数控系统硬件结构
- 格式:pdf
- 大小:208.15 KB
- 文档页数:2
数控系统的基本硬件结构一、基本硬件组成数控系统(CNC)通常由微机基本系统、人机界面接口、通信接口、进给轴位置掌握接口、主轴掌握接口以及帮助功能掌握接口等部分组成。
二、微机基本系统通常微机基本系统是由微处理器CPU、存储器(EPROM、RAM)、定时器、中断掌握器、输入输出接口等组成。
(1)微处理器CPU 它是整个数控系统的核心,常用的有8位、16位、32位的CPU。
对于中、低档的数控系统,一般采纳8位或16位CPU,对于高档的数控系统,一般采纳32位CPU。
(2)存储器它分为只读存储器(ROM)和随机存储器(RAM)。
ROM主要用来存储数控系统的掌握软件,RAM主要用来存储用户的零件加工程序和数据等。
存储器容量的大小,由数控系统的简单程度和用户的需求来打算,如图2-2所示。
CPU中断向量存放区系统掌握软件数据暂存区刀具参数表G53-G59参数表丝杠间隙值螺距误差表系统参数表零件加工程序名目零件加工程序存放区图2-2(3)定时器与中断掌握器它用于计算机系统的定时掌握与多级中断管理。
三、接口1. 人机界面接口2. 通信接口一般CNC装置带有RS232C串行接口或DNC通信接口,可实现DNC 方式的数控加工。
高档的CNC装置还配有FMS等高性能通信接口,按制造自动化协议(manufacturing automation protocol, MAP)等通信,可实现车间或工厂生产自动化。
3. 进给轴的位置掌握接口实现进给轴的位置掌握包括三个方面的内容:一是进给速度的掌握,二是插补运算,三是位置闭环掌握。
进给轴位置掌握接口包括模拟量输出接口和位置反馈计数器接口。
模拟量输出接口采纳数模转换器DAC,输出模拟电压,用以掌握速度伺服单元。
模拟电压的正负和大小分别打算了电动机的转动方向和转速。
位置反馈计数器接口能检测并记录位置反馈元件(如光电编码器)所发回的信号,从而得到进给轴的实际位置。
4. 主轴掌握接口主轴S功能可分为无级变速、有级变速和分段无级变速三大类。
参考资料:/%C5%C9%BF%CB652/blog/item/040742fc5ab3e50eb17e c577.html一、CNC系统的基本构成CNC系统是一种用计算机执行其存储器内的程序来实现部分或全部数控功能的数字控制系统。
由于采用了计算机,使许多过去难以实现的功能可以通过软件来实现,大大提高了CNC系统的性能和可靠性。
CNC系统的控制过程是根据输入的信息,进行数据处理、插补运算,获得理想的运动轨迹信息,然后输出到执行部件,加工出所需要的工件。
CNC系统由硬件和软件组成,软件和硬件各有不同的特点。
软件设计灵活,适应性强,但处理速度慢;硬件处理速度快,但成本高。
CNC的工作是在硬件的支持下,由软件来实现部分或大部分的数控功能。
二、CNC系统的硬件结构CNC系统的硬件结构可分为单微处理器结构和多微处理器结构两大类。
早期的CNC系统和现有的一些经济型CNC系统采用单微处理器结构。
随着CNC系统功能的增加,机床切削速度的提高,单微处理器结构已不能满足要求,因此许多CNC系统采用了多微处理器结构,以适应机床向高精度、高速度和智能化方向的发展,以及适应计算机网络化及形成FMS和CIMS的更高要求,使CNC系统向更高层次发展。
1.单微处理器结构图6-3CNC系统硬件的组成框图所谓单微处理器结构,即采用一个微处理器来集中控制,分时处理CNC系统的各个任务。
某些CNC系统虽然采用了两个以上的微处理器,但能够控制系统总线的只是其中的一个微处理器,它占有总线资源,其他微处理器作为专用的智能部件,不能控制系统总线,也不能访问存储器,是一种主从结构,故也被归入单微处理器结构中。
单微处理器结构的CNC系统由计算机部分(CPU及存储器)、位置控制部分、数据输入/输出等各种接口及外围设备组成。
CNC系统硬件的组成框图可参见图6-3。
(1)计算机部分计算机部分由微处理器CPU及存储器(EPROM、RAM)等组成。
微处理器执行系统程序,首先读取加工程序,对加工程序段进行译码、预处理计算等,然后根据处理后得到的指令,对该加工程序段进行实时插补和对机床进行位置伺服控制;它还将辅助动作指令通过可编程控制器(PLC)发给机床,同时接收由PLC返回的机床各部分信息并予以处理,以决定下一步的操作。

数控系统原理图
数控系统原理图示如下:
[图 1]
该系统由主控制器、执行机构、传感器和输入设备等部分组成。
主控制器负责接收输入设备传来的指令,并根据设定的程序进行运算和控制。
执行机构则根据主控制器发出的信号,完成相应的运动和加工操作。
主控制器中包含算法处理单元、存储器和接口控制矩阵等部分。
算法处理单元负责根据输入指令和存储器中的程序,进行运算并生成控制信号。
存储器用于存储各类程序和数据,以供算法处理单元使用。
接口控制矩阵则负责将算法处理单元生成的信号转化为执行机构能够理解的形式。
执行机构主要包括主轴、刀具和工件夹持装置等。
主轴负责传动刀具进行加工操作,刀具则完成具体的切削或加工动作,工件夹持装置则固定工件,保证加工的稳定性和精度。
传感器用于检测执行机构的运动状态和加工过程中的参数,并将检测到的信号反馈给主控制器。
主控制器根据传感器反馈的信息,可以实时调整和控制执行机构的运动,保证加工的准确性和质量。
输入设备用于操作和输入加工程序。
例如数字显示屏、键盘和鼠标等。
用户可以通过输入设备选择程序、设定加工参数和操作方式等。
以上是数控系统的原理图说明。
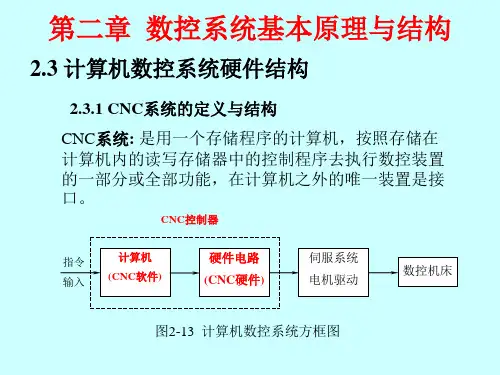
第二章数控系统的基本结构第一节数控系统的硬件结构
一、数控系统硬件结构的类型
1.大板式结构和模块化结构
2.专用型结构和开放式结构
3.单微处理器结构和多微处理器结构
二、数控系统硬件结构主要组成部分的功能
1.微处理器和总线
2.存储器
3.定时器和中断控制器
4.位置控制器
5.可编程控制器接口
三、输入/输出接口
1.纸带阅读机接口
2.键盘MDI接口
3.数码显示器接口
4.CRT显示器接口
5.直流开关量输入接口
6.直流开关量输出接口
7.模拟量输入/输出接口
8.通信接口
第二节数控系统的软件结构
一、数控系统软硬件界面
二、数控系统软件的内容
三、数控系统软件的结构特点
1.数控系统的多任务并行处理
2.实施中断处理
四、数控系统软件的结构
1.前后台型结构
2.中断型结构
第三节、数控系统的信息处理
一、输入
1.输入过程
2.键盘输入
二、存储
三、译码
1.代码的识别
2.功能码的译码
四、运算
1.刀具补偿
2.速度处理
3.插补
4.位置控制处理。
数控系统科技名词定义中文名称:数控系统英文名称:numerical control system定义:能按照零件加工程序的数值信息指令进行操纵,使机床完成工作运动并加工零件的一种操纵系统。
所属学科:机械工程(一级学科);切削加工工艺与设备(二级学科);自动化制造系统(三级学科)本内容由全国科学技术名词审定委员会审定公布数控系统是数字操纵系统的简称,英文名称为(Numerical Control System),依照计算机存储器中存储的操纵程序,执行部分或全部数值操纵功能,并配有接口电路和伺服驱动装置的专用计算机系统。
通过利用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作操纵,它所操纵的通常是位置、角度、速度等机械量和开关量。
目录数控系统差不多构成差不多分类进展趋势工作流程应用举例SAJ变频器S350应用数控系统差不多构成差不多分类进展趋势工作流程应用举例SAJ变频器S350应用展开数控系统编辑本段数控系统是数字操纵系统简称,英文名称为Numerical Control System,早期是由硬件电路构成的称为硬件数控(Hard NC),1970年代以后,硬件电路元件逐步由专用的计算机代替称为计算机数控系统。
计算机数控(Computerized numerical control,简称CNC)系统是用计算机操纵加工功能,实现数值操纵的系统。
CNC系统依照计算机存储器中存储的操纵程序,执行部分或全部数值操纵功能,并配有接口电路和伺服驱动装置的专用计算机系统。
CNC系统由数控程序、输入装置、输出装置、计算机数控装置(CNC装置)、可编程逻辑操纵器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。
CNC系统的核心是CNC装置。
由于使用了计算机,系统具有了软件功能,又用PLC代替了传统的机床电器逻辑操纵装置,使系统更小巧,其灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维护也方便,并具有与上位机连接及进行远程通信的功能。
华中数控系统硬件结构介绍
华中数控系统是国内为数不多具有自主版权的高性能数控系统之一,它以通用的工业PC机(IPC)和DOS、WINDOWS操作系统为基础,采用开放式的体系结构,使华中数控系统的可靠性和质量得到了保证。
它适合多坐标(2~5)数控镗铣床和加工中心,在增加相应的软件模块后,也能适应于其它类型的数控机床(如数控磨床、数控车床等)以及特种加工机床(如激光加工机、线切割机等)。
华中数控装置的硬件基本结构,系统的硬件由工业PC机(IPC)、主轴驱动单元和交流伺服单元等几个部分组成。
各组成部分介绍如下。
(1)虑线框为一台IPC的基本配置,其中ALL-IN-ONE CPU卡的配置是CPU 80386以上、内存2MB以上、cache 128kB以上、软硬驱接口、键盘接口、二串一并通信接口、DMA控制器、中断控制器和定时器;外存是包括软驱、硬驱和电子盘在内的存储器件。
(2)系统总线是一块由四层印刷电路板制成的无源母板。
(3)单点画线部分是数控系统的操作面板,其中数控键盘通过COM2口直接写标准键盘的缓冲区。
(4)双点画线的模块表示是可根据用户特殊要求而定制的功能模块。
(5)位置单元接口根据伺服单元的不同而有不同的具体实施方案;当伺服单元为数字交流伺服单元时,位置单元接口可采用标准RS232C串口;当伺服单元为模拟式交/直流伺服单元时,位置单元接口采用位置环板;当用步进电机为驱动元件时(教学数控机床),位置单元接口采用多功能数控接口板。
(6)光隔I/O板主要处理控制面板上以及机床测量的开关量信号。
(7)多功能板主要处理主轴单元的模拟或数字控制信号,并回收来自主轴编码器、手摇脉冲发生器的脉冲信号。
数控系统硬件结构
数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置等组成,这四部分之间通过I/O接口互连。
数控装置是数控系统的核心,其软件和硬件来控制各种数控功能的实现。
数控系统到目前为止共发展了六代,第一代是电子管数控系统,第二代是晶体管数控系统,第三代是集成电路数控系统,第四代是小型计算机数控系统,第五代是微型计算机数控系统,第六代是PC数控系统。
PC数控系统目前是最先进的结构体系,PC数控系统的发展,形成了PC嵌入NC的“NC+PC”结构和NC嵌入PC的“PC+NC”结构两大主要流派。
后者又正在演变成PC+I/O 的“软件化”结构。
在NC+PC系统方面,起主导作用的是一些老的数控系统生产大厂。
因为他们在数控系统方面有着深厚的基础,为使所掌握的技术优势与新的PC化潮流相融合,因此走出了一条以传统数控平台为基础(完成实时控制任务),以流行PC为前端(完成非实时任务)的PC数控系统发展道路,并在商品化方面取得了显著成绩。
NC+PC系统的典型代表有日本FANUC公司的18i、16i系统、德国西门子公司的840D系统、法国NUM 公司的1060系统、美国AB公司的9/360系统等。
在PC+NC系统方面,主导公司是一些后起之秀。
由于他们没有历史包袱,因此彻底摆脱了传统NC的约束,直接站在PC平台基础上,通过增扩NC控制板卡(如基于DSP的运动控制卡等)来发展PC数控系统。
典型代表有美国DELTA TAU公司用PMAC 多轴运动控制卡构造的PMAC-NC系统、日本MAZAK公司用三菱公司的MELDASMAGIC 64构造的MAZATROL 640系统、中国华中数控系列产品、航天数控系列产品、广州数控部分产品、南京四开公司产品等。
从目前的情况看,新推出的PC数控系统已越来越多地采用PC+NC结构,NC+PC结构的发展已呈下降趋势。
随着PC技术水平和数控软件设计水平的提高,PC+NC结构正逐渐发展成PC+I/O的软件化结构和PC+实时网络的分布式结构。
典型代表有美国MDSI公司的OPEN CNC、德国POWER AUTOMATION公司的PA8000 NT、大连光洋公司、陕西华拓科技公司等系列产品。
数控装置的硬件结构按CNC装置中的印制电路板的插接方式可以分为大板结构和功能模块(小板)结构;按CNC装置硬件的制造方式,可以分为专用型结构和个人计算机式结构;按CNC装置中微处理器的个数可以分为单微处理器结构和多微处理器结构。
数控系统
1)大板结构
大板结构CNC系统的CNC装置由主电路板、位置控制板、PC板、图形控制板、附加I/O 板和电源单元等组成。
主电路板是大印制电路版,其它电路板是小板,插在大印制电路板上的插槽内。
这种结构类似于微型计算机的结构。
2)功能模块结构
(2)单微处理器结构和多微处理器结构
1)单微处理器结构
在单微处理器结构中,只有一个微处理器,以集中控制、分时处理数控装置的各个任
务。
2)多微处理器结构
随着数控系统功能的增加、数控机床的加工速度的提高,单微处理器数控系统已不能满足要求,因此,许多数控系统采用了多微处理器的结构。
若在一个数控系统中有两个或两个以上的微处理器,每个微处理器通过数据总线或通信方式进行连接,共享系统的公用存储器与I/O接口,每个微处理器分担系统的一部分工作,这就是多微处理器系统。