液体复合软包装纸板生产探讨
- 格式:pdf
- 大小:122.24 KB
- 文档页数:2

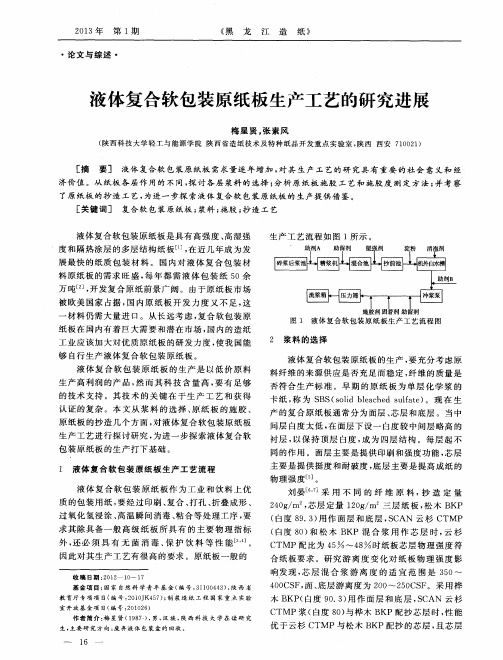
“液体复合软包装原纸板”概述摘要:介绍我国液体复合软包装的现状及市场发展潜力,研发生产液体复合软包装纸板,将给我国造纸企业带来更加广阔的发展前景与利润空间。
关键词:液体复合软包装原纸板;现状;前景;技术壁垒;高利润随着社会的进步,人民生活水平不断提高,群众消费观念也在不断更新,加之全球范围内声势浩大的环境保护运动,使具有用料少、废弃物低、易于回收再生的软包装需求日益增大,软包装工业的发展,必然需求更多的软包装原纸板,目前我国液体复合软包装原纸板大部分依赖于进口,因此,进一步研究和探索液体复合软包装原纸板的生产,使我国自行生产液体复合软包装原纸板,是国内造纸企业面对的一个重要课题。
1、“液体复合软包装原纸板”概述1.1、液体复合软包装简介。
液体复合纸软包装容器具有成本低,节省资源,便于回收、再生,以及可自行降解等优势,且有机械加工性能好,能适应高速机械化大生产,易于印刷,利于保存,使用时无毒无害的优点。
液体复合软包装开发始于02世纪05年代,到60年代即具有了商业规模的生产和供应,在70年代,国际市场上液体复合软包装材料的生产形成两大类型:一类是欧洲的TetraPark,占据了欧洲市场;另一类是美国开发的PurPak,占据了美洲市场。
我国的软包装发展与世界水平相比还有较大差距,软包装的食品消费,以纸盒为例,多的国家人均年消费量高达100包以上,世界人均也接近20包,而我国人均年消费只有2包多一些,同时软包装与同类包装所占比重,国外发达国家已占65%以上,有的已超过70%,而我国这个比重只占5%。
1.2、市场前景。
液体包纸原纸全球需求约200万吨,在欧美发达国家,液态无菌包装已经占整个饮料包装的65%以上,平均每年以5%-10%的速度增长,中国目前液态无菌包装纸的年消耗量约30万吨,并以每年超过30%的高速增长着。
当今复合软包装原纸板的生产主要在北欧、瑞典和芬兰,亚洲只有日本、印尼有少量的生产。
业界专家指出,复合软包装原纸板的生产,科技含量高、利润大,生产所用的原料是化浆和化机浆(PurPak 的除外),产成品价格每吨在1200美元左右,是以低价原料生产高利润的产品,产需关系现已经建立,而且稳定。

液体包装复合纸产业发展状况及针对性招商策略分析一、液体包装复合纸产业的兴起和发展进程简介1913年,丹麦出现了将牛乳进行超高温加热再进行无菌灌装的工艺方法,这种工艺作为一种无菌保藏方法于1921年获得过专利。
1917年,美国出现了用饱和蒸汽对罐盖进行高温杀菌,然后再将预杀菌的食品充填到罐内并封口的食品保藏方法的专利技术。
1923年,伦敦展出用无菌灌注设备生产的包装牛乳。
可见,无菌包装在20世纪20年代前后就诞生了,但那时只是处于研究阶段,直到1950年才进人应用阶段。
1950年,美国首次在市场上投放了商业无菌充填设备,与此同时,瑞典利乐公司也推出了牛乳的无菌包装系统。
20世纪60年代,包装用塑料得到迅速发展,这就给无菌包装的发展提供了广阔的天地,其优越性很快为广大消费者所认可,市场需求迅速扩大,促使无菌包装的技术、设备、容器材料等迅速发展。
1952年,美国Real Fresh公司推出罐装牛乳和乳制品、二片罐装布丁、果汁饮料等无菌包装产品。
1961年,瑞典的利乐公司成功开发UHT杀菌的牛乳无菌包装机,1963年研发了生产砖形纸盒(Tetra Brik)的无菌包装机,1969年开发成功纸盒无菌包装机。
到了20世纪90代初,国外无菌包装在食品包装中所占的比例,大包装已超过80%,小包装比例也在逐年增加。
至90年代中期,国外有30多家大型公司生产各种无菌包装设备,包括瑞典的利乐公司、美国的Scholle公司、James Dole公司、国际纸业公司、德国的PKL公司、日本的大日本印刷株式会社等。
另外还有许多生产包装材料、配套元器件的厂家。
目前国外半数以上的市场销售牛乳采用无菌包装方法,在发达国家中无菌包装在液体食品应用中占65%以上。
1、利乐公司发展历程一九五一年,Akerlund & Rausing 在Lund 成立一间子公司,即利乐公司。
于一九五二年,第一个制造四角型包装盒的利乐包机器正式投入生产行列。

复合软包装生产建设项目可行性研究报告
(一)
复合软包装是指由多种材料组合而成的柔性包装材料,广泛用于食品、药品、化妆品等行业。
目前市场需求不断增加,因此开展复合软包装
生产建设项目可行性研究,具有重要意义。
一、市场分析
复合软包装作为包装材料,在市场上的需求量逐年递增。
据相关数据
分析,未来数年内复合软包装的市场需求量将维持较高的增长速度。
二、技术分析
复合软包装生产技术比较成熟,具有良好的生产经验和技术水平。
同时,优秀的科研机构和团队也为复合软包装生产提供了技术支持和后
续服务。
三、人力资源分析
在复合软包装生产过程中,需要大量的技术工人和专业人才,因此项
目人力资源应该分析具体人才的供给情况,以充分利用人才资源来提
高项目效益。
四、投资及资金分析
涉及到建设成本、运营成本以及资金来源等问题。
在分析资金问题的
时候,建议制定详实可行的投资计划和成本控制方案。
同时,应该计
算好项目投资回收期和利润率,确保资金的安全性和投资回报率。
五、环保要求
在生产中应该注意减少环境污染,并定期开展环境监测和评估工作,确保复合软包装生产与保护环境相协调。
综上所述,复合软包装生产建设项目具有可行性。
通过市场、技术、人力资源、投资,环保等方面的分析,我们可以更好地了解复合软包装生产的情况,为实施项目提供重要的数据支持。
同时,也可以在项目建设中规避风险,提高项目效益和管理水平,为公司发展壮大打下坚实的基础。

软包装复合技术软包装复合技术是软包装材料的生产和加工工艺之一、在本技术中,两种或多种不同性能的材料通过复合的方式结合在一起,从而形成一个新的材料。
这种新材料拥有原材料的优点,并可以满足各种功能性要求,比如防潮、防氧、防光、抗压等。
1.预处理:预处理是将不同类型的基材或膜做适当的处理,以便能与粘合剂或涂层材料良好的结合。
一般会通过表面处理方式,例如冠状放电处理、等离子处理等,提高膜表面的自由能,从而提高其与涂层材料的粘接性能。
2.涂层或涂胶:涂层或涂胶是在基材或膜表面覆盖一层功能性的薄膜,以提高其性能或增加新的功能。
涂层或涂胶可以是单层也可以是多层,可以是连续的也可以是不连续的。
涂层或涂胶的材料可以是各种功能性材料,例如聚氨酯、聚醚、聚乙烯、聚酯、聚烯烃等。
3.复合:复合是将涂层或涂胶的材料与基材或膜紧密结合起来的过程。
复合可以通过热压、冷压、超声波、光固化等方法进行。
复合后的材料可以有更强的物理性能,更高的化学稳定性和更优的功能性能。
4.固化:固化是使复合的材料永久性的结合在一起的过程。
固化可以通过热、光、电、化学等方法进行。
在固化过程中,涂层或涂胶的材料会发生物理或化学变化,从而使之与基材或膜形成一个完整、坚固的结构。
5.切割:切割是将复合后的材料切割成所需的尺寸和形状的过程。
切割可以通过各种机械或激光设备进行。
软包装复合技术的优点有:设计灵活,可以通过调整复合的类型和数量来获得各种复杂的复合材料;节省资源,因为复合的材料一般来说都是较薄的,所以可以大大减少材料的用量;提高性能,复合后的材料一般都有着比原材料更强的物理性能和化学稳定性;增加功能,复合的材料可以根据需要添加各种功能性材料,从而使产品能满足更多的使用需求。
软包装复合技术在实际应用中主要有以下几种形式:一是基材与基材之间的复合,如纸与纸,塑料与塑料,金属与金属等的复合;二是基材与涂层之间的复合,如纸与塑料,塑料与金属,金属与瓷砖等的复合;三是基材、涂层与添加剂之间的复合,如纸、塑料、金属和燃料、润滑剂、抗静电剂等的复合。
“复合软包装”的技术性设计和制版问题(下)“复合软包装”的技术性设计和制版问题(下)清远新源小邓发表于2008年04月10日 12:12 阅读(19) 评论(0) 分类:个人日记举报5.虽然从原理上,所有的色彩都可以用三原色的叠加来产生,但事实上,有许多色纯度很高,很亮丽的颜色以及一些荧光色、透明色、金色、银色等特殊色,必须用专色才能印出,此时也必须制作专色版辊来印刷。
6.有些特殊的油墨如珠光油墨,由于油墨的颗粒较粗,其版辊应深些。
有些油墨如荧光色及一些较深的透明色,由于其油墨显色性较差,要达到较深颜色,必须将版辊做得很深。
由于颗粒较粗等原因,一般珠光油墨、金色油墨和银色油墨不宜采用挂浅网印刷。
7.应特别注意尽量不要在纵向的某一位置上图案和线条过于密集,否则印刷收卷时该位置会产生暴筋,压力较大而引起油墨倒粘,这时可以采用适度挂网的方法来减少油墨层的厚度。
8.扩浅问题。
当一个文字图案和另一个文字图案完全相嵌套印时,应将浅色文字图案扩充适当尺寸(一般为0.2—0.4mm),使之与较深色文字图案重叠,否则在印刷过程中很容易在结合处露出底色。
至于扩浅多少与颜色有关,若两颜色是对色,其重叠部份产生黑线,影响美观,应尽量少扩。
9.色序问题,一般里印由深色到浅色,而表印一般先用浅色后印深色。
两者看来不一样,实际从人的肉眼看到先后次序完全一样的,即先看到的为深色。
对于有照片的彩色印刷中,三原色应连续印刷,不要在其中夹别的专色,否则不利于三原色的套印和各层油墨的溶合,印出的照片效果会差些。
10.挂网有粗细之分,相同的百分数下,一般粗网的网点容易再现。
但如果文字图案的网点大粗,其笔画的线条将不平滑,影响美观。
在挂网设计时应注意有些颜色(如墨绿色),在一定挂网百分数范围内很难得到平滑光亮的印刷效果,会出现流泪或水波纹状。
三、印刷色彩方面的设计美术设计人员对纸张印刷比较熟悉,常常用纸张上的颜色来要求塑料凹版印刷。
设计人员给出的颜色常常是纸张上PANTONE色标,或给出纸张上MCYK色标值。