深度游标卡尺使用说明书.
- 格式:doc
- 大小:23.00 KB
- 文档页数:4
游标卡尺操作说明书游标卡尺是一种常用的测量工具,可以用来测量物体的长度、宽度和深度等尺寸。
本说明书将详细介绍游标卡尺的操作步骤,并提供一些技巧和注意事项,以帮助您正确并高效地使用游标卡尺。
一、游标卡尺的组成部分游标卡尺由主尺、游标和测量爪组成。
主尺上标有毫米刻度,游标上则标有十分之一毫米刻度。
测量爪用于夹取待测物体,确保准确测量。
二、游标卡尺的操作步骤1. 确定测量对象:在使用游标卡尺进行测量之前,首先确定所要测量的物体。
确保物体表面干净整齐,并处于完全静止状态。
2. 开合卡尺:将游标卡尺的两个测量爪完全张开,以便能够夹取待测物体。
3. 夹取物体:将游标卡尺的测量爪轻轻地夹取住待测物体。
确保夹取牢固而又不会对物体造成任何损坏。
4. 闭合卡尺:缓慢闭合游标卡尺的测量爪,直到两个爪完全贴合在待测物体上。
同时要保持卡尺的水平,以确保准确测量。
5. 读取刻度:通过对准游标上的刻度,读取测量结果。
主尺上的毫米刻度可以直接读取,而游标上的十分之一毫米刻度需要结合主尺上的刻度来读。
6. 记录结果:根据读取的刻度数值,在纸上或计算机中记录测量结果。
如果需要多次测量同一个物体,建议进行多次测量并取平均值,以提高测量精度。
三、使用技巧和注意事项1. 保持卡尺清洁:在使用游标卡尺之前,确保卡尺的测量爪和刻度线清洁无尘。
可使用干净的布或纸巾轻轻擦拭。
2. 注意测量角度:在夹取物体时,要尽量保持卡尺与物体垂直。
斜着夹取物体会导致测量结果不准确。
3. 避免过度力度:在闭合卡尺测量时,不要施加过大的力量,以免损坏待测物体或影响测量结果。
4. 注意零位偏移:在测量开始前,应检查游标卡尺的零位偏移情况。
如果发现有偏移,可通过调整游标位置使其回到零位。
5. 熟悉刻度:在使用游标卡尺之前,要先了解游标和主尺上的刻度含义,并熟悉如何读取刻度。
6. 储存注意:在使用完毕后,应将游标卡尺存放在干燥、清洁的地方,避免与其他物体接触,以免造成损坏或刻度模糊。
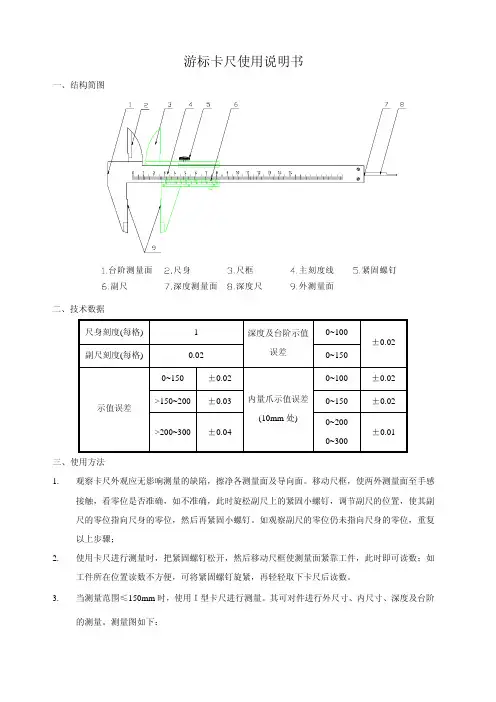
游标卡尺使用说明书一、结构简图二、技术数据尺身刻度(每格) 1 0~100副尺刻度(每格) 0.02深度及台阶示值误差0~150±0.020~150±0.02 0~100 ±0.02 >150~200 ±0.03 0~150 ±0.02示值误差>200~300±0.04内量爪示值误差(10mm 处)0~2000~300 ±0.01三、使用方法 1.观察卡尺外观应无影响测量的缺陷,擦净各测量面及导向面。
移动尺框,使两外测量面至手感接触,看零位是否准确,如不准确,此时旋松副尺上的紧固小螺钉,调节副尺的位置,使其副尺的零位指向尺身的零位,然后再紧固小螺钉。
如观察副尺的零位仍未指向尺身的零位,重复以上步骤; 2.使用卡尺进行测量时,把紧固螺钉松开,然后移动尺框使测量面紧靠工件,此时即可读数;如工件所在位置读数不方便,可将紧固螺钉旋紧,再轻轻取下卡尺后读数。
3.当测量范围≤150mm 时,使用I型卡尺进行测量。
其可对件进行外尺寸、内尺寸、深度及台阶的测量。
测量图如下:台阶测量深度测量4.读数方法:尺身的刻度读出整数部分,副尺刻度指向尺身刻度成一条直线时读出小数部分(主尺每格是1mm,副尺每格是0.02mm)。
测量例图如下:尺身刻度: 32.00副尺指向尺身的刻度: 0.68读数: 32.68四、注意事项1.保持各测量面和其它表面的清洁;2.由于深度尺裸露在外面,在使用时若遇齿条内有污物、铁屑等杂物,请用包装盒内毛刷将其清净;3.使用中应轻拿轻放,不得有强力冲击,否则将导致卡尺移动不平稳,甚至损坏卡尺;4.使用后,将卡尺清净、测量面涂油并放入包装盒内贮存;。
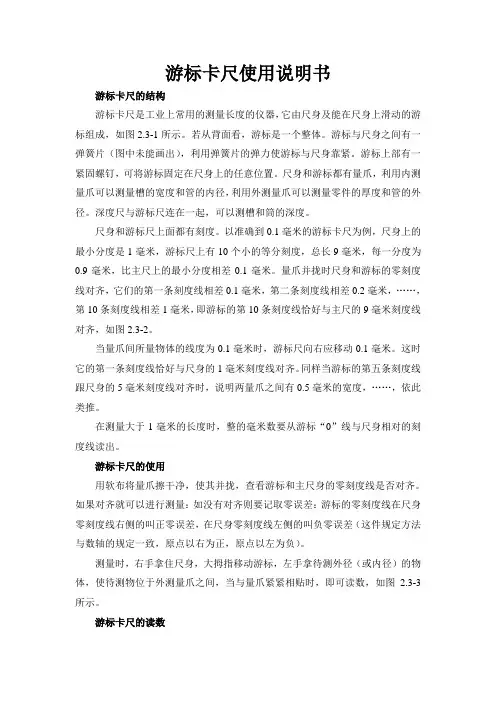
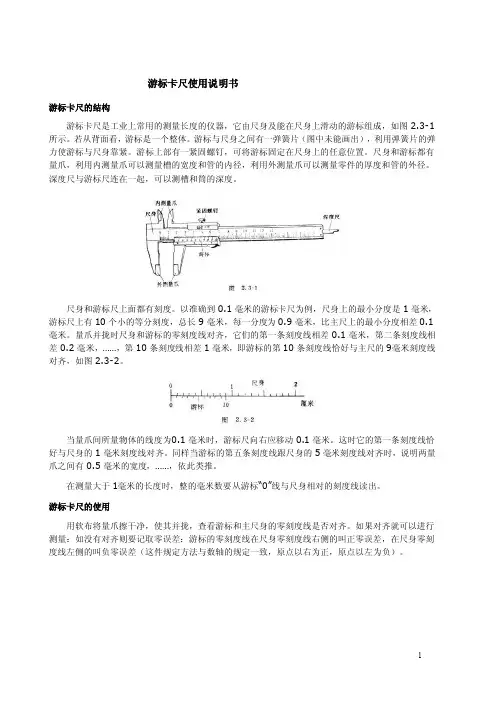
游标卡尺使用说明书游标卡尺的结构游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如图 2.3-3所示。
游标卡尺的读数读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进展读数的测量器具。
游标卡尺〔简称卡尺〕。
游标卡尺可以测量产品的内、外尺寸〔长度、宽度、厚度、内径和外径〕,孔距,高度和深度等。
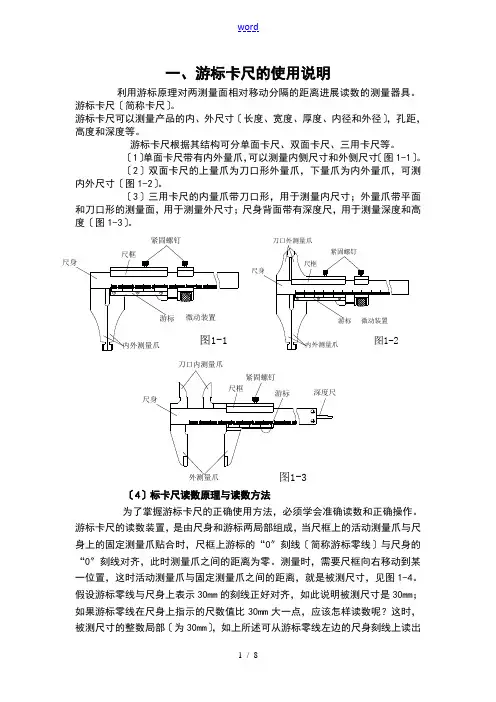
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
〔1〕单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸〔图1-1〕。
〔2〕双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸〔图1-2〕。
〔3〕三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度〔图1-3〕。
〔4〕标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两局部组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0〞刻线〔简称游标零线〕与尺身的“0〞刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假设游标零线与尺身上表示30mm的刻线正好对齐,如此说明被测尺寸是30mm;如果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被测尺寸的整数局部〔为30mm〕,如上所述可从游标零线左边的尺身刻线上读出来〔图中箭头所指刻线〕,而比1mm小的小数局部如此是借助游标读出来的〔图图1-4:游标卡尺测量尺寸游标的小数局部读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数局部;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数局部〔即游标读数值乘其对齐刻线的顺序数〕;C、得出被测尺寸——把上面两次读数的整数局部和小数局部相加,就是卡尺的所测尺寸。
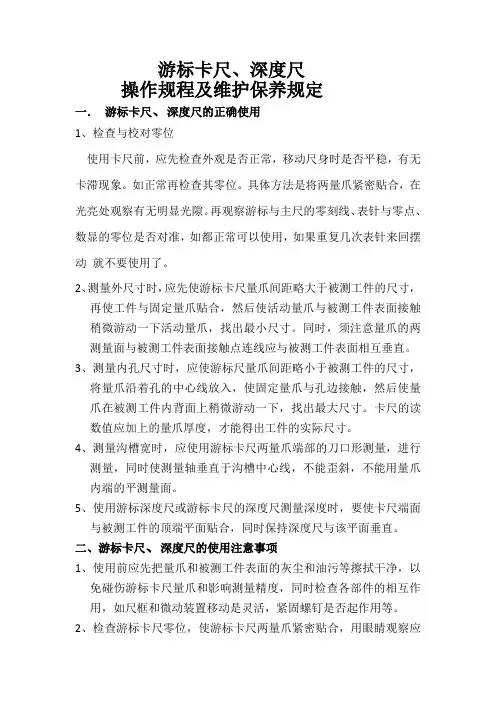
游标卡尺、深度尺操作规程及维护保养规定一.游标卡尺、深度尺的正确使用1、检查与校对零位使用卡尺前,应先检查外观是否正常,移动尺身时是否平稳,有无卡滞现象。
如正常再检查其零位。
具体方法是将两量爪紧密贴合,在光亮处观察有无明显光隙。
再观察游标与主尺的零刻线、表针与零点、数显的零位是否对准,如都正常可以使用,如果重复几次表针来回摆动就不要使用了。
2、测量外尺寸时,应先使游标卡尺量爪间距略大于被测工件的尺寸,再使工件与固定量爪贴合,然后使活动量爪与被测工件表面接触稍微游动一下活动量爪,找出最小尺寸。
同时,须注意量爪的两测量面与被测工件表面接触点连线应与被测工件表面相互垂直。
3、测量内孔尺寸时,应使游标尺量爪间距略小于被测工件的尺寸,将量爪沿着孔的中心线放入,使固定量爪与孔边接触,然后使量爪在被测工件内背面上稍微游动一下,找出最大尺寸。
卡尺的读数值应加上的量爪厚度,才能得出工件的实际尺寸。
4、测量沟槽宽时,应使用游标卡尺两量爪端部的刀口形测量,进行测量,同时使测量轴垂直于沟槽中心线,不能歪斜,不能用量爪内端的平测量面。
5、使用游标深度尺或游标卡尺的深度尺测量深度时,要使卡尺端面与被测工件的顶端平面贴合,同时保持深度尺与该平面垂直。
二、游标卡尺、深度尺的使用注意事项1、使用前应先把量爪和被测工件表面的灰尘和油污等擦拭干净,以免碰伤游标卡尺量爪和影响测量精度,同时检查各部件的相互作用,如尺框和微动装置移动是灵活,紧固螺钉是否起作用等。
2、检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙,同时观察游标零刻线与尺身零线是否对准,游标的尾刻线与尺身的相应刻线是否一致。
最好把游标卡尺量爪闭合三次,观察各次读数是否一致,如果三次读数虽然不是“零”,但读数三次完全一样,可把这数值记下来在测量时加以修正。
3、使用游标时要掌握好量爪面同工件表面接触时的压力,既不太大,也不太小刚好使测面与工件接触,同时量爪还能沿着工件表面自由滑动,有微动装置的游标卡尺应使用微动装置。
游标卡尺使用说明书游标卡尺的结构游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如图2.3-3所示。
深度游标卡尺使用方法1. 什么是深度游标卡尺深度游标卡尺(Depth Vernier Caliper)是一种用于测量物体深度的工具。
它是游标卡尺的一种特殊形式,相比于一般的游标卡尺,深度游标卡尺更加精确,可以测量更加细小的物体。
2. 深度游标卡尺的结构深度游标卡尺由游标卡尺、碳钢尺片、测量槽和深度杠杆四个部分组成。
其中游标卡尺用来读取测量值,碳钢尺片和测量槽组成一个夹具,可以夹住要测量的物体,深度杠杆可以被用来测量物体的深度。
3. 如何使用深度游标卡尺3.1 准备工作在使用深度游标卡尺之前,应当确保它的表面是干燥的,内部的滑轨是光滑的。
如果需要进行校准,可以用一个已知长度的物体进行校准。
3.2 夹住被测物体将需要测量深度的物体夹进测量槽中。
夹住物体时应该夹住尽可能靠近深度杠杆的一端,这样可以尽可能减小测量误差。
3.3 读取测量值移动深度杠杆到和物体表面平行的位置,通过游标卡尺读取测量值。
由于游标卡尺的精度极高,可以读取到比较精确的深度测量值。
3.4 计算深度值将读取的深度测量值和夹口长度相加,就可以得到该物体的深度值。
如果需要进行多次测量,可以将多次测量值取平均值来减小误差。
4. 深度游标卡尺的注意事项在使用深度游标卡尺的时候需要注意以下几点:4.1 轻拿轻放深度游标卡尺的内部结构较为精细,需要轻拿轻放,避免过度用力造成损伤。
4.2 避免碰撞在使用深度游标卡尺时,应避免与其他硬物碰撞,以免损坏测量装置。
4.3 存放位置深度游标卡尺应放置在干燥通风的地方,切勿长时间放置在潮湿的环境中。
4.4 定期校准深度游标卡尺是一种精密的测量工具,需要定期校准,以确保测量精度。
5. 结论深度游标卡尺是一种精密的测量工具,可以用于测量物体的深度。
使用时需要注意一些问题,包括轻拿轻放、避免碰撞、存放位置和定期校准。
通过合理使用深度游标卡尺,可以提高测量的精度和减小误差。
深度卡尺使用方法
深度卡尺是一种用于测量物体的厚度、深度或间隙的工具。
下面是深度卡尺的使用方法:
1. 准备工具:深度卡尺和待测物体。
2. 调整卡尺:打开卡尺并调整刻度以使其与待测物体相吻合。
确保刻度尺端部分靠着待测物体。
3. 放置卡尺:将卡尺的测量面部分轻轻放置在待测物体的表面上。
确保卡尺与物体表面紧密接触。
4. 读取测量结果:使用眼睛或螺丝刀的刻度,读取卡尺上与物体表面相接触的刻度。
这个刻度将显示出待测物体的深度或厚度。
5. 记录数据:将测量结果记录下来,以便后续使用或参考。
6. 注意事项:在使用深度卡尺时要保持稳定,避免卡尺晃动或移动,以确保准确测量。
另外,要小心刻度尺的锋利边缘,以免伤到手指。
需要注意的是,深度卡尺的测量精度取决于其自身的准确程度以及使用者的技巧。
在使用前,建议先校准卡尺,比较准确的测量值可以通过多次测量取平均值来得
到。
深度游标卡尺使用说明书感谢您对我们的信任,欢迎您选用本公司的产品,本公司将热诚为您服务。
为使您更方便、更快捷地使用本产品,请您在使用前认真阅读此说明书,并放于方便位置以备日后查阅。
深度游标卡尺是利用游标原理对深度进行测量的工具。
结构简图基本参数:测量范围mm游标读数值mm量爪长(桥长mm型式0 ~ 200 0.02,0.05100普通、钩型、针型0 ~ 300 0.02,0.05100,125,150 普通、钩型0 ~ 500 0.02,0.05150 普通、钩型性能特点:* 采用不锈钢或优质碳素钢材料。
* 尺身刻线面无光泽镀铬,激光刻线。
几种不同款式及其应用:1.普通直杆深度尺(如图2所示。
2.钩型深度尺可用来测量阶梯孔槽的深度和壁厚(如图3所示。
3.针型深度尺主要用来测量小孔的深度(如图4所示。
读数方法:如图5所示,当尺身刻度值为1 mm,游标读数值为0.02 mm时,如尺身读数是10mm,游标读数是0.56 mm,测量结果就是:10.56 mm注意事项:* 使用前,松开尺框上紧固螺钉,并将尺框平稳拉开,用布将测量面、导向面擦干净。
* 测量时,尺身与被测工件底面相垂直。
¾使用完毕,要把尺身退回原位,用紧固螺钉固定住,擦净上油,放到卡尺盒内。
¾不要将卡尺放在磁性物体上。
发现卡尺带有磁性,应及时退磁后方可使用。
信誉卡(保修单*本公司产品合格证即信誉卡,保修及服务内容请见信誉卡有关条目。
*本公司致力于追求完美无止境,实际产品和说明书可能略有不同,恕不另行通知,敬请见谅。
靖江量具有限公司。
遊標卡尺的使用
如果待測的外徑、內徑和深度為十幾釐米至幾十釐米,而測量的精度要求較高,可使用遊標卡尺(圖5-13)。
測量外徑時用C、D端,測量內徑時用A、B端,測量深度時用E、F端。
遊標卡尺的主尺是固定的,遊標可以沿主尺滑動,當左、右腳CD合在一起時,遊標上的零刻度線與主尺的零刻度重合;兩腳夾緊球體時,遊標的零刻度線對準的主尺刻度即為球體的直徑。
讀數方法如圖5-13所示,遊標的零刻度線落在主尺的14毫米與15毫米之間,顯然球體直徑大於14毫米小於15毫米,如何確定小數點後的數值呢?我們看到,遊標上除第6條刻度線與主尺的刻度線正對外,其餘刻度線都不正對,因此小數點後的值為6,即球直徑為14.6毫米。
如此類推。
深度游标卡尺用于测量凹槽或孔的深度、梯形工件的梯层高度、长度等尺寸,平常被简称为“深度尺”,我司的深度游标卡尺如左图所示,由游标、测量基座、紧固螺钉、尺身、尺框组成。
1)测试前用软布将测量端面擦干净,在水平台上查看尺框和主尺身的零刻度线是否对齐。
若未对其,应送技质部或有关部门调整。
2)测量时先将尺框的测量面贴合在工件被测深部的顶面上,注意不得倾斜,然后将尺身推上去直至尺身测量面与被测深部手感接触,然后锁紧紧固螺钉。
4、读数时,应使视线正对刻线读数
1.轻拿轻放。
2.不要要把卡尺当作卡钳或镙丝扳手等其他工具使用。
3.不允许过分地施加压力,所用压力应使测量基座刚好接触零件基准表面,尺身刚好接触测量平面
4.卡尺使用完毕必须擦净上油,放回到卡尺盒内;不得放在潮湿、湿度变化大的地方。
A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;
B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);
C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
深度游标卡尺使用作业指导书量具简介
操作规范
保养及保管
读数方法
设计(日期)审核(日期)批准(日期)。
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1—2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1—3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0"刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm的刻线正好对齐,则说明被测尺寸是30mm;如果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm),如上所述可从游标零线左边的尺身刻线上读出来(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0。
7mm),二者之和被测尺寸是30.7mm,这图1—4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数--看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸-—把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸.(1)注意事项A、清洁量爪测量面。
深度游标(数显)卡尺
可用于测量阶梯、盲孔沟槽等深度尺寸,公司主要用数显深度尺测量卡环槽的宽度及卡环槽到其他工作面的深度尺寸。
2.1使用方法a)校准:把尺框基准面靠在平板或被测件的顶面上,左手稍加压力,不要倾斜、右手向下轻推尺身,当尺身下端面与平板或被测面顶面接触后,观察零位是否准确,数显深度尺则直接清零即可。
b)测量(阶梯)盲孔:使用方法与校准相同,当尺身下端面于被测面底面接触后直接读数或者用紧固螺钉把尺身固定好,取出深度尺进行读
数,读数方法与游标卡尺相同。
c)测量沟槽宽度:使用方法与校准相同,用测量爪的双钩分别与被测槽上下面接触,与其中一面接触时清零,与另一面接触时读数即可。
d)卡环槽到另一端面的距离:使用方法与校准相同,用测量爪的双钩分别与被测槽与端面接触,与其中一面接触时清零,与另一面接触时读
数即可。
2.2数显深度尺注意事项使用时要注意观察电量是否充足。
•双钩深度尺使用前必须检查测头是否松动,否则测量结果会有很大误差,甚至会造成工件成批报废。
如发现测头松动不可自行调整必须拿到计量
室。
•尺身移动时应平稳不可突然快速移动,否则将造成显示错误。
•测量爪的底面不作为测量面,使用时需注意。
•在使用中避免接触切削液或油等液体,以免损坏数显部分,使用完毕后要及时切断电源。
深度游标卡尺作业指导书一、结构原理、规格、用途1.结构原理深度游标卡尺简称深度尺,它是利用游标原理对尺身测量面与尺框测量面相对移动分隔的距离,进行读数的深度测量工具。
深度尺由尺身、尺框、游标和尺座等组成,如下图。
2.常用规格深度游标卡尺规格: 0-125mm , 0-150mm 、0-300mm , 0-500mm。
尺身与尺框的测量面的粗糙度,当装标分度值为O.02mm时, Ra≤O.16um;当游标分度值为O.05mm或O.10mm时,Ra≤O. 32um。
3.主要用途深度尺主要用于测量工件的盲孔、阶梯形孔及凹槽等深度尺寸。
二、使用方法1.检查外观深度游标卡尺的表面上,不应有锈蚀、碰伤或其他缺陷。
刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边缘。
深度游标卡尺上应标有分度值、工厂标志和出厂编号。
2.检查备部分的相互作用尺框沿尺身移动应平稳、无晃动,不应有阻滞或松动现象。
紧固螺钉的作用应可靠。
若微动装置的深度尺,微动装置的空程应不超远1/2转。
3.校“零”位在1级平板上,擦净平板和深度尺的测量面,再将深度尺放在平板上,左手压住尺座,右手向下推尺身使它和平板接触,再看游标的"零"刻线与尺身的"零"刻线是否重合,若重合,则"零"位正确。
不重合,分度值为O.02mm 、O.05mm的深度尺零位偏差大于±O.005mm ,分庭值为O.10mm的深度尺零位偏差大于±O.010mm ,则应检查调修至合格。
4.测量方法深度游标卡尺测深时,将尺座底面贴放在被测件的定位面上(如下图),左手压住尺座,右手缓慢往下推尺身,尺身应保持垂直(不能歪斜,否则将导致测量不准) ,当尺身的测量端面与被测件的被测底部接触时,即可读出被测数值。
三、使用保养注意事顶1.使用后清清量具,将深度游标卡尺的测量面和尺身用干净软布擦去手指印、杂质和油污,测量面轻涂一层润滑油,固定放置于量具盒内。
游标卡尺的使用说明1、游标卡尺利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
(1)面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm的刻线正好对齐,则说明被测尺寸是30mm;如果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm),如上所述可从游标零线左边的尺身刻线上读出来(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
深度游标卡尺使用说明书
感谢您对我们的信任,欢迎您选用本公司的产品,本公司将热诚为您服务。
为使您更方便、更快捷地使用本产品,请您在使用前认真阅读此说明书,并放于方便位置以备日后查阅。
深度游标卡尺是利用游标原理对深度进行测量的工具。
结构简图
基本参数:
测量范围mm
游标读数值
mm
量爪长(桥长
mm
型式
0 ~ 200 0.02,0.05100
普通、钩型、
针型
0 ~ 300 0.02,0.05100,125,150 普通、钩型
0 ~ 500 0.02,0.05150 普通、钩型
性能特点:
* 采用不锈钢或优质碳素钢材料。
* 尺身刻线面无光泽镀铬,激光刻线。
几种不同款式及其应用:
1.普通直杆深度尺(如图2所示。
2.钩型深度尺可用来测量阶梯孔槽的深度和壁厚
(如图3所示。
3.针型深度尺主要用来测量小孔的深度(如图4
所示。
读数方法:
如图5所示,当尺身刻度值为1 mm,游
标读数值为0.02 mm时,如尺身读数是10
mm,游标读数是0.56 mm,测量结果就是:
10.56 mm
注意事项:
* 使用前,松开尺框上紧固螺钉,并将尺框
平稳拉开,用布将测量面、导向面擦干净。
* 测量时,尺身与被测工件底面相垂直。
¾使用完毕,要把尺身退回原位,用紧固螺
钉固定住,擦净上油,放到卡尺盒内。
¾不要将卡尺放在磁性物体上。
发现卡尺带有磁性,应及时退磁后方可使用。
信誉卡(保修单
*本公司产品合格证即信誉卡,保修及服务内容请见信誉卡有关条目。
*本公司致力于追求完美无止境,实际产品和说明书可能略有不同,恕不另行通知,敬请见谅。
靖江量具有限公司。