件精度。
(下料、喷砂清理、上油设备和装置不含在以上方案中)以上工艺为理论计算,实际生产过程会稍有变化,根据生产情况可以进行完善和调整。
生产线外形布置图如下:二、MP-1600热模锻压力机和YKT-630冷挤压机:(一)压力机主要技术参数MP-1600(二)MP热模锻压力机主要特点1、机架:采用整体式铸造机身。
机架两侧开有侧窗口,方便横向送料。
如何设计热模锻压力机制动器以及离合器摘要:压力机在设计中因为结构特点以及工作要求往往都会使用浮动镶块以及盘式离合器进行制动器配合,这种方式在传统的热膜锻造设备中经常被采用,但是这样的结构扭矩传递较大,并且结构上不是很简洁且由于质量大所以在调整以及装卸上都存在着缺陷。
所以不宜使用在小型的压力机上。
关键词:离合器;设计;制动器;热模锻压力机压力机在传动控制上主要依赖的就是离合器以及制动器这两个部件,二者在热模锻压力机上协调配合对主传动进行控制。
电动机上的大小皮带轮是经过皮带进行传递的,以此完成例句的传动,离合器是安装在大皮带轮上的,而大皮带轮则连接着曲轴,并且制动器装配在曲轴另一端,在曲轴的中部连接着连杆,连杆以及滑块则是由压力销以及加紧杠杆连接成为一体的,去柄滑块在结构上主要由夹紧杠杆以及连杆以及滑块组成。
曲轴的两端分别装有制动器以及离合器,这样就可以通过布置来对转动惯量进行减少,从而降低从动部分因为惯量出现的一些不利的影响,另外可以对制动以及礼盒进行散热上的改善,从而在使用寿命上对摩擦片进行提高。
开动压力机后,首先制动器会脱开,紧接着就会和离合器相互结合,并且停止压力机运行状态之后,同样的首席脱离的是离合器,之后就会和制动器想结合。
通过对整个传动的过程分析可以了解到热模锻压力机中离合器的作用是对整个接卸部分工作运行的可以按照正常的驱动频率予以转动的保证,并且对工作扭矩进行传递,而制动器的工作则是对曲轴进行停止的,对其停止的时间进行保证,而且,还低滑块和与滑块相关的零件进行精确的定位,使得在电气以及气动系统因故障停止后得以保证设备安全。
1 结构在目前所使用的热模锻压力机中多采用的是启动摩擦结构的离合以及制动设备,而浮动镶块以及盘式优势气动摩擦的两种形式,而从摩擦盘数目上面又能够分成多盘以及单盘两种形式,而目前所用的mp热模锻压力机就是采用的浮动镶块的气动摩擦,在离合以及制动系统上具有紧凑简单的构造,并且质量也较小,转动惯量在冲动部分影响也不大,对离合器的散热功能较为有利,并且由于结构简单,因此拆装便捷,又能够延长摩擦块的寿命,并且易于保养,摩擦材料的更换也很容易,无论是制造还是使用成本都相对较低。
伺服曲柄压力机设计计算目录0 引言 (4)1 伺服曲柄压力机技术参数 (6)2伺服曲柄压力机原理与性能设计分析 (7)2.1 伺服曲柄压力机原理与分析 (7)2.2 伺服系统原理与分析 (8)2.3 曲柄压力机数控方法设计 (9)2.4 开关磁阻伺服曲柄压力机的特性分析 (10)3 伺服曲柄压力机工艺曲线设计分析 (13)3.1工艺曲线设计需求分析 (13)3.2曲柄滑块运动分析 (13)3.2.1滑块位移与曲柄转角的关系 (13)3.2.3滑块加速度与转角的关系 (15)3.3曲柄滑块运动工艺曲线设计计算 (16)3.3.1 滑块运动工艺曲线与曲柄转角的关系 (16)4 伺服曲柄压力机负载曲线设计分析 (35)4.1曲柄、连杆与滑块 (35)4.2.1连杆与滑块的受力分析 (35)4.2.2曲轴受转矩: (36)5 伺服曲柄压力机电机功率设计分析 (39)5 伺服曲柄压力机电机功率设计分析 (39)5.1伺服曲柄压力机的能量设计分析 (39)5.3电机驱动转矩与压力机负载扭矩的关系: (39)7 伺服曲柄压力机工作机构设计 (40)参考文献 (42)0引言1 伺服曲柄压力机技术参数2伺服曲柄压力机原理与性能设计分析3 伺服曲柄压力机工艺曲线设计分析4 伺服曲柄压力机负载曲线设计分析5 伺服曲柄压力机电机功率设计分析6 伺服曲柄压力机传动机构设计7 伺服曲柄压力机工作机构设计0 引言金属的锻压加工大量采用曲柄压力机,也称为冲床,据不完全统计,我国在用的曲柄压力机冲床数量高达数百万台。
目前,锻压生产所用曲柄压力机由高转差率的电动机驱动,由刚性离合器和摩擦离合器控制,存在安全性差、能耗高、故障率高的缺陷。
高转差率电动机的效率低于GB18613-2012《中小型三相异步电动机能效限定值及能效等级》,从2012年9月1日起被强制淘汰,选用高能效的电动机成为压力机换代升级的首要目标。
“开关磁阻电机系统是一种机电一体化节能型调速电机系统。
20MN热模锻液压机技术协议需方:XXXX科技有限公司供方:XXXX液压机电工程有限公司时间:XXXX年1月9日1、主要技术参数●公称力 20MN●主泵压力 25MPa●回程力1000 KN●压机最大开口高度1200 mm●滑块行程最大行程600 mm●滑块速度空程下行 250 mm/s压制速度 300mm/s(可调)回程速度 75 mm/s●工作台有效台面左右1000 mm前后1250 mm●顶出缸顶出力 1.5MN●顶出行程300mm●主功率与200MN压机共用一套液压系统2 、结构特点本机为钢板焊接框架主缸加压结构。
由主机架、液动换模装置、主工作缸和回程缸等部件组成,滑块上布置主工作缸;主机架为钢板焊接件,采用优质Q235一A钢板,C02气体保护焊工艺焊成。
焊后时效处理消除内应力;2.1主油缸:20MN。
2.2油缸:缸体材料35#锻件:柱塞45#锻件,表面中频淬火处理,硬度HRC45~52,耐磨。
油缸内密封件是专用产品。
2.3充液阀充液阀主要作用是供主油缸吸排油,当滑块快速下行时,由于主缸上腔内形成负压将充液阀吸开,充液箱内大量油液充入油缸内,当滑块停止运动时,充液阀在弹簧力的作用下关闭,当滑块回程时用于主缸排油。
3、液压装置和液压控制系统3.1液压动力站与200MN热模锻液压机共用一套液压动力站3.2液压控制系统(1) 液压系统工作压力为25MPa。
元件额定压力为31.5MPa利于提高液压系统零部件的寿命。
(2) 液压控制系统采用二通插装阀集成系统。
具有油阻小、通流量大、抗污染、响应快、安全可靠性高以及控制方式灵活和维修方便等优点,所有电磁阀采用大推力产品。
(4) 二通插装阀集成设计,布局合理,便于制造,非常方便调试和维修。
4、电气装置和电器控制系统4.1电气装置及控制系统(1)与200MN热模锻液压机共用一套电器控制系统。
(2) 操作按钮站:安装在压机右前侧,用于完成各种功能动作的操作。
DRC2000热模锻压力机优化设计常亮;王莹;刘兴刚;吕呈斌【摘要】DRC2000热模锻压力机是在引进世界先进生产技术基础上,经过不断改进、完善,充分吸收MP、SP热模锻压力机的优点而设计的,具有重量轻、刚性好、传动平稳、结构可靠、导向精度高、维修操作方便等特点,用于进行成批大量的黑色和有色金属的模锻和精整锻件,锻件精度高,材料利用率高,生产率高,易实现自动化,同时对工人的操作技术要求低,噪声和振动小,是现代锻造生产不可缺少的高精锻设备.%The DRC2000 hot forging press has been designed by aids of introduction of world advanced production technology through continuous improvement and perfection on the basis of fully absorbing the advantages of MP and SP hot die forging press.It has the advantages of light weight,good rigidity,stable transmission,reliable structure,high guiding precision,convenient operation & maintenance and other characteristics,which has been widely used in automobile and tractor and the internal combustion engine,ship,aviation,mining machinery,petroleum machinery,hardware tools manufacturing industry.It is for large batch production of ferrous and nonferrous die forging and finishing forging,and the forgings have advantages including high precision,high material utilization rate,high productivity,easy-to-realize automation,low technical requirements for labor,low noise and vibration,etc.Therefore it is used widely in the modern metal forming production,which is the essential high fine forging equipment in the modern forging production.【期刊名称】《锻压装备与制造技术》【年(卷),期】2017(052)001【总页数】4页(P44-47)【关键词】热模锻压力机;特点;优化设计;高精度【作者】常亮;王莹;刘兴刚;吕呈斌【作者单位】北方重工集团沈阳工程设计研究院有限公司,辽宁沈阳110141;北方重工集团沈阳工程设计研究院有限公司,辽宁沈阳110141;北方重工集团沈阳工程设计研究院有限公司,辽宁沈阳110141;北方重工集团沈阳工程设计研究院有限公司,辽宁沈阳110141【正文语种】中文【中图分类】TG315.5+1随着现代化工业的发展,热模锻压力机在模锻件的大批量生产中具有的高精度、高生产率及生产条件好等优点使其受到普遍重视,在锻造生产中的占比也越来越大。
专业课程设计目录1、设计任务................................................................................................................................ - 2 -2、锻压工艺性分析.................................................................................................................... - 2 -3、锻件图的设计........................................................................................................................ - 3 -3.1、确定分模面................................................................................................................ - 3 -3.2、确定机械加工余量和公差........................................................................................ - 3 -3.2.1、计算锻件质量m............................................................................................. - 4 -3.2.2 、计算锻件复杂系数C................................................................................... - 4 -3.2.3、材质系数M..................................................................................................... - 5 -3.2.4、模锻件加工余量的确定................................................................................ - 5 -3.3、确定模锻斜度............................................................................................................ - 6 -3.4、圆角半径.................................................................................................................... - 6 -3.5、综上所述可以得出冷锻件图.................................................................................... - 7 -4、终锻模膛设计........................................................................................................................ - 8 -4.1、绘制热锻件图............................................................................................................ - 8 -4.2、飞边槽的设计计算.................................................................................................... - 8 -4.2.1、毛边槽的形式................................................................................................ - 8 -4.2.2、毛边槽尺寸的确定........................................................................................ - 9 -4.3、选择钳口尺寸............................................................................................................ - 9 -5、制坯工步的选择及制坯模膛的设计.................................................................................. - 10 -5.1、确定加工工步经过分析,此长轴类锻件采用拔长-终锻工步。
热模锻压力机设计说明书
课程名称:现代设计
学院:机械工程学院
专业:机自
姓名:苏军
学号:1008030355
年级:机自107 班
任课教师:何玲
20013年 11 月20 日
设计任务书
小组成员:丁万飞韦晓光苏军王清鹤指导教师:何玲
一.题目:设计连杆式热模锻压力机。
压力机工作平稳,其中热模锻压力机由一般规模厂中小批量生产。
热模锻压力机传动系统简图
二.设计内容:
一)设计计算
1.传动零件的设计;
2.轴的设计;
二)图纸的绘制
热模锻压力机装配图绘制;零件图绘制
三)编写课程设计说明书
内容包括:目录、设计题目、设计内容、终结、参考文献。
三.设计要求
热模锻压力机装配图1张(A1)。
2、零件图一张(A4)
3、详细设计计算说明书1份(含标准封面、正文并装订)。
目录
一、设计说明 (1)
二、轴设计…………………………………………………………
1.偏心轴设计……………………………………………………
2.细长轴设计……………………………………………………
三、连杆设计………………………………………………………
四、齿轮设计………………………………………………………
五、设计优缺点分析………………………………………………
六、终结……………………………………………………………
七、参考文献………………………………………………………
一、设计说明
热模锻压力机在汽车、拖拉机、内燃机、船舶、航空、矿山机械、石油机械、五金工具等制造业中,用于进行成批大量的黑色和有色金属的模锻和精整锻件,
锻造出的锻件精度高,材料的利用率高,生产率高,易于实现自动化,对工人的操作技术要求低,噪声和振动小等优点。
设计一个连杆式两级传动热模锻压力机。
二、轴设计
1.偏心轴
轴总长d=1000mm
偏心轴效果图
2.细长轴
轴总长d=1000mm
细长轴效果图
三、连杆设计
效果图
四、齿轮设计
传动比i=3,模数m=4
z1=23,d1=270,B1=82,z2=68 ,d2=92,B2=80。
小齿轮效果图
大齿轮效果图
五、设计优缺点分析
装配图
优点:工作平稳,效率高,结果简单。
缺点:没有离合器,一旦工作无法及时停止,没有设计顶出工件装置。
六、总结
此次设计基本掌握了Solidworks软件的基本操作,更进一步理解设计的理念,本次设计加强了自己的动手能力,让我们知道设计一个机器的基本步骤,为今后的学习和工作都起到了很好的理论和实践作用。